Vous aimerez peut-être aussi
- Metal Cutting Theory and MechanismDocument75 pagesMetal Cutting Theory and Mechanismnishantdubey1183Pas encore d'évaluation
- Constant Cutter Load: You Will LearnDocument7 pagesConstant Cutter Load: You Will LearntsaladygaPas encore d'évaluation
- Common Machining Operations: KalpakjianDocument22 pagesCommon Machining Operations: Kalpakjianirinuca12Pas encore d'évaluation
- Turning Machine (Lathe)Document4 pagesTurning Machine (Lathe)NikPas encore d'évaluation
- Prediction of Chatter Vibration in Vertical Milling Center Using FRFDocument6 pagesPrediction of Chatter Vibration in Vertical Milling Center Using FRFInternational Journal of Innovative Science and Research Technology0% (1)
- Milling TutorialDocument76 pagesMilling TutorialGGHGHHPas encore d'évaluation
- Cutting Force of End Cutting Tool Milling MachiningDocument24 pagesCutting Force of End Cutting Tool Milling MachiningGabryel BogdanPas encore d'évaluation
- CH 5 DrillingDocument39 pagesCH 5 DrillingMANJEET KUMARPas encore d'évaluation
- Carbide GradesDocument51 pagesCarbide GradesRicardo BravoPas encore d'évaluation
- Machine Tool Vibration: Causes, Effects and ControlDocument42 pagesMachine Tool Vibration: Causes, Effects and ControlLuis NunesPas encore d'évaluation
- High Feed Milling by SECODocument48 pagesHigh Feed Milling by SECObangash1975Pas encore d'évaluation
- A Method For Predicting Chatter Stability For Systems SchmitzDocument8 pagesA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuPas encore d'évaluation
- Machine Tools: Nri Institute of TechnologyDocument57 pagesMachine Tools: Nri Institute of TechnologySavant100% (2)
- Operations in TurningDocument8 pagesOperations in Turningcanavarsanayok100% (1)
- Century Star CNC System Programming Guide For Milling Machines PDFDocument147 pagesCentury Star CNC System Programming Guide For Milling Machines PDFDiego Steven Pulido AriasPas encore d'évaluation
- Metal Cutting Technology Training ReportDocument13 pagesMetal Cutting Technology Training Reportநளின் கான்Pas encore d'évaluation
- Turning and Lathe - Guia de Estudo - 2016Document10 pagesTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasPas encore d'évaluation
- Speed and Feed For Lathe MachiningDocument6 pagesSpeed and Feed For Lathe MachiningThinesh ChanderPas encore d'évaluation
- My CNC TurningDocument7 pagesMy CNC Turningde_stanszaPas encore d'évaluation
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocument7 pagesTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupPas encore d'évaluation
- End Mill Training Website PDFDocument64 pagesEnd Mill Training Website PDFDejan Jovanovic100% (1)
- Long Chamfer Tools for Back & Front ChamferingDocument4 pagesLong Chamfer Tools for Back & Front ChamferingcljservicePas encore d'évaluation
- Primer 1 PDFDocument3 pagesPrimer 1 PDFTomislav JovanovicPas encore d'évaluation
- 26 Broaching - Principles, Systems and ApplicationsDocument16 pages26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- EML2322L-Drilling and Milling Speeds and FeedsDocument9 pagesEML2322L-Drilling and Milling Speeds and Feedsjromero_rpgPas encore d'évaluation
- Machine tools and cutting toolsDocument23 pagesMachine tools and cutting toolsMohammad Anaitullah HassanPas encore d'évaluation
- Process of Press Tool Design and Its Manufacturing For Blanking OperationDocument8 pagesProcess of Press Tool Design and Its Manufacturing For Blanking OperationamdevaPas encore d'évaluation
- Multi Axis Machining ReportDocument24 pagesMulti Axis Machining ReportFerney AlexisPas encore d'évaluation
- 11 Cad Cam CNC Programming MVVDocument37 pages11 Cad Cam CNC Programming MVVbassem smatiPas encore d'évaluation
- What Is 5 Axis CNC MachiningDocument10 pagesWhat Is 5 Axis CNC MachiningSuhail Abrol100% (1)
- Feeds and Speeds Calculator: G-Code and M-Code Reference for MillingDocument6 pagesFeeds and Speeds Calculator: G-Code and M-Code Reference for MillingShakirJaafarPas encore d'évaluation
- Turning N Milling FormulaDocument2 pagesTurning N Milling FormulaHaris SetiawanPas encore d'évaluation
- Feed Rate CalculationsDocument4 pagesFeed Rate CalculationsJesus Said Mercado VegaPas encore d'évaluation
- Mechanisms of Wear in HSS Cutting ToolsDocument31 pagesMechanisms of Wear in HSS Cutting Toolsjyoti ranjan nayak100% (2)
- CNC Grinding Program PDFDocument820 pagesCNC Grinding Program PDFnoor elizPas encore d'évaluation
- CNC Class Notes PDFDocument28 pagesCNC Class Notes PDFMaximiliano GarciaPas encore d'évaluation
- Manufacturing Technology ME-405: Unit - I BroachingDocument17 pagesManufacturing Technology ME-405: Unit - I BroachingYogesh DewangPas encore d'évaluation
- MillingDocument54 pagesMillingNelsan PatelPas encore d'évaluation
- CNC Machining ManualDocument31 pagesCNC Machining ManualRickPas encore d'évaluation
- Introduction CNC PlasmaDocument2 pagesIntroduction CNC PlasmaHaziq PazliPas encore d'évaluation
- Programming MillDocument81 pagesProgramming MillEddy ZaliePas encore d'évaluation
- CNC of Machine ToolsDocument16 pagesCNC of Machine ToolsNirmalaThangaveluPas encore d'évaluation
- MillingDocument38 pagesMillingsamurai7_77100% (2)
- EdgeCAM SimulatorDocument21 pagesEdgeCAM SimulatorDulis DulisPas encore d'évaluation
- 26 Punch Press ToolingDocument10 pages26 Punch Press ToolingAntoine LaurentPas encore d'évaluation
- METAL CUTTING TOOL DESIGN COURSEDocument3 pagesMETAL CUTTING TOOL DESIGN COURSEHemanth YadaPas encore d'évaluation
- 5-Axis Machining Module - enDocument12 pages5-Axis Machining Module - enAnte DabroPas encore d'évaluation
- CNC Technology and CNC Programming: Integrated Manufacturing SystemsDocument137 pagesCNC Technology and CNC Programming: Integrated Manufacturing SystemsDavid RodriguezPas encore d'évaluation
- CNC ProgrammingDocument20 pagesCNC ProgrammingMansingh YadavPas encore d'évaluation
- CNC Milling Machine GuideDocument18 pagesCNC Milling Machine GuideShegs Jefferson JosephPas encore d'évaluation
- Bernard Hodges (Auth.) - CNC Part Programming Workbook-Macmillan Education UK (1994)Document64 pagesBernard Hodges (Auth.) - CNC Part Programming Workbook-Macmillan Education UK (1994)hod mePas encore d'évaluation
- Insert Shape ... : R S C T DDocument11 pagesInsert Shape ... : R S C T DskidamdnevnoPas encore d'évaluation
- Fraesen eDocument172 pagesFraesen eMarin Ionut-EduardPas encore d'évaluation
- Lathe Tooling: Automated Machining Adv. MMPDocument23 pagesLathe Tooling: Automated Machining Adv. MMPShashi YadavPas encore d'évaluation
- 2nd Btech MECH 2021-22 MCMT Ses-K4 PDFDocument14 pages2nd Btech MECH 2021-22 MCMT Ses-K4 PDFGopi TPas encore d'évaluation
- Milling Tool DesignDocument18 pagesMilling Tool DesignSiddharth DubeyPas encore d'évaluation
- Class Notes ManufacturingDocument13 pagesClass Notes ManufacturingRajangam VeeruchinnanPas encore d'évaluation
- Metrology & Workshop Practice ComponentsDocument48 pagesMetrology & Workshop Practice ComponentsAliah IzzahPas encore d'évaluation
- Welcome To International Journal of Engineering Research and Development (IJERD)Document8 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDPas encore d'évaluation
- 10 NRBDocument102 pages10 NRBShanmugam BalasubramaniamPas encore d'évaluation
- Train Track and Children: SMO Customer Services Monthly TipsDocument15 pagesTrain Track and Children: SMO Customer Services Monthly TipsShanmugam BalasubramaniamPas encore d'évaluation
- 3-Point Hitch DimensionsDocument2 pages3-Point Hitch DimensionsShanmugam BalasubramaniamPas encore d'évaluation
- All You Need To Know About Mobile Phone ChipsetsDocument9 pagesAll You Need To Know About Mobile Phone ChipsetsShanmugam BalasubramaniamPas encore d'évaluation
- 21 Books Every Entrepreneur Should ReadDocument32 pages21 Books Every Entrepreneur Should ReadShanmugam BalasubramaniamPas encore d'évaluation
- TractelfDocument1 pageTractelfShanmugam BalasubramaniamPas encore d'évaluation
- Total AtfDocument7 pagesTotal AtfShanmugam BalasubramaniamPas encore d'évaluation
- General PediatricsDocument21 pagesGeneral PediatricsShanmugam Balasubramaniam100% (2)
- Respiratory SystemDocument60 pagesRespiratory SystemShanmugam BalasubramaniamPas encore d'évaluation
- Psychiatry: MedpgnotesDocument54 pagesPsychiatry: MedpgnotesShanmugam BalasubramaniamPas encore d'évaluation
- New 7 QCToolsDocument41 pagesNew 7 QCToolsMadhu MithaPas encore d'évaluation
- Chipset - Mobile Terms GlossaryDocument3 pagesChipset - Mobile Terms GlossaryShanmugam BalasubramaniamPas encore d'évaluation
- Site NO Site Facing Door Entrance Other Cost Corpus Fund TAXDocument4 pagesSite NO Site Facing Door Entrance Other Cost Corpus Fund TAXShanmugam BalasubramaniamPas encore d'évaluation
- Zerodha Stock Market PDFDocument108 pagesZerodha Stock Market PDFAnshu GauravPas encore d'évaluation
- Ever Growing CPU Core Count of Mobile ChipsetsDocument3 pagesEver Growing CPU Core Count of Mobile ChipsetsShanmugam BalasubramaniamPas encore d'évaluation
- Three Way ANOVA ExampleDocument16 pagesThree Way ANOVA ExampleShanmugam BalasubramaniamPas encore d'évaluation
- Market and TaxationDocument58 pagesMarket and TaxationDhananjay ChandraPas encore d'évaluation
- Hiten Rana 1Document3 pagesHiten Rana 1Hiten RanaPas encore d'évaluation
- Quality Planning AgreementDocument13 pagesQuality Planning AgreementShanmugam BalasubramaniamPas encore d'évaluation
- Three Way ANOVA ExampleDocument16 pagesThree Way ANOVA ExampleShanmugam BalasubramaniamPas encore d'évaluation
- Construction of X-bar and R Charts for Process AnalysisDocument3 pagesConstruction of X-bar and R Charts for Process AnalysisShanmugam BalasubramaniamPas encore d'évaluation
- Orthogonal Array For Optimization of ResourcesDocument35 pagesOrthogonal Array For Optimization of Resourcesgaminigsuresh4069Pas encore d'évaluation
- Distance Line 3 Line 3Document8 pagesDistance Line 3 Line 3Shanmugam BalasubramaniamPas encore d'évaluation
- ECRS Worksheet Ideas for Process ImprovementDocument1 pageECRS Worksheet Ideas for Process ImprovementShanmugam BalasubramaniamPas encore d'évaluation
- Ansys HFSS TutorialDocument132 pagesAnsys HFSS Tutorialsinhco1100% (3)
- Indra GanesanDocument89 pagesIndra GanesanShanmugam BalasubramaniamPas encore d'évaluation
- The Lean Agile and World Class Manufacturing CookbookDocument107 pagesThe Lean Agile and World Class Manufacturing CookbookShanmugam BalasubramaniamPas encore d'évaluation
- Anovaex SanthoshDocument4 pagesAnovaex SanthoshShanmugam BalasubramaniamPas encore d'évaluation
- Spoken Hindi Part-01 PDFDocument24 pagesSpoken Hindi Part-01 PDFSakthivel MurthyPas encore d'évaluation
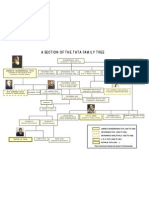
- TATA Family TreeDocument1 pageTATA Family Treemehulchauhan_9950% (2)
- Ca2 ZDocument105 pagesCa2 ZAde RachmanPas encore d'évaluation
- Pages From RCJ SpecificationsDocument1 pagePages From RCJ Specificationsarch ragabPas encore d'évaluation
- D Screenplay DialoguesDocument75 pagesD Screenplay DialoguesReza GhalibPas encore d'évaluation
- EI 6702-Logic and Distributed Control SystemDocument2 pagesEI 6702-Logic and Distributed Control SystemMnskSaro50% (2)
- Oxygen USPDocument2 pagesOxygen USPMartha Lucia Roa FonsecaPas encore d'évaluation
- 17620798684018218Document15 pages17620798684018218Mariel BacusPas encore d'évaluation
- Comp Notes 122 PDFDocument57 pagesComp Notes 122 PDFmuhammad wisalPas encore d'évaluation
- SY155WDocument4 pagesSY155WLutfi DstrPas encore d'évaluation
- Komatsu Backhoe Loaders Spec 088545 PDFDocument16 pagesKomatsu Backhoe Loaders Spec 088545 PDFJohnny WalkerPas encore d'évaluation
- Planning of Electrical NetworksDocument32 pagesPlanning of Electrical NetworksSerge RINAUDOPas encore d'évaluation
- FRP Pipe BrochureDocument8 pagesFRP Pipe BrochurecrisjhairPas encore d'évaluation
- JR CVDocument5 pagesJR CVMostafa MohmmedPas encore d'évaluation
- Design Diesel-Photovoltaic Hybrid Power PlantDocument93 pagesDesign Diesel-Photovoltaic Hybrid Power PlantDaniel Okere100% (1)
- Solid Mechanics: Amit Sir (M-Tech (STRUCTURE), BE, Diploma in Civil), 7020059691/7385990691Document9 pagesSolid Mechanics: Amit Sir (M-Tech (STRUCTURE), BE, Diploma in Civil), 7020059691/7385990691Nikita GonnadePas encore d'évaluation
- Acoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfilesDocument10 pagesAcoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfileslarryPas encore d'évaluation
- LDM CuNi7Zn39Pb3Mn2 MSDSDocument4 pagesLDM CuNi7Zn39Pb3Mn2 MSDSmp87_ingPas encore d'évaluation
- Nais Control 1131 FP0FP1FPM Instruction SetDocument613 pagesNais Control 1131 FP0FP1FPM Instruction SettlilinouraPas encore d'évaluation
- 7 Tds Unioleo Fa c0818h f0818 01 - tcm1359 493815 - enDocument2 pages7 Tds Unioleo Fa c0818h f0818 01 - tcm1359 493815 - enSuryaPas encore d'évaluation
- PackagesDocument2 pagesPackagesSteven MirandaPas encore d'évaluation
- HypergraphDB: A Graph-Oriented DatabaseDocument20 pagesHypergraphDB: A Graph-Oriented DatabaseandresPas encore d'évaluation
- TOR Admin Assistant SC - 4Document1 pageTOR Admin Assistant SC - 4newarakanPas encore d'évaluation
- CFM 56 NeuDocument1 pageCFM 56 Neunatan anandaPas encore d'évaluation
- MiPs View ManualDocument53 pagesMiPs View ManualClOudyo VirgílioPas encore d'évaluation
- 2D Vs 3D ReviewDocument7 pages2D Vs 3D ReviewBhasker RamagiriPas encore d'évaluation
- Catalogo General KOBA 1000 - e - 2012revDocument21 pagesCatalogo General KOBA 1000 - e - 2012revTECNIMETALPas encore d'évaluation
- Design-Rcc Over Head TankDocument82 pagesDesign-Rcc Over Head Tankjay_p_shah60% (5)
- Satellite 2755dvdDocument2 pagesSatellite 2755dvdeduinnPas encore d'évaluation
- Journallistofscopus PDFDocument630 pagesJournallistofscopus PDFSatyanarayana RentalaPas encore d'évaluation
- Revue Des Études Juives. 1880. Volumes 71-73.Document706 pagesRevue Des Études Juives. 1880. Volumes 71-73.Patrologia Latina, Graeca et OrientalisPas encore d'évaluation
- Astm c243 Withdrawn.31346Document4 pagesAstm c243 Withdrawn.31346SilvioCarrilloPas encore d'évaluation