Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Journal Approval WorkflowDocument46 pagesJournal Approval Workflowvarachartered283Pas encore d'évaluation
- Ahsmrw30dam SD101Document48 pagesAhsmrw30dam SD101ibrahimPas encore d'évaluation
- For Calibration List - OrginalDocument62 pagesFor Calibration List - Orginaluttam khatriPas encore d'évaluation
- MSDS Argon Compressed GasDocument6 pagesMSDS Argon Compressed Gassajid aliPas encore d'évaluation
- Business Value of Bim in Middle EastDocument52 pagesBusiness Value of Bim in Middle EastshahbazdgPas encore d'évaluation
- Payment Advice Outward Telegraphic Transfer: DateDocument2 pagesPayment Advice Outward Telegraphic Transfer: DateRomanov DalshePas encore d'évaluation
- Parametri TobyDocument111 pagesParametri TobyZoran MilovicPas encore d'évaluation
- Experiment No. 1: Aim: Study of Tanner Tools THEORY: Tanner ToolsDocument24 pagesExperiment No. 1: Aim: Study of Tanner Tools THEORY: Tanner ToolsVarun GargPas encore d'évaluation
- Melt ManualDocument32 pagesMelt ManualSaikat ChakrabortyPas encore d'évaluation
- Sneha Foundation PlusDocument17 pagesSneha Foundation PlusBikash KumarPas encore d'évaluation
- 000 139 PDFDocument17 pages000 139 PDFtareqcccccPas encore d'évaluation
- Shailendra - Yadav - R.F Design and Optimization Engineer - 5.10 - Yrs ExpDocument7 pagesShailendra - Yadav - R.F Design and Optimization Engineer - 5.10 - Yrs ExpGaurav TiwariPas encore d'évaluation
- Swot Analysis of PTCLDocument5 pagesSwot Analysis of PTCLM Aqeel Akhtar JajjaPas encore d'évaluation
- Technical Service Bulletin 6.7L - Illuminated Mil With Dtcs P1291, P1292, P0191 And/Or P06A6 - Engine Harness Chafe 19-2231Document4 pagesTechnical Service Bulletin 6.7L - Illuminated Mil With Dtcs P1291, P1292, P0191 And/Or P06A6 - Engine Harness Chafe 19-2231Yaniss AlgeriaPas encore d'évaluation
- Creating Flight Plan and User Waypoint Files For The Flight1 GTNDocument6 pagesCreating Flight Plan and User Waypoint Files For The Flight1 GTNJosé A. Montiel QuirósPas encore d'évaluation
- ' ' Shail Ahmad: Privet of India Acres N Inches List of ClientDocument3 pages' ' Shail Ahmad: Privet of India Acres N Inches List of Clientapi-243316402Pas encore d'évaluation
- Swaroop (1) ResumeDocument4 pagesSwaroop (1) ResumeKrishna SwarupPas encore d'évaluation
- SSMT Solution ManualDocument12 pagesSSMT Solution ManualPraahas Amin0% (1)
- Vacuum WordDocument31 pagesVacuum Wordion cristian OnofreiPas encore d'évaluation
- 01 Getting StartedDocument44 pages01 Getting StartedAsbokid SeniorPas encore d'évaluation
- Orion Manual - Chess Pairing Software For Team Tournament - VegaChessDocument46 pagesOrion Manual - Chess Pairing Software For Team Tournament - VegaChessVictor FeitosaPas encore d'évaluation
- CS506 - Web Design and Development (Handouts) PDFDocument471 pagesCS506 - Web Design and Development (Handouts) PDFSyed Shahzad100% (2)
- Faqs: Instant Credit Card Approval and IssuanceDocument1 pageFaqs: Instant Credit Card Approval and Issuancedaong_84Pas encore d'évaluation
- GCCDocument265 pagesGCCzhenguoliPas encore d'évaluation
- Code PICDocument6 pagesCode PICsongbao527Pas encore d'évaluation
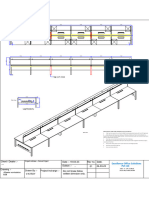
- 6seater Workstation B2BDocument1 page6seater Workstation B2BDid ProjectsPas encore d'évaluation
- Indian Standard: Stationary Valve Regulated Lead Acid Batteries - SpecificationDocument12 pagesIndian Standard: Stationary Valve Regulated Lead Acid Batteries - Specificationmukesh_kht1Pas encore d'évaluation
- Pursuit ManualDocument26 pagesPursuit Manualhunter9903Pas encore d'évaluation
- Deped SipagDocument23 pagesDeped Sipagwilliam felisilda100% (1)
- Types of CameraDocument18 pagesTypes of CameraVijay Ravi100% (1)