Vous aimerez peut-être aussi
- Troubleshooting Induction MotorsDocument14 pagesTroubleshooting Induction MotorsImelda LadrilloPas encore d'évaluation
- Beckwith M 3425ADocument482 pagesBeckwith M 3425AJohnLT092Pas encore d'évaluation
- 1-NERC Standards On Generator ProtectionDocument33 pages1-NERC Standards On Generator ProtectionDixon CuadrosPas encore d'évaluation
- 15yearsofexperencestator Ground Fault Protection 080619 161009160859Document34 pages15yearsofexperencestator Ground Fault Protection 080619 161009160859putrasejahtraPas encore d'évaluation
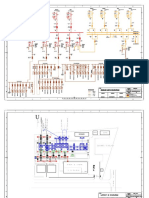
- Sinle Line CLGRU Nov 2017Document1 pageSinle Line CLGRU Nov 2017Sandi Junior SihotangPas encore d'évaluation
- On Load Tap Changing: Transformer Paralleling Simulation and ControlDocument38 pagesOn Load Tap Changing: Transformer Paralleling Simulation and ControlRicky Respondo Tindoc100% (1)
- Application of Out of Step Protection Schemes For GeneratorsDocument78 pagesApplication of Out of Step Protection Schemes For Generatorsrahul100% (1)
- Difference Between Switchgear and SwitchboardDocument5 pagesDifference Between Switchgear and Switchboardleo232Pas encore d'évaluation
- Sifang Csc-211eb V1.06Document346 pagesSifang Csc-211eb V1.06MarkusKunPas encore d'évaluation
- Application Tip: Using 2 Paralleling OptionDocument3 pagesApplication Tip: Using 2 Paralleling OptionMohamed MeeranPas encore d'évaluation
- PCS-9830A - X - Instruction Manual - EN - Domestic General - X - R1.00Document87 pagesPCS-9830A - X - Instruction Manual - EN - Domestic General - X - R1.00Ricchie Gotama SihitePas encore d'évaluation
- Product Selector: Marketing Team - Stafford Centre of ExcellenceDocument18 pagesProduct Selector: Marketing Team - Stafford Centre of Excellenceadi_sofaPas encore d'évaluation
- What Is Partial Discharge Testing - Vertiv InsightsDocument5 pagesWhat Is Partial Discharge Testing - Vertiv InsightsAlexander WijesooriyaPas encore d'évaluation
- IEEE Recommended Settings For Generator ProtectionDocument7 pagesIEEE Recommended Settings For Generator ProtectionBruno SamosPas encore d'évaluation
- สรุปความแตกต่าง 64 and 51NDocument1 pageสรุปความแตกต่าง 64 and 51NRanchida PhuangphisPas encore d'évaluation
- Power Elect 2Document25 pagesPower Elect 2javed kakarPas encore d'évaluation
- Distribution FeederDocument88 pagesDistribution FeederFABIANCHO2210Pas encore d'évaluation
- Ovr IbDocument27 pagesOvr IbAriel CaresPas encore d'évaluation
- REL 551 - APP MANUAL 0900213a80566f1fDocument364 pagesREL 551 - APP MANUAL 0900213a80566f1fSrivatsan NarayananPas encore d'évaluation
- Power Quality Unit 1Document76 pagesPower Quality Unit 1GSRI333100% (1)
- TRG-10015-2009-V0 - (The Effect of Directional Elements of SEL Relay (32Q and 32V) )Document47 pagesTRG-10015-2009-V0 - (The Effect of Directional Elements of SEL Relay (32Q and 32V) )mendezhandaPas encore d'évaluation
- Reverse PowerDocument6 pagesReverse PowerEdward DineshPas encore d'évaluation
- GE Multilin L90Document708 pagesGE Multilin L90Energo Kroup100% (1)
- Handbook To Assess The Insulation Condition of Large Rotating MachinesDocument272 pagesHandbook To Assess The Insulation Condition of Large Rotating Machinessulemankhalid100% (1)
- Analysis of The Root Causes of Transformer Bushing Failures PDFDocument6 pagesAnalysis of The Root Causes of Transformer Bushing Failures PDFElsonMilanPas encore d'évaluation
- Differential Bus ProtectionDocument14 pagesDifferential Bus ProtectionRodriguez Villalobos NelsonPas encore d'évaluation
- LT Detailed Range Catalogue 1Document166 pagesLT Detailed Range Catalogue 1rani sriPas encore d'évaluation
- Line Differntial ToshibaDocument40 pagesLine Differntial ToshibaIrfan AliPas encore d'évaluation
- Translay Commissioning Rail CorpDocument9 pagesTranslay Commissioning Rail CorpsmcraftPas encore d'évaluation
- MCAGDocument5 pagesMCAGariptrPas encore d'évaluation
- User Manual Yamaha PSR 750 - 950Document110 pagesUser Manual Yamaha PSR 750 - 950kbobaxPas encore d'évaluation
- Article Ultrasonic or TevDocument2 pagesArticle Ultrasonic or Tevanchak99Pas encore d'évaluation
- Technical SeminarDocument27 pagesTechnical SeminarYash BhattiproluPas encore d'évaluation
- GI BinjaiDocument1 pageGI BinjaigalauPas encore d'évaluation
- Gi BuduranDocument2 pagesGi BuduranSukariyanto Bambang100% (1)
- Application of Polarisation Depolarisation Current (PDC) Technique OnDocument9 pagesApplication of Polarisation Depolarisation Current (PDC) Technique OnandikaubhPas encore d'évaluation
- PowerFlex 7000 Medium Voltage AC DriveDocument350 pagesPowerFlex 7000 Medium Voltage AC Drivesalmo83:18Pas encore d'évaluation
- TJ90PE5ADocument1 pageTJ90PE5Ablago956Pas encore d'évaluation
- 01.4TB.033 Partial Differential Relaying (Stuck Relay)Document2 pages01.4TB.033 Partial Differential Relaying (Stuck Relay)m khPas encore d'évaluation
- IEEE Guide For Field Testing of Shielded Power Cable Systems Using Very Low Frequency (VLF) (Less Than 1 HZ)Document61 pagesIEEE Guide For Field Testing of Shielded Power Cable Systems Using Very Low Frequency (VLF) (Less Than 1 HZ)rio ferdianPas encore d'évaluation
- Thermal 49 CalculatorDocument2 pagesThermal 49 CalculatorRiansyah Kurnia WibowoPas encore d'évaluation
- T60 741x AE1Document694 pagesT60 741x AE1kumarinelPas encore d'évaluation
- Medium Voltage Induction Motor Protection and Diagnostics: Yi Du Pinjia Zhang Prof. Thomas G. HabetlerDocument61 pagesMedium Voltage Induction Motor Protection and Diagnostics: Yi Du Pinjia Zhang Prof. Thomas G. HabetlerMansoor AwanPas encore d'évaluation
- Electrical Survey DesignDocument9 pagesElectrical Survey DesignJavedkhanaPas encore d'évaluation
- Commissioning: Commissioning P63X/Uk Cm/A54 Micom P631, P632, P633, P634Document31 pagesCommissioning: Commissioning P63X/Uk Cm/A54 Micom P631, P632, P633, P634anon_143821310Pas encore d'évaluation
- Electrical Performance Testing of AC MotorsDocument3 pagesElectrical Performance Testing of AC Motorsnguyen_huu_duy_hcmPas encore d'évaluation
- 7pg21 Solkor R RF Catalogue SheetDocument26 pages7pg21 Solkor R RF Catalogue SheetsmcraftPas encore d'évaluation
- Inspection of Voltage Sags and Voltage Swells Incident in Power Quality Problems - A ReviewDocument3 pagesInspection of Voltage Sags and Voltage Swells Incident in Power Quality Problems - A ReviewAnonymous CUPykm6DZPas encore d'évaluation
- Document 0Document73 pagesDocument 0prafulPas encore d'évaluation
- Autotransformer Description For ServiceDocument11 pagesAutotransformer Description For ServiceFilipe PoncePas encore d'évaluation
- Multilin: Synchronism Check EquipmentDocument26 pagesMultilin: Synchronism Check EquipmentĐức Nguyễn XuânPas encore d'évaluation
- Unbalanced Magnetic Pull Analysis For Rotordynamics of Induction MotorsDocument7 pagesUnbalanced Magnetic Pull Analysis For Rotordynamics of Induction Motors9096664279Pas encore d'évaluation
- Power Transformer Condition Monitoring and Assessment ForDocument6 pagesPower Transformer Condition Monitoring and Assessment ForsureshnfclPas encore d'évaluation
- Motor Circuit Analysis For Energy, Reliability and Production Cost ImprovementsDocument4 pagesMotor Circuit Analysis For Energy, Reliability and Production Cost ImprovementsAmin Mustangin As-SalafyPas encore d'évaluation
- Voltage Unbalance Rev2Document5 pagesVoltage Unbalance Rev2mahmoud fawzyPas encore d'évaluation
- Unbalanced Voltages and Electric Motors: Causes and ConsequencesDocument4 pagesUnbalanced Voltages and Electric Motors: Causes and ConsequenceszaidbismaPas encore d'évaluation
- Pen-Hase Rotection Ssues or Otors: Pacific Gas and Electric CompanyDocument5 pagesPen-Hase Rotection Ssues or Otors: Pacific Gas and Electric CompanyAnamarialuzPas encore d'évaluation
- Unbalance CurrentDocument8 pagesUnbalance CurrentRudi AlfadliPas encore d'évaluation
- Unbalanced Voltages and Electric Motors: Causes and ConsequencesDocument4 pagesUnbalanced Voltages and Electric Motors: Causes and Consequencesalimoya13Pas encore d'évaluation
- Unbalanced Voltages and Electric Motors: Causes and ConsequencesDocument4 pagesUnbalanced Voltages and Electric Motors: Causes and Consequencesalimoya13Pas encore d'évaluation
- List of IEC Standards Wikipedia, The FRDocument5 pagesList of IEC Standards Wikipedia, The FRSrikant RanjanPas encore d'évaluation
- Electronics Design ChecklistDocument9 pagesElectronics Design Checklistjkengg100% (1)
- Altanova Ebook How To Test A Power TransformerDocument39 pagesAltanova Ebook How To Test A Power TransformerMustapha Aljameel100% (1)
- Installation Planning and EstimatingDocument26 pagesInstallation Planning and EstimatingNoob player Free Fire100% (2)
- HVDC Operation: Santhosh Kumar. A EngineerDocument59 pagesHVDC Operation: Santhosh Kumar. A EngineerSandeep KumarPas encore d'évaluation
- Book 4Document197 pagesBook 4fgdfgdfPas encore d'évaluation
- Solenoid Operated Directional Control Valves DG4V-3: Model CodeDocument12 pagesSolenoid Operated Directional Control Valves DG4V-3: Model CodeBidawi ZubirPas encore d'évaluation
- Lecture 1. Review of The Generator OperationDocument23 pagesLecture 1. Review of The Generator OperationSolomon NyekoPas encore d'évaluation
- LAB 1-PE-LabDocument10 pagesLAB 1-PE-LabLovely JuttPas encore d'évaluation
- Deasystem Sliding Gate Livi 900kgDocument3 pagesDeasystem Sliding Gate Livi 900kgapi-306712365Pas encore d'évaluation
- Smart Dust Technology Seminar ReportDocument28 pagesSmart Dust Technology Seminar ReportBiswajit ParidaPas encore d'évaluation
- Flip-Flop Types, Their Conversion and ApplicationsDocument7 pagesFlip-Flop Types, Their Conversion and ApplicationsGate CollegePas encore d'évaluation
- LFA 2M12ELmanualDocument12 pagesLFA 2M12ELmanualFahriyanda HilmanPas encore d'évaluation
- JASD Series AC Servo Drives Users ManualDocument130 pagesJASD Series AC Servo Drives Users ManualsamadPas encore d'évaluation
- C.T Knee Point Voltage CalculationDocument2 pagesC.T Knee Point Voltage Calculationkapil100% (2)
- Cusat Ec 4th Sem Question PaperDocument21 pagesCusat Ec 4th Sem Question PaperJinu Madhavan100% (1)
- Conserv Energy MetersDocument7 pagesConserv Energy MetersmohanPas encore d'évaluation
- Ds Prox XDCR Specs 0310Document2 pagesDs Prox XDCR Specs 0310frdnPas encore d'évaluation
- Distribution System Short Circuit AnalysisDocument6 pagesDistribution System Short Circuit Analysisshawnr7376Pas encore d'évaluation
- Warning Caution: ECM3000 Control Motor User's ManualDocument8 pagesWarning Caution: ECM3000 Control Motor User's ManualLukaszPas encore d'évaluation
- Pyqs of Electric Potential and CapacitenceDocument3 pagesPyqs of Electric Potential and Capacitencetechnicalchirag4Pas encore d'évaluation
- Medium Wave Transmitter: ECE DepartmentDocument32 pagesMedium Wave Transmitter: ECE DepartmentRATHEESH P.KPas encore d'évaluation
- Ieeeansi 571290 PDFDocument93 pagesIeeeansi 571290 PDFdharm rajPas encore d'évaluation
- BOTONERASDocument61 pagesBOTONERASRonald LupaPas encore d'évaluation
- LRW CatalogDocument36 pagesLRW CatalogSintherPas encore d'évaluation
- Module-for-AS-1-Introduction-to-Industrial-Arts ElectricalDocument32 pagesModule-for-AS-1-Introduction-to-Industrial-Arts ElectricalJay-ar Castillo Watin Jr.Pas encore d'évaluation
- Lab8 Log Antilog AmplifiersDocument3 pagesLab8 Log Antilog AmplifiersLily SharmaPas encore d'évaluation
- Printer Circuit Board RelaysDocument23 pagesPrinter Circuit Board Relaysphyo7799Pas encore d'évaluation
- Power Pack DC40 ManualDocument22 pagesPower Pack DC40 ManualBoris KalachnikovPas encore d'évaluation
- Proteus Tutorial - Light Emitting Diode (LED) and Bar Graph DisplayDocument7 pagesProteus Tutorial - Light Emitting Diode (LED) and Bar Graph DisplayGebBerhePas encore d'évaluation