Vous aimerez peut-être aussi
- BASF - PVP and More - 2009 - BrochureDocument20 pagesBASF - PVP and More - 2009 - Brochureb4rfPas encore d'évaluation
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesD'EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesPas encore d'évaluation
- Polyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976D'EverandPolyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976A. GuyotPas encore d'évaluation
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3D'EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Pas encore d'évaluation
- Luwax LG Flakes EVD1128 eDocument8 pagesLuwax LG Flakes EVD1128 ePawan K ChowdharyPas encore d'évaluation
- Surfactant Detergence 4pDocument2 pagesSurfactant Detergence 4pVeliYunusKavalciPas encore d'évaluation
- Licomer M55 PDFDocument3 pagesLicomer M55 PDFAnonymous 3qW8KFDDHPas encore d'évaluation
- Floor Care Products - Presentation 2011Document12 pagesFloor Care Products - Presentation 2011Maria Eugenia Civeira100% (1)
- Byk-066 N enDocument2 pagesByk-066 N enΒασίληςΜουρατίδηςPas encore d'évaluation
- Waxes For Engineering PlasticsDocument66 pagesWaxes For Engineering PlasticsOsov Gutim100% (1)
- Catalogo General Clariant CerasDocument20 pagesCatalogo General Clariant CerasCarlos CardenasPas encore d'évaluation
- AshlandDocument4 pagesAshlandHardik SampatPas encore d'évaluation
- Additives FOR Specialty Chemistry Formulations pER Function: Product ListDocument16 pagesAdditives FOR Specialty Chemistry Formulations pER Function: Product ListAPEX SONPas encore d'évaluation
- 10.1.1.562.1017 PhosphateDocument8 pages10.1.1.562.1017 PhosphateKankan BhaumikPas encore d'évaluation
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachD'EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudÉvaluation : 5 sur 5 étoiles5/5 (1)
- Soyol Polyol FormulationsDocument3 pagesSoyol Polyol FormulationsurethanPas encore d'évaluation
- PQ Formulary PDFDocument16 pagesPQ Formulary PDFjcriveroPas encore d'évaluation
- John C WAGNER Zorongen GasDocument6 pagesJohn C WAGNER Zorongen GasaaaaPas encore d'évaluation
- CEPE Inventory ListDocument153 pagesCEPE Inventory Listjai soniPas encore d'évaluation
- Glucopon 225 DK: Technical InformationDocument4 pagesGlucopon 225 DK: Technical InformationrotulcmPas encore d'évaluation
- Arcosolv TPNBDocument4 pagesArcosolv TPNBamiller1987Pas encore d'évaluation
- Emulsion Polymers and Emulsion Polymerization (PDFDrive)Document596 pagesEmulsion Polymers and Emulsion Polymerization (PDFDrive)WALTER KLISSMANPas encore d'évaluation
- Alkyd Resin 2Document5 pagesAlkyd Resin 2Pace AjjaPas encore d'évaluation
- Acronal 7095Document3 pagesAcronal 7095kishanptlPas encore d'évaluation
- Alketerge EDocument4 pagesAlketerge EYohanes OktavianusPas encore d'évaluation
- T5. Polymeric Anti Redeposition (Clariant)Document16 pagesT5. Polymeric Anti Redeposition (Clariant)Maria Ofelia Toloza Vaca100% (1)
- SC2042Document4 pagesSC2042A MahmoodPas encore d'évaluation
- Resinas para MetalDocument7 pagesResinas para MetalNissim Hazar CasanovaPas encore d'évaluation
- Colorants For PolyamidesDocument2 pagesColorants For PolyamidesMuhammad AhmadPas encore d'évaluation
- Loxiol® A 2 PDFDocument24 pagesLoxiol® A 2 PDFXuân Giang NguyễnPas encore d'évaluation
- Max 5.2 Surfactant Brochure PDFDocument16 pagesMax 5.2 Surfactant Brochure PDFsanjay ukalkar100% (1)
- 2016 Progress in Non-Isocyanate Polyurethanes Synthesized PDFDocument38 pages2016 Progress in Non-Isocyanate Polyurethanes Synthesized PDFPilar MayaPas encore d'évaluation
- Paten US8957127 - Liquid Glue Formulated With Acrylic Emulsions - Google PatenDocument4 pagesPaten US8957127 - Liquid Glue Formulated With Acrylic Emulsions - Google PatenSepvan ValeriPas encore d'évaluation
- Catalogo Paints ING Out15Document12 pagesCatalogo Paints ING Out15bexigaobrotherPas encore d'évaluation
- Aepd VOX 1000: Technical Data SheetDocument2 pagesAepd VOX 1000: Technical Data SheetCoco HüniPas encore d'évaluation
- USP Glycerin 99 5% PDSDocument2 pagesUSP Glycerin 99 5% PDStomassuquilloPas encore d'évaluation
- The Determination of Epoxide Groups: Monographs in Organic Functional Group AnalysisD'EverandThe Determination of Epoxide Groups: Monographs in Organic Functional Group AnalysisPas encore d'évaluation
- Lutensol A 1Document10 pagesLutensol A 1Vilas DhakappaPas encore d'évaluation
- Clariant Brochure Emulsion Polymerization Portfolio 2017 EN PDFDocument4 pagesClariant Brochure Emulsion Polymerization Portfolio 2017 EN PDF幸福100% (1)
- SC2032 PDFDocument4 pagesSC2032 PDFA MahmoodPas encore d'évaluation
- Care Chemicals & Formulators. Luwax A Granules Luwax A Powder. Technical InformationDocument10 pagesCare Chemicals & Formulators. Luwax A Granules Luwax A Powder. Technical InformationCatalina Isidora Molina OlivaresPas encore d'évaluation
- EvonikDocument20 pagesEvonikMohit Singhal0% (1)
- Acrysol rm-8w 3Document4 pagesAcrysol rm-8w 3Forever0% (1)
- Akzonobel Formulation 2C 75 01Document1 pageAkzonobel Formulation 2C 75 01culiniPas encore d'évaluation
- EMEA Catafor Formulation BROCHURE - 2015 Copie 270934Document4 pagesEMEA Catafor Formulation BROCHURE - 2015 Copie 270934Duc NguyenPas encore d'évaluation
- NC WolfDocument60 pagesNC WolfRachidFilahiPas encore d'évaluation
- Supreme: Premium Opacifying Mineral For Titanium Dioxide ExtensionDocument2 pagesSupreme: Premium Opacifying Mineral For Titanium Dioxide Extensionkensley oliveiraPas encore d'évaluation
- ECOSURF LiteratureDocument16 pagesECOSURF LiteratureTrev GlasbeyPas encore d'évaluation
- ESBO NanyaDocument12 pagesESBO NanyaHuỳnh Thanh HảiPas encore d'évaluation
- Reactive SoftenerDocument5 pagesReactive Softenerbosontomax100% (1)
- Stabilizing Agricultural Films - A Question of BalanceDocument6 pagesStabilizing Agricultural Films - A Question of BalanceVictor CastrejonPas encore d'évaluation
- Cobratec TT 100CDocument1 pageCobratec TT 100CDiego SamayoaPas encore d'évaluation
- BASF Waxes PDFDocument6 pagesBASF Waxes PDFJohnny Anderson Mezones VillanuevaPas encore d'évaluation
- Surfactant AnalysisDocument5 pagesSurfactant Analysisjuli_radPas encore d'évaluation
- Tego® Addbond - For Maximum AdhesionDocument8 pagesTego® Addbond - For Maximum AdhesionDanail AkuzovPas encore d'évaluation
- Aisi SteelDocument11 pagesAisi SteelIlham SetiadiPas encore d'évaluation
- Downcomer PipesDocument9 pagesDowncomer Pipesk v rajeshPas encore d'évaluation
- 1) Fire Fighting Drawing (Mechanical & Electrical)Document26 pages1) Fire Fighting Drawing (Mechanical & Electrical)BhushanPas encore d'évaluation
- Manual On Bamboo School BuildingsDocument27 pagesManual On Bamboo School BuildingssolomonayehPas encore d'évaluation
- Hot-Rolled Structural Steel, High-Strength Low-Alloy Plate With Improved FormabilityDocument2 pagesHot-Rolled Structural Steel, High-Strength Low-Alloy Plate With Improved FormabilityketemaPas encore d'évaluation
- Robor Ductile Iron Brochure5Document12 pagesRobor Ductile Iron Brochure5Christiaan SnydersPas encore d'évaluation
- Specifications Dampproofing (Ecodamp)Document7 pagesSpecifications Dampproofing (Ecodamp)Baugh Graphic DesignPas encore d'évaluation
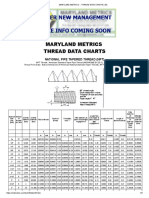
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanPas encore d'évaluation
- Rubber Extrusions CatalogueDocument111 pagesRubber Extrusions CatalogueS.KAMBANPas encore d'évaluation
- Katalog Kabel Supremepdf PDF FreeDocument68 pagesKatalog Kabel Supremepdf PDF Freerachmat adiyantoPas encore d'évaluation
- Centralized Air ConditioningDocument9 pagesCentralized Air ConditioningA 04 Ankit SharmaPas encore d'évaluation
- Ammonium Polyphosphate SpecificationDocument3 pagesAmmonium Polyphosphate SpecificationMaggie VillacortaPas encore d'évaluation
- Steel Tubes HhhhhhhhhhkutreDocument2 pagesSteel Tubes HhhhhhhhhhkutreKarthikeyan PanchatcharamPas encore d'évaluation
- Formwork and Falsework ManualDocument53 pagesFormwork and Falsework Manualsoleb100% (3)
- 2012flagpoles1 BackupDocument12 pages2012flagpoles1 BackupmmflagsdonPas encore d'évaluation
- Cobiax Summary PDFDocument7 pagesCobiax Summary PDFAjaya KumarPas encore d'évaluation
- BS 416-1.1990 PDFDocument27 pagesBS 416-1.1990 PDFHaris KyriazisPas encore d'évaluation
- Louver Ceiling ArmstrongDocument5 pagesLouver Ceiling ArmstrongAnonymous 51xe1OqZPas encore d'évaluation
- D171 D171EXS Ball CraneFS DS 1021 p16Document1 pageD171 D171EXS Ball CraneFS DS 1021 p16Ben ZithaPas encore d'évaluation
- 577 Rigid CouplingDocument4 pages577 Rigid CouplingwiswanathenPas encore d'évaluation
- 0.4 Surface HardeningDocument53 pages0.4 Surface Hardeningjawad arifPas encore d'évaluation
- Agua Sr200Document4 pagesAgua Sr200sijinjoyPas encore d'évaluation
- Densing (CVE163 Lab 4)Document7 pagesDensing (CVE163 Lab 4)Angela Christine DensingPas encore d'évaluation
- BQ Earthworks (Priced) .Rev7Document15 pagesBQ Earthworks (Priced) .Rev7Tan Ching0% (1)
- Snag ListDocument14 pagesSnag ListAndrew TorrancePas encore d'évaluation
- Unit 6-Metals & Non-MetalsDocument8 pagesUnit 6-Metals & Non-MetalsRahul KumarPas encore d'évaluation
- Zero Defects Reference PFMEA IndexDocument2 pagesZero Defects Reference PFMEA IndexMani Rathinam RajamaniPas encore d'évaluation
- A Twin Cylinder Vertical Double ActingDocument3 pagesA Twin Cylinder Vertical Double ActingAxel DominiquePas encore d'évaluation
- Estimate For The Construction of Civil Dispensary 7.5 LacDocument29 pagesEstimate For The Construction of Civil Dispensary 7.5 Lacbaddy2inPas encore d'évaluation