Vous aimerez peut-être aussi
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationD'EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosPas encore d'évaluation
- Autothermal Reforming Syngas 2010 PaperDocument20 pagesAutothermal Reforming Syngas 2010 PaperAkmal_Fuadi100% (1)
- Ammonia Process For FutureDocument5 pagesAmmonia Process For FutureSARFRAZ ALIPas encore d'évaluation
- Ammonia ProductionDocument28 pagesAmmonia ProductionMuhammad Ali HashmiPas encore d'évaluation
- Water Hammer in Condensate LinesDocument5 pagesWater Hammer in Condensate LinesAatish ChandrawarPas encore d'évaluation
- Methanol DistillationDocument6 pagesMethanol DistillationNaseeb AliPas encore d'évaluation
- Aspen Vs HYSYSDocument8 pagesAspen Vs HYSYSdanyjwPas encore d'évaluation
- Reformer Technology For HydrogenDocument6 pagesReformer Technology For Hydrogensaleh4060Pas encore d'évaluation
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787Pas encore d'évaluation
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoPas encore d'évaluation
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratPas encore d'évaluation
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesPas encore d'évaluation
- Synthesis Gas Production 4Document34 pagesSynthesis Gas Production 4Aravind KumarPas encore d'évaluation
- HTCR Vs HTERDocument7 pagesHTCR Vs HTERlaquetengoPas encore d'évaluation
- Methanol Catalyst Poisons - A Literature Study (CCS)Document19 pagesMethanol Catalyst Poisons - A Literature Study (CCS)ahsan888Pas encore d'évaluation
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarPas encore d'évaluation
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarPas encore d'évaluation
- Ammonia Energy 2520 BalanceDocument7 pagesAmmonia Energy 2520 Balanceapi-3714811Pas encore d'évaluation
- The Star Process by Uhde: Industrial SolutionsDocument24 pagesThe Star Process by Uhde: Industrial SolutionsAjaykumarPas encore d'évaluation
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDocument12 pagesSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486Pas encore d'évaluation
- Haldor Topsoe Hter First ExperiencesDocument8 pagesHaldor Topsoe Hter First ExperiencesGeorge Van BommelPas encore d'évaluation
- Removal of CO2 From A Hydrogen PlantDocument152 pagesRemoval of CO2 From A Hydrogen PlantRoberticoZeaPas encore d'évaluation
- Ammonia Converter DesignnnDocument4 pagesAmmonia Converter DesignnnHumaira NoorPas encore d'évaluation
- Desulfurization of Natural Gas LiquidsDocument21 pagesDesulfurization of Natural Gas LiquidsZoran ČeralinacPas encore d'évaluation
- Kres KBRDocument33 pagesKres KBRrenitadyahPas encore d'évaluation
- FULLTEXT01Document210 pagesFULLTEXT01Mohamed TarekPas encore d'évaluation
- DMEDocument7 pagesDMEc_vivi92Pas encore d'évaluation
- Kinetics of MethanationDocument12 pagesKinetics of MethanationGabriela Campos DávilaPas encore d'évaluation
- 6 MarchDocument51 pages6 MarchmaritsyaditaaPas encore d'évaluation
- Methanol To GasolineDocument9 pagesMethanol To GasolinehhvgPas encore d'évaluation
- Hydrogen From Refinery Off GasDocument3 pagesHydrogen From Refinery Off Gaskulaspiro100% (1)
- Ammonia Plant Capacity Increase PaperDocument14 pagesAmmonia Plant Capacity Increase Paperhamidrezaee008Pas encore d'évaluation
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rPas encore d'évaluation
- Low Energy Consumption Ammonia Production 2011 Paper PDFDocument14 pagesLow Energy Consumption Ammonia Production 2011 Paper PDFKailash NarainPas encore d'évaluation
- Ammonia and Urea Production PDFDocument10 pagesAmmonia and Urea Production PDFئارام ناصح محمد حسێنPas encore d'évaluation
- Autothermal Reforming For Efficient and Versatile Syngas ProductionDocument17 pagesAutothermal Reforming For Efficient and Versatile Syngas ProductionAlan Flores RamirezPas encore d'évaluation
- ATR Haldor TopsoeDocument12 pagesATR Haldor Topsoepraveenk_13100% (1)
- Air Liquide Syngas ProcessDocument1 pageAir Liquide Syngas ProcessAntonio MendesPas encore d'évaluation
- Selexol Vs RectisolDocument3 pagesSelexol Vs RectisolRaguPas encore d'évaluation
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDocument10 pages100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootPas encore d'évaluation
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloPas encore d'évaluation
- Ammonia PDFDocument49 pagesAmmonia PDFmfruge7Pas encore d'évaluation
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraPas encore d'évaluation
- Ammonia and UreaDocument33 pagesAmmonia and UreaPRAJWAL RASTOGIPas encore d'évaluation
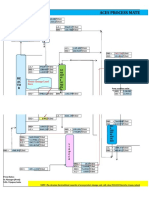
- Aces Process Material Balance: RE AC TO RDocument4 pagesAces Process Material Balance: RE AC TO Rwaheed ahmadPas encore d'évaluation
- AmmoniaDocument24 pagesAmmoniaCamilo GarzonPas encore d'évaluation
- Process Simulation of Ammonia PlantDocument9 pagesProcess Simulation of Ammonia Planthamidrezaee008Pas encore d'évaluation
- New SynCOR Ammonia™ ProcessDocument12 pagesNew SynCOR Ammonia™ Processrukam18Pas encore d'évaluation
- Uhde Brochure Ammonia SCR PDFDocument28 pagesUhde Brochure Ammonia SCR PDFBaher ElsheikhPas encore d'évaluation
- Optimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockDocument18 pagesOptimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockainmnrhPas encore d'évaluation
- 4000 MTPD Ammonia Plant PaperDocument8 pages4000 MTPD Ammonia Plant PaperJose DenizPas encore d'évaluation
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocument13 pagesCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rPas encore d'évaluation
- Low Quality Natural Gas Sulfur Removal and Recovery CNG Claus Sulfur Recovery Process Pilot Plant Test ProgramDocument32 pagesLow Quality Natural Gas Sulfur Removal and Recovery CNG Claus Sulfur Recovery Process Pilot Plant Test ProgramCHARAN AjmeeraPas encore d'évaluation
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairPas encore d'évaluation
- Report 2005-9 OxycombustionDocument212 pagesReport 2005-9 OxycombustionFlavio ALVAREZPas encore d'évaluation
- Yg Mau DitranslateDocument13 pagesYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018Pas encore d'évaluation
- A Novel Route For Converting Aromatics Into Hydrogen Via Steam ReformingDocument8 pagesA Novel Route For Converting Aromatics Into Hydrogen Via Steam ReformingMarcelo Varejão CasarinPas encore d'évaluation
- Hydrogen Gas Production by Partial OxidaDocument69 pagesHydrogen Gas Production by Partial OxidaChinwuba Samuel EbukaPas encore d'évaluation
- Rspa 1946 0023Document17 pagesRspa 1946 0023Nitin HansaliaPas encore d'évaluation
- Determination of Acid Value: Chemical Engineering DepartmentDocument3 pagesDetermination of Acid Value: Chemical Engineering DepartmentNitin HansaliaPas encore d'évaluation
- Identification of PolymersDocument5 pagesIdentification of PolymersNitin HansaliaPas encore d'évaluation
- OxalateDocument5 pagesOxalateNitin HansaliaPas encore d'évaluation
- UREADocument5 pagesUREANitin HansaliaPas encore d'évaluation
- Jaw Crusher OkDocument5 pagesJaw Crusher OkNitin HansaliaPas encore d'évaluation
- Styrene BulkPolymerizationDocument2 pagesStyrene BulkPolymerizationNitin HansaliaPas encore d'évaluation
- CV Piping EngineerDocument3 pagesCV Piping EngineerHamza BounezraPas encore d'évaluation
- Chapter 9-10 (PPE) Reinzo GallegoDocument48 pagesChapter 9-10 (PPE) Reinzo GallegoReinzo GallegoPas encore d'évaluation
- A New Scheme For Ammonia and Fertilizer GenerationDocument14 pagesA New Scheme For Ammonia and Fertilizer GenerationChiaoPas encore d'évaluation
- Ureauv: 5 X 100/5 X 29 ML 12011025Document1 pageUreauv: 5 X 100/5 X 29 ML 12011025Ajish joPas encore d'évaluation
- Qagd - en 3 0 PDFDocument22 pagesQagd - en 3 0 PDFAnonymous 1XHScfCIPas encore d'évaluation
- VS TL - Urine - L2 28565 2112 2Document24 pagesVS TL - Urine - L2 28565 2112 2mnemonicsPas encore d'évaluation
- Preparation of Chromatography Spray ReagentsDocument17 pagesPreparation of Chromatography Spray Reagentshosseini_9864Pas encore d'évaluation
- Specifications of UREA 46 GRANULADODocument2 pagesSpecifications of UREA 46 GRANULADOMartí Vilà VallsPas encore d'évaluation
- Urea DryerDocument2 pagesUrea Dryerarses20026695Pas encore d'évaluation
- SL Paper2Document48 pagesSL Paper2Rahil JadhaniPas encore d'évaluation
- Chemistry Folio Manufacture Substance in IndustryDocument23 pagesChemistry Folio Manufacture Substance in Industryseela gunalanPas encore d'évaluation
- Arsi University College of Health Sciences Department of MedicineDocument127 pagesArsi University College of Health Sciences Department of MedicineWorku KiflePas encore d'évaluation
- Chapter 18 Test Bank - BiochemDocument11 pagesChapter 18 Test Bank - BiochemRebecca Dias100% (3)
- Effect of Urea On Plants GrowthDocument21 pagesEffect of Urea On Plants Growthtamal mondalPas encore d'évaluation
- Anodo - ElectroquímicaDocument8 pagesAnodo - ElectroquímicaWade HarrisPas encore d'évaluation
- Uropathy: Be Your Own Doctor and Keep FitDocument18 pagesUropathy: Be Your Own Doctor and Keep FitMoto Spare100% (1)
- 3Document8 pages3sriram bharathPas encore d'évaluation
- 8758 719 Process For Converting FGD Gypsum To Ammonium SulfateDocument43 pages8758 719 Process For Converting FGD Gypsum To Ammonium SulfateGalang Hanif AbdulahPas encore d'évaluation
- HNO Production Plant: Properties of NITRIC ACID Consumption PatternDocument10 pagesHNO Production Plant: Properties of NITRIC ACID Consumption PatternsukhmaniPas encore d'évaluation
- UAN UhdeDocument5 pagesUAN UhdeGeorge Van BommelPas encore d'évaluation
- Zambia Small Scale Irrigation Project Propject Completion ReportDocument28 pagesZambia Small Scale Irrigation Project Propject Completion ReportengkjPas encore d'évaluation
- CT10382Document4 pagesCT10382Nguyễn HuynhPas encore d'évaluation
- FFBL TEST QueryDocument11 pagesFFBL TEST QueryABUBAKARPas encore d'évaluation
- Sawdust Ash and Urea Effect On Soil and Plant Nutrient Content and Yield of TomatoDocument6 pagesSawdust Ash and Urea Effect On Soil and Plant Nutrient Content and Yield of TomatoAira PayadPas encore d'évaluation
- Agritech LTD Internship ReportDocument52 pagesAgritech LTD Internship ReportEngnrXaifQureshi50% (2)
- Chemical Technology Notes by Pandey SirDocument40 pagesChemical Technology Notes by Pandey Sirengenius info100% (1)
- Manufacture of UreaDocument86 pagesManufacture of UreamohamedPas encore d'évaluation
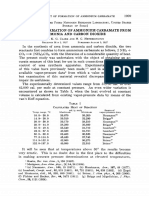
- Heat of Formation of Ammonium CarbamateDocument7 pagesHeat of Formation of Ammonium CarbamateNegruskoPas encore d'évaluation
- 6 Giroto2020Document9 pages6 Giroto2020Esperanza SalazarPas encore d'évaluation
- Investigation of Inhibitive Action of Urea-Zn2 SysDocument14 pagesInvestigation of Inhibitive Action of Urea-Zn2 SysDouglas SantosPas encore d'évaluation