Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- 2017 THE BLUE WAY Visual PDFDocument54 pages2017 THE BLUE WAY Visual PDFAlex KappelPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Dam Lecture 14 - Design Criteria Earth DamsDocument4 pagesDam Lecture 14 - Design Criteria Earth DamsCarolineMwitaMoseregaPas encore d'évaluation
- Coles Recipe MagazineDocument68 pagesColes Recipe MagazinePhzishuang TanPas encore d'évaluation
- ATX12V DesignGuide 2 2Document45 pagesATX12V DesignGuide 2 2Kix1234Pas encore d'évaluation
- Anatomy of A Plated HoleDocument5 pagesAnatomy of A Plated Holepbs0707Pas encore d'évaluation
- Induction Heating System Topology Review: Rev D, July 2000Document28 pagesInduction Heating System Topology Review: Rev D, July 2000Christopher GeorgePas encore d'évaluation
- AccessorDocument6 pagesAccessorapi-3864578Pas encore d'évaluation
- 250W High Power Factor Supply For TV: Application NoteDocument6 pages250W High Power Factor Supply For TV: Application Noterc_casas99Pas encore d'évaluation
- Quasar Electronics Kit No. 1065 Inverter 12 VDC To 220 Vac: General DescriptionDocument6 pagesQuasar Electronics Kit No. 1065 Inverter 12 VDC To 220 Vac: General Descriptionapi-3864578Pas encore d'évaluation
- Tda2030 PDFDocument13 pagesTda2030 PDFWellington CordeiroPas encore d'évaluation
- HT46R47Document37 pagesHT46R47Sin SeanghorPas encore d'évaluation
- 74HC164Document8 pages74HC164api-3864578100% (1)
- 2n3055 (NPN), Mj2955 (PNP)Document4 pages2n3055 (NPN), Mj2955 (PNP)chikulenkaPas encore d'évaluation
- The Power of PositivityDocument5 pagesThe Power of PositivityYorlenis PintoPas encore d'évaluation
- Tracheo Esophageal FistulaDocument6 pagesTracheo Esophageal Fistulablast2111Pas encore d'évaluation
- MelatoninaDocument32 pagesMelatoninaCodrut GeorgescuPas encore d'évaluation
- PSB 3441 CH 1 HallucinogensDocument2 pagesPSB 3441 CH 1 HallucinogensAnonymous lm3GIU45Pas encore d'évaluation
- Ajr.09.2772 Grading Neuroforaminal StenosisDocument4 pagesAjr.09.2772 Grading Neuroforaminal StenosisOscar NogueraPas encore d'évaluation
- 348 - Ct-Tol Toluene TdsDocument1 page348 - Ct-Tol Toluene Tdsonejako12Pas encore d'évaluation
- 812571-006 RevB (GPC3000 Service)Document270 pages812571-006 RevB (GPC3000 Service)BPPas encore d'évaluation
- Afforestation Powerpoint For NandniDocument9 pagesAfforestation Powerpoint For NandniFagun Sahni100% (1)
- 感應馬達安裝、保養使用說明書31057H402E (英)Document17 pages感應馬達安裝、保養使用說明書31057H402E (英)Rosyad Broe CaporegimePas encore d'évaluation
- Manual Chiller Parafuso DaikinDocument76 pagesManual Chiller Parafuso Daiking3qwsf100% (1)
- Traditional vs. Enterprise Risk Management - How Do They DifferDocument4 pagesTraditional vs. Enterprise Risk Management - How Do They DifferJaveed A. KhanPas encore d'évaluation
- Signage Method of Statement and Risk AssessmentDocument3 pagesSignage Method of Statement and Risk AssessmentNajmal AmanPas encore d'évaluation
- Course Syllabus Manufacturing Processes (1) Metal CuttingDocument4 pagesCourse Syllabus Manufacturing Processes (1) Metal CuttingG. Dancer GhPas encore d'évaluation
- Erich FrommDocument2 pagesErich FrommTina NavarroPas encore d'évaluation
- Posi LokDocument24 pagesPosi LokMarcel Baque100% (1)
- ODocument11 pagesOMihaela CherejiPas encore d'évaluation
- Coalition TacticsDocument2 pagesCoalition Tacticsakumar4u100% (1)
- Analyzing Activity and Injury: Lessons Learned From The Acute:Chronic Workload RatioDocument12 pagesAnalyzing Activity and Injury: Lessons Learned From The Acute:Chronic Workload RatioLukas ArenasPas encore d'évaluation
- S:/admin/mpi/MP1169 - Amaia Skies Samat/000 - ACTIVE DOCUMENTS/09 - SPECS/2013-07-23 - Design Development/04-Plumbing/15050Document19 pagesS:/admin/mpi/MP1169 - Amaia Skies Samat/000 - ACTIVE DOCUMENTS/09 - SPECS/2013-07-23 - Design Development/04-Plumbing/15050Lui TCC BariaPas encore d'évaluation
- Technology For Teaching and Learning 2 OBE SyllabusDocument9 pagesTechnology For Teaching and Learning 2 OBE Syllabusjesreel canalPas encore d'évaluation
- Assistive TechnologyDocument3 pagesAssistive Technologyapi-547693573Pas encore d'évaluation
- Depression List of Pleasant ActivitiesDocument3 pagesDepression List of Pleasant ActivitiesShivani SinghPas encore d'évaluation
- 51 - Methemoglobin ProducersDocument20 pages51 - Methemoglobin ProducersCabinet VeterinarPas encore d'évaluation
- Stereochemistry Chiral Molecules QuizDocument3 pagesStereochemistry Chiral Molecules QuizSean McDivittPas encore d'évaluation
- Qualification of Analytical Instruments For Use in Pharmaceutical Industry-A Scientific ApproachDocument23 pagesQualification of Analytical Instruments For Use in Pharmaceutical Industry-A Scientific Approachmicrobioasturias100% (4)
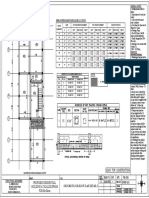
- G.f.roof Beam & Slab DetailDocument1 pageG.f.roof Beam & Slab Detailahmad anasPas encore d'évaluation
- Transmission Line Loading Sag CalculatioDocument25 pagesTransmission Line Loading Sag Calculatiooaktree2010Pas encore d'évaluation