Vous aimerez peut-être aussi
- GT Various Systems (G)Document62 pagesGT Various Systems (G)shtiwari2002100% (2)
- Governing of Impulse TurbinesDocument3 pagesGoverning of Impulse TurbinesRich100% (1)
- GT Acesssory, Torque ConverterDocument29 pagesGT Acesssory, Torque ConverterAnkur Sharma100% (2)
- Governing and Protection SystemDocument15 pagesGoverning and Protection SystemVamsikrishna Lakamsani100% (1)
- PPCL Training ReportDocument46 pagesPPCL Training ReportAshutosh KumarPas encore d'évaluation
- 210 MW Seal Oil SystemDocument6 pages210 MW Seal Oil Systemmag_ktps20021520Pas encore d'évaluation
- Woodward Industrial Turbine ControlDocument16 pagesWoodward Industrial Turbine ControlhrstgaPas encore d'évaluation
- Solar 5.2MVADocument15 pagesSolar 5.2MVAsohaila7Pas encore d'évaluation
- AnatomyDocument6 pagesAnatomyShiva Kumar H MPas encore d'évaluation
- ME RoTIC 2018 PresentationAbdulrahman Alkhowaiter FinalDocument19 pagesME RoTIC 2018 PresentationAbdulrahman Alkhowaiter FinalAbdulrahman AlkhowaiterPas encore d'évaluation
- Woodward Turbine ControlDocument17 pagesWoodward Turbine Controlprasad5034100% (1)
- Protection CoordinationDocument10 pagesProtection CoordinationDeepak MahapatroPas encore d'évaluation
- Ad Dit LC B Ti E I Advanced Internal Combustion Engines Mae 589V (Spring 2009)Document15 pagesAd Dit LC B Ti E I Advanced Internal Combustion Engines Mae 589V (Spring 2009)snmathad2Pas encore d'évaluation
- Torque Converter & Hydraulic Ratchet System - 4thDocument18 pagesTorque Converter & Hydraulic Ratchet System - 4thfalconalnajjar0% (1)
- Engine Thermomanagement With Electrical Components For Fuel Consumption Reduction. International Journal of Engine Researc PDFDocument14 pagesEngine Thermomanagement With Electrical Components For Fuel Consumption Reduction. International Journal of Engine Researc PDFpeterPas encore d'évaluation
- Doosan 340Document16 pagesDoosan 340Victor VillarrealPas encore d'évaluation
- Gas Turbine Generator PresentationDocument25 pagesGas Turbine Generator PresentationSagar Naduvinamani100% (2)
- DarshanDocument21 pagesDarshanMandar Ambi100% (1)
- Closing The Performance Loop-GE CLOCDocument13 pagesClosing The Performance Loop-GE CLOCMochamad SolehPas encore d'évaluation
- 16 - Turbo Expanders 0Document13 pages16 - Turbo Expanders 0MamdouhAlhanafy100% (1)
- GTG 1699iec Solart60 60hzDocument10 pagesGTG 1699iec Solart60 60hzKhaldoon Alnashi100% (1)
- 4 Fast Cycling CapabilityDocument13 pages4 Fast Cycling CapabilityktsnlPas encore d'évaluation
- StartupOperating&MaintSTD - RFG1 Fuel Gas SkidDocument14 pagesStartupOperating&MaintSTD - RFG1 Fuel Gas Skidczekjo100% (1)
- 4 Fast Cycling CapabilityDocument13 pages4 Fast Cycling CapabilityrafieePas encore d'évaluation
- Vibration Problem of The Steam Turbine of Mae Moh Thermal Power PlantDocument8 pagesVibration Problem of The Steam Turbine of Mae Moh Thermal Power PlantTon PhichitPas encore d'évaluation
- Gas Turbine Training 1Document52 pagesGas Turbine Training 1Noble_Truth100% (3)
- Gas Turbine TrainingDocument52 pagesGas Turbine TrainingNoble_Truth90% (10)
- FT 8 PDFDocument33 pagesFT 8 PDFvcharles100% (1)
- Ms9001E Starting System: GeneralDocument2 pagesMs9001E Starting System: Generalferas_elnggarPas encore d'évaluation
- Summer Training Report OdDocument60 pagesSummer Training Report OdTanya MishraPas encore d'évaluation
- Pws 002712Document4 pagesPws 002712Ronnie Hilda Edward SeliPas encore d'évaluation
- 058467Document18 pages058467Marco Bertoldi100% (1)
- Effect of Main Steam Temperature at Inlet On Turbine Shaft VibrationDocument12 pagesEffect of Main Steam Temperature at Inlet On Turbine Shaft Vibrationsanam100% (1)
- Turbocor Air CooledDocument5 pagesTurbocor Air CooledFabio Moacir KorndoerferPas encore d'évaluation
- Wind Turbine Nacelle Thermal ManagementDocument18 pagesWind Turbine Nacelle Thermal ManagementAbhijeetPas encore d'évaluation
- Turbines Paper Ray BeebeDocument9 pagesTurbines Paper Ray Beebealiscribd46Pas encore d'évaluation
- Converting Existing Synchronous Generators Into Synchronous CondensersDocument2 pagesConverting Existing Synchronous Generators Into Synchronous CondensersPradeep RajasekeranPas encore d'évaluation
- Cat 3412E EngineDocument3 pagesCat 3412E EngineAngel RosasPas encore d'évaluation
- 1977 - Wildman - Developments in Steam TurbinesDocument6 pages1977 - Wildman - Developments in Steam TurbinesManoj Kumar100% (1)
- PTN Genset CAT3516Document10 pagesPTN Genset CAT3516Heni HasanahPas encore d'évaluation
- CcOLD STARTUPDocument15 pagesCcOLD STARTUPAnonymous ICKtnYvC100% (1)
- Project Report On NTPC RGCCPDocument39 pagesProject Report On NTPC RGCCPVidya VijayanPas encore d'évaluation
- Thermostats: Wahler - Solutions in PartnershipDocument12 pagesThermostats: Wahler - Solutions in PartnershipNitesh Kumar SenPas encore d'évaluation
- Report On Generator Installation For The Fishing Boat at Neil Marine (PVT) LTD, BeruwalaDocument16 pagesReport On Generator Installation For The Fishing Boat at Neil Marine (PVT) LTD, BeruwalaChanna AshanPas encore d'évaluation
- 9e ChinaDocument7 pages9e Chinanabil160874Pas encore d'évaluation
- Eliminating Hydraulic Control and Trip Oil LovejoyDocument23 pagesEliminating Hydraulic Control and Trip Oil LovejoyEliyanto E BudiartoPas encore d'évaluation
- Intelligent Valve Actuation - A Radical New Electro-Magnetic Poppet Valve ArrangementDocument23 pagesIntelligent Valve Actuation - A Radical New Electro-Magnetic Poppet Valve ArrangementTejas shastrakarPas encore d'évaluation
- Introduction To Ipgcl & PPCLDocument31 pagesIntroduction To Ipgcl & PPCLSahil SethiPas encore d'évaluation
- Evoque 2011-13 - Fuel Charging and Controls - Turbocharger - TD4 2.2L DieselDocument16 pagesEvoque 2011-13 - Fuel Charging and Controls - Turbocharger - TD4 2.2L DieselAliPas encore d'évaluation
- Governing of Turbine HydraulicDocument3 pagesGoverning of Turbine HydraulicMike100% (1)
- 21-26 MW TM2500 Mobile 50-60Hz Dual Fuel PDFDocument16 pages21-26 MW TM2500 Mobile 50-60Hz Dual Fuel PDFÄness BŝŁm Řm EverPas encore d'évaluation
- Assignment # 01 Ysir SiiduiDocument10 pagesAssignment # 01 Ysir SiiduiSalman GhaffarPas encore d'évaluation
- Revival of A 50-MW Steam Turbine: After Catastrophic FailureDocument3 pagesRevival of A 50-MW Steam Turbine: After Catastrophic FailureHamid MojiryPas encore d'évaluation
- Induatrial Training at Pragati Ippgcl and PPCLDocument25 pagesInduatrial Training at Pragati Ippgcl and PPCLshubham Shakya100% (1)
- Gas Turbine NotesDocument21 pagesGas Turbine NotesJohn BlackburnPas encore d'évaluation
- KS3-Steam Turbine Over Speed Trip SystemsDocument8 pagesKS3-Steam Turbine Over Speed Trip SystemsArul Kumaran Kothandapani100% (1)
- X Power Catalog 50 60hzDocument90 pagesX Power Catalog 50 60hzluisrequenat100% (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesD'EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesPas encore d'évaluation
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SD'EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SPas encore d'évaluation
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideD'EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideÉvaluation : 4 sur 5 étoiles4/5 (8)
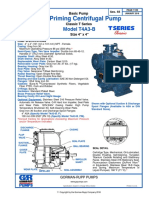
- Self Priming Centrifugal Pump: Model T4A3 BDocument8 pagesSelf Priming Centrifugal Pump: Model T4A3 BrcarpiooPas encore d'évaluation
- Laminar Premixed Flames 6Document78 pagesLaminar Premixed Flames 6rcarpiooPas encore d'évaluation
- Turbulent Premixed Flames 7Document18 pagesTurbulent Premixed Flames 7rcarpiooPas encore d'évaluation
- Rankine Hugoniot Relations12Document21 pagesRankine Hugoniot Relations12rcarpiooPas encore d'évaluation
- Materials and Design: A. Kermanpur, M. Eskandari, H. Purmohamad, M.A. Soltani, R. ShateriDocument9 pagesMaterials and Design: A. Kermanpur, M. Eskandari, H. Purmohamad, M.A. Soltani, R. ShaterircarpiooPas encore d'évaluation
- Axial Flow Compressor Mean Line DesignDocument119 pagesAxial Flow Compressor Mean Line DesignMostafa Abd Almaksoud100% (1)
- Swintec 401DPs Adding Machine Operations ManualDocument14 pagesSwintec 401DPs Adding Machine Operations ManualDaniel & Jennifer DenigPas encore d'évaluation
- Material Safety Data Sheet: 1. Chemical Product and Company Identification BrilmideDocument11 pagesMaterial Safety Data Sheet: 1. Chemical Product and Company Identification BrilmideManish Chavda AhirPas encore d'évaluation
- Hambly, Wilfrid D. - The Ovimbundu of Angola (1934)Document370 pagesHambly, Wilfrid D. - The Ovimbundu of Angola (1934)Pedro SoaresPas encore d'évaluation
- Sub-Division Office SDO Wapda Line Superintendent SDO WapdaDocument2 pagesSub-Division Office SDO Wapda Line Superintendent SDO WapdaUMAR TAHIRPas encore d'évaluation
- Math10 q2 Mod2 Solvingproblemsinvolvingpolynomialfunctions v5Document31 pagesMath10 q2 Mod2 Solvingproblemsinvolvingpolynomialfunctions v5Mikaela MotolPas encore d'évaluation
- Gamma 333 PC Gamma 333 PC - B: Operating InstructionsDocument165 pagesGamma 333 PC Gamma 333 PC - B: Operating InstructionsIsakov Igor100% (7)
- O2-4 Lovric D Full PDFDocument5 pagesO2-4 Lovric D Full PDFZadia CottoPas encore d'évaluation
- AJAD Extension Delivery Postharvest HandlingDocument17 pagesAJAD Extension Delivery Postharvest HandlingSheena Mae de LeonPas encore d'évaluation
- Cashflow ManagementDocument7 pagesCashflow ManagementmohamedPas encore d'évaluation
- Brazil To Host COP30 Article Review by JForrest EnglishDocument6 pagesBrazil To Host COP30 Article Review by JForrest EnglishraduPas encore d'évaluation
- Simple Harmonic Motion Group 1Document9 pagesSimple Harmonic Motion Group 1Abu HuzaifahPas encore d'évaluation
- Issues in MathematicsDocument7 pagesIssues in MathematicsPavitra KannadassPas encore d'évaluation
- AS Prac 4 - Effect of Temperature On Rate - GridDocument2 pagesAS Prac 4 - Effect of Temperature On Rate - GridElla O'NEILLPas encore d'évaluation
- How A 4-20 Ma Transmitter WorksDocument3 pagesHow A 4-20 Ma Transmitter WorksVraja KisoriPas encore d'évaluation
- Brainnot Based Education Dangers of MisunderstandiDocument13 pagesBrainnot Based Education Dangers of MisunderstandiRifki JunaediPas encore d'évaluation
- CV - Elchin SalimovDocument3 pagesCV - Elchin SalimovMicRoTonePas encore d'évaluation
- ICP-OES - ICP Chemistry, ICP-OES Analysis, Strengths and LimitationsDocument11 pagesICP-OES - ICP Chemistry, ICP-OES Analysis, Strengths and LimitationsMuhammad NadeemPas encore d'évaluation
- SSRN Id4377891Document35 pagesSSRN Id4377891MUHAMMAD SAFWAN AHMAD MUSLIMPas encore d'évaluation
- Junrel M. Ymas Beed - 3: Worksheet #3Document2 pagesJunrel M. Ymas Beed - 3: Worksheet #3JUNREL YMASPas encore d'évaluation
- Nit New Test Series NTDocument7 pagesNit New Test Series NTMohommad ShoaibPas encore d'évaluation
- Scientific Paper MJBLDocument10 pagesScientific Paper MJBLMarie Joy LunaPas encore d'évaluation
- Fluorescence in Situ HybridizationDocument3 pagesFluorescence in Situ HybridizationUshuaia Ira Marie L. GallaronPas encore d'évaluation
- Rem Koolhaas-Elements of ArchitectureDocument6 pagesRem Koolhaas-Elements of ArchitectureLemoniaMoraiti0% (7)
- Complex Analysis: Chapter V. Singularities V.1. Classification of Singularities-Proofs of TheoremsDocument23 pagesComplex Analysis: Chapter V. Singularities V.1. Classification of Singularities-Proofs of TheoremsTOM DAVISPas encore d'évaluation
- Chapter 2.3 - Relation and FunctionDocument12 pagesChapter 2.3 - Relation and FunctionPoeil Sergio MoldezPas encore d'évaluation
- MOdule GRADE 11 Module 1-2 Activity SHEETDocument1 pageMOdule GRADE 11 Module 1-2 Activity SHEETChristian Cabadongga100% (2)
- Grade 7 CBC Business Studies Schemes of Work Term 1Document14 pagesGrade 7 CBC Business Studies Schemes of Work Term 1GEOFRY KIRUIPas encore d'évaluation
- Cu 31924031254042Document180 pagesCu 31924031254042Paul TurnerPas encore d'évaluation
- Proceeding of The 3rd Annul National Conference On Agriculture and Environmental Management For Sustainable Development From June 17-18, 2016Document277 pagesProceeding of The 3rd Annul National Conference On Agriculture and Environmental Management For Sustainable Development From June 17-18, 2016Tolasa RegasaPas encore d'évaluation
- Kuenzli - ETHICAL IMPLICATIONS OF THE SOCIAL SCIENCESDocument5 pagesKuenzli - ETHICAL IMPLICATIONS OF THE SOCIAL SCIENCESsfhardingPas encore d'évaluation