Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Oil Analysis 101Document50 pagesOil Analysis 101scribdmenan100% (3)
- Auxetic MaterialsDocument65 pagesAuxetic MaterialsSubramani PichandiPas encore d'évaluation
- Rate of Exhaustion Compatibility of DyesDocument16 pagesRate of Exhaustion Compatibility of Dyesadali2020100% (2)
- The Optimal Design of Pressure Swing Adsorption SystemsDocument27 pagesThe Optimal Design of Pressure Swing Adsorption SystemsEljon OrillosaPas encore d'évaluation
- Southern Blotting TechniqueDocument15 pagesSouthern Blotting TechniqueSouravS.PandaPas encore d'évaluation
- Quality Circles For Vikramshila StudentsDocument22 pagesQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Educational Multimedia On Hydraulics and PneumaticsDocument89 pagesEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Document8 pages2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- New File ListDocument2 pagesNew File ListDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Set PPRDocument6 pagesDipak Vinayak Shirbhate VSRDIJMCAPE 3631 Set PPRDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Aahan's BirthdayDocument22 pagesAahan's BirthdayDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Salary Slip - May 2014Document5 pagesSalary Slip - May 2014DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Document4 pagesDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDocument34 pagesQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Girls Hostel FormDocument1 pageGirls Hostel FormDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Kirti Polytechnic Prospectus Part ADocument5 pagesKirti Polytechnic Prospectus Part ADIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Creativity & The Business IdeaDocument12 pagesCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Kaizan Presentation 11092012Document12 pagesKaizan Presentation 11092012DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Boys Hostel FormDocument1 pageBoys Hostel FormDIPAK VINAYAK SHIRBHATE100% (1)
- Prospectus Data 2013-14Document12 pagesProspectus Data 2013-14DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Domestic Water Heater PDFDocument39 pagesDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Domestic Water Heater PDFDocument39 pagesDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Ad Draft Approved by MsbteDocument1 pageAd Draft Approved by MsbteDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Pramod Naik's Letter Director MsbteDocument1 pagePramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Equivalence of Discipline Praposed Draft For Tech InstitutesDocument14 pagesEquivalence of Discipline Praposed Draft For Tech InstitutesDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Vikramshila Polytechnic DarapurDocument1 pageVikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Performance ApprisalDocument12 pagesPerformance ApprisalDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Inplant TrainingDocument1 pageInplant TrainingDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Prospectus For 14-15Document44 pagesProspectus For 14-15DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Prospectus For 13-14Document42 pagesProspectus For 13-14DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Importance of Diploma Education For Rural StudentsnnDocument55 pagesImportance of Diploma Education For Rural Studentsnnvspd2010Pas encore d'évaluation
- Classification of EnterprenuersDocument12 pagesClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Mobile Number of StudentsDocument4 pagesMobile Number of Studentsvspd2010Pas encore d'évaluation
- Vikramshila Poly Prospectus MarathiDocument29 pagesVikramshila Poly Prospectus MarathiDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Pragati Ahawal, 2010 11Document9 pagesPragati Ahawal, 2010 11DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Risk Profile Chelidonium MajusDocument6 pagesRisk Profile Chelidonium Majusroze60Pas encore d'évaluation
- Phase Equilibria Andsolidification Sequences Ofwhite Cast Irons Containing Vanadium and ChromiumDocument9 pagesPhase Equilibria Andsolidification Sequences Ofwhite Cast Irons Containing Vanadium and ChromiumLeví Damasceno CruzPas encore d'évaluation
- My Biuret TestDocument8 pagesMy Biuret Testleijean pelicanoPas encore d'évaluation
- Catalogo Geleira Evermed MPR 440Document3 pagesCatalogo Geleira Evermed MPR 440Almeida Domingos MatsinhePas encore d'évaluation
- Lab 3 ESRDocument4 pagesLab 3 ESRStevePas encore d'évaluation
- Lab Report 28 Molar Volume of Hydrogen GasDocument4 pagesLab Report 28 Molar Volume of Hydrogen GasShree samvunatPas encore d'évaluation
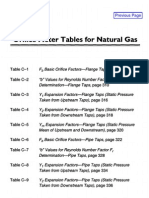
- Aga TableDocument35 pagesAga TableilublessingPas encore d'évaluation
- P 1554452Document4 pagesP 1554452GusmoPas encore d'évaluation
- Element Cube Project: Side #1 - Symbol and NameDocument2 pagesElement Cube Project: Side #1 - Symbol and NameMary Ann OrsuaPas encore d'évaluation
- 2003 ISJ Mersadetal Colorants PDFDocument15 pages2003 ISJ Mersadetal Colorants PDFJose LopezPas encore d'évaluation
- ADA Assay Beckman AU5800 Parameters Rev ADocument1 pageADA Assay Beckman AU5800 Parameters Rev AAlberto MarcosPas encore d'évaluation
- Chapter 7Document36 pagesChapter 7ajayPas encore d'évaluation
- Soot & ScaleDocument12 pagesSoot & ScaleLow Shen WeiPas encore d'évaluation
- Thermodynamics Properties of Pure SubstancesDocument30 pagesThermodynamics Properties of Pure Substancesleelamech36Pas encore d'évaluation
- WHHW Grade 11 SCDocument20 pagesWHHW Grade 11 SCssssPas encore d'évaluation
- Virgo Evs Valve BrochureDocument4 pagesVirgo Evs Valve Brochureshashikanth79Pas encore d'évaluation
- Quantitative JDocument4 pagesQuantitative Jryan caballerobatuangPas encore d'évaluation
- DAO 2000-12 - Schedule of Fees For RA 6969 (Chemical Substances and Hazardous Wastes)Document3 pagesDAO 2000-12 - Schedule of Fees For RA 6969 (Chemical Substances and Hazardous Wastes)Pacific SpectrumPas encore d'évaluation
- Final Exam Review 1528317655806 SCDocument18 pagesFinal Exam Review 1528317655806 SCAdil KhurshaidPas encore d'évaluation
- Saep 1141Document66 pagesSaep 1141shaban100% (2)
- Impact Initiation of Explosives and Propellants Via Statistical Crack Mechanics (SD)Document39 pagesImpact Initiation of Explosives and Propellants Via Statistical Crack Mechanics (SD)kingmajorPas encore d'évaluation
- Eurostar Eco SeriesDocument27 pagesEurostar Eco SeriesMohammad ZeeshanPas encore d'évaluation
- Brochure Catalogue General enDocument120 pagesBrochure Catalogue General enSri NurPas encore d'évaluation
- Heinrich Rudolf Hertz (February 22, 1857 - January 1, 1894) Was ADocument10 pagesHeinrich Rudolf Hertz (February 22, 1857 - January 1, 1894) Was APaula Mena CortarelliPas encore d'évaluation
- Argar Block ExperimentDocument3 pagesArgar Block ExperimentSaira SakulsachaPas encore d'évaluation