Vous aimerez peut-être aussi
- Hydrostatic Pressure Testing of Plastic Piping SystemsDocument12 pagesHydrostatic Pressure Testing of Plastic Piping SystemsezzataPas encore d'évaluation
- HDPE FittingsApril2012Document110 pagesHDPE FittingsApril2012Carlos GutierrezPas encore d'évaluation
- Ductile Iron PipesDocument8 pagesDuctile Iron Pipesᕨᖆᕢᘙᖱ ᒸᕢᖽᐸᓎPas encore d'évaluation
- Finding The Difficult' Leaks: Mfarley@alvescot - Demon.co - UkDocument4 pagesFinding The Difficult' Leaks: Mfarley@alvescot - Demon.co - UkYoussefPas encore d'évaluation
- Hyundai Pipe CatalogueDocument36 pagesHyundai Pipe Cataloguefelram100% (2)
- Pipeline Acronyms and Classifications GuidelineDocument12 pagesPipeline Acronyms and Classifications GuidelinelsaishankarPas encore d'évaluation
- SleeveDocument16 pagesSleeveengsamerhozinPas encore d'évaluation
- Pressure Rating PDFDocument4 pagesPressure Rating PDFMohamed AdelPas encore d'évaluation
- CPVC Manual PDFDocument92 pagesCPVC Manual PDFarsssyPas encore d'évaluation
- 760C Tapping MachineDocument6 pages760C Tapping MachineTunjung Wicaksana RanukusumaPas encore d'évaluation
- Ball Valve: Zhejiangbeiercontrol Valveco.,LtdDocument16 pagesBall Valve: Zhejiangbeiercontrol Valveco.,LtdSandipan GhoshPas encore d'évaluation
- Flanges Research Maart 2011Document62 pagesFlanges Research Maart 2011lauro330Pas encore d'évaluation
- AV GasketsDocument2 pagesAV GasketsAliPas encore d'évaluation
- Orifice Flange Guide - Daniel FlowDocument45 pagesOrifice Flange Guide - Daniel FlowSammyPas encore d'évaluation
- L&T Double Block and Bleed Plug ValvesDocument12 pagesL&T Double Block and Bleed Plug Valvesvijay10484Pas encore d'évaluation
- Onshore: Piping Specification IndexDocument4 pagesOnshore: Piping Specification IndexHoa Bồ Công AnhPas encore d'évaluation
- Orifice FlangesDocument4 pagesOrifice FlangesdediekosPas encore d'évaluation
- Hepworth ProfileDocument19 pagesHepworth Profilediljamchris100% (1)
- Technical Query Register - PC KETAPANG II LTD JDA2 UpdateDocument7 pagesTechnical Query Register - PC KETAPANG II LTD JDA2 Updatezigwied SirPas encore d'évaluation
- Eadips Manual Engl PDFDocument390 pagesEadips Manual Engl PDFbkarabasevicPas encore d'évaluation
- Spectacle Blind FlangeDocument3 pagesSpectacle Blind Flangemaniastur365Pas encore d'évaluation
- Punch List Gas MeteringDocument4 pagesPunch List Gas MeteringJamal BakhtPas encore d'évaluation
- Blazemaster CPVC Pipe: Technical FeaturesDocument23 pagesBlazemaster CPVC Pipe: Technical FeatureskhalloudeePas encore d'évaluation
- Hydrotest Blind PDFDocument9 pagesHydrotest Blind PDFManu Jojo100% (1)
- Final Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Document95 pagesFinal Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Unni CyriacPas encore d'évaluation
- FRP Piping SystemDocument15 pagesFRP Piping Systemindia100% (1)
- Hobas FTBDocument78 pagesHobas FTBdarkroomzc100% (1)
- Double Block and Bleed Valves - Instrumentation - Oliver ValvesDocument4 pagesDouble Block and Bleed Valves - Instrumentation - Oliver ValvesKehinde AdebayoPas encore d'évaluation
- T&A Flange Insulation Kits PDFDocument4 pagesT&A Flange Insulation Kits PDFJuan CarlosPas encore d'évaluation
- Important Butt FusionDocument22 pagesImportant Butt Fusionvipul anandPas encore d'évaluation
- Support TrunionsDocument4 pagesSupport TrunionsThiruThirunavukkarasuPas encore d'évaluation
- Opvc PipesDocument28 pagesOpvc PipesM.Sreeram SanjayPas encore d'évaluation
- GRE FRP Analysis 1Document2 pagesGRE FRP Analysis 1Bhavesh ShuklaPas encore d'évaluation
- Hot Tapping Procedure Into Existing PLEMDocument1 pageHot Tapping Procedure Into Existing PLEMBalanPas encore d'évaluation
- 029 Hot Tap Procedure 0011Document5 pages029 Hot Tap Procedure 0011Fadlul Akbar HerfiantoPas encore d'évaluation
- Hdpe Pipe Butt Welding ProceduresDocument7 pagesHdpe Pipe Butt Welding ProceduresRodrigo CarizPas encore d'évaluation
- Indicative Inspection & Test Plan : Project: - Iocl PanipatDocument2 pagesIndicative Inspection & Test Plan : Project: - Iocl PanipatAshish DhokPas encore d'évaluation
- 7hfkqlfdouhsruw Dvnhwvirusro/Hwk/Ohqh3 (SLSHFRQQHFWLRQV: A Technical Paper Presented by James Walker Australia Pty LTDDocument16 pages7hfkqlfdouhsruw Dvnhwvirusro/Hwk/Ohqh3 (SLSHFRQQHFWLRQV: A Technical Paper Presented by James Walker Australia Pty LTDthmaraishriPas encore d'évaluation
- Installation Procedure For Gre PipeDocument14 pagesInstallation Procedure For Gre PipeNithin Mathai100% (1)
- Ansi Valve Leakage Standards Gemco ValveDocument1 pageAnsi Valve Leakage Standards Gemco ValvenithyaPas encore d'évaluation
- Floating Ball ValvesDocument16 pagesFloating Ball ValvesGovundan Guru0% (1)
- Tn-38 Bolt Torque Flanged JointsDocument37 pagesTn-38 Bolt Torque Flanged Jointshufuents-1Pas encore d'évaluation
- Mersen Process Technologies ProviderDocument6 pagesMersen Process Technologies ProviderIbhar Santos MumentheyPas encore d'évaluation
- Astm F2561-16Document4 pagesAstm F2561-16hugoPas encore d'évaluation
- Butterfly Valve Operation Manual PDFDocument16 pagesButterfly Valve Operation Manual PDFLuis GonzalezPas encore d'évaluation
- PD 8010-2 Presentation April 2005 NewDocument40 pagesPD 8010-2 Presentation April 2005 NewayoungaPas encore d'évaluation
- Volksbolts Additional Options Stainless S Visit Our Home About Technical & FAQ How To Buy & Contact Terms & Conditions of Sale LinksDocument12 pagesVolksbolts Additional Options Stainless S Visit Our Home About Technical & FAQ How To Buy & Contact Terms & Conditions of Sale LinksAllan EscobarPas encore d'évaluation
- SLR Strainer Data Sheet PDFDocument7 pagesSLR Strainer Data Sheet PDFKailas NimbalkarPas encore d'évaluation
- Hydro Static Universal Field Test ProcedureDocument16 pagesHydro Static Universal Field Test ProcedureHarvey Svetlik100% (1)
- Hdpe SpecDocument34 pagesHdpe SpecjimmylmpPas encore d'évaluation
- Unpublished Asme B31.8 Interpretations To Be Published Within The Next EditionDocument7 pagesUnpublished Asme B31.8 Interpretations To Be Published Within The Next EditionMuhammad Zeeshan Wasi0% (1)
- Pipe GuideDocument231 pagesPipe GuidegeorgD2010100% (1)
- 6.1 Data Sheet For Pipeline Ball ValveDocument3 pages6.1 Data Sheet For Pipeline Ball ValveDeepak PalPas encore d'évaluation
- Method of Statement For Installation of Domestic Hot & Cold Water Supply Cop PDFDocument4 pagesMethod of Statement For Installation of Domestic Hot & Cold Water Supply Cop PDFCool SharyPas encore d'évaluation
- Inspection of The SystemsDocument12 pagesInspection of The SystemsTulen CabuldinPas encore d'évaluation
- Gas SupplyDocument8 pagesGas SupplySylvia MasakiPas encore d'évaluation
- Jointing Instructions Dec 20123Document2 pagesJointing Instructions Dec 20123Gabi CristachePas encore d'évaluation
- EQUIPMENT - Testing ProceduresDocument7 pagesEQUIPMENT - Testing ProceduresGon FloPas encore d'évaluation
- Gewater Corrosion Test CouponDocument3 pagesGewater Corrosion Test CoupontuzlucayirPas encore d'évaluation
- Notification: Petroleum and Natural Gas Regulatory BoardDocument9 pagesNotification: Petroleum and Natural Gas Regulatory BoardGaapchuPas encore d'évaluation
- STD 184 PDFDocument27 pagesSTD 184 PDFGaapchuPas encore d'évaluation
- SSPC CS 36Document5 pagesSSPC CS 36Gaapchu0% (1)
- SSPC CS 29 PDFDocument5 pagesSSPC CS 29 PDFGaapchu100% (1)
- Crane Code of PracticeDocument67 pagesCrane Code of PracticeGaapchuPas encore d'évaluation
- Project We Like: Bhanu Pratap Singh ADMISSION NO.-HPGD/AP19/0788. Batch - April 2019Document57 pagesProject We Like: Bhanu Pratap Singh ADMISSION NO.-HPGD/AP19/0788. Batch - April 2019Gaapchu100% (1)
- Guidelines For Implementation of The Inspection, Measuring and Test Equipment Requirements in Reference To The Iso 9000:2000 Series StandardsDocument11 pagesGuidelines For Implementation of The Inspection, Measuring and Test Equipment Requirements in Reference To The Iso 9000:2000 Series StandardsGaapchuPas encore d'évaluation
- RT InterpretationDocument10 pagesRT InterpretationoomoomPas encore d'évaluation
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuPas encore d'évaluation
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Calibration: World Centre For Materials Joining TechnologyDocument36 pagesTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Calibration: World Centre For Materials Joining TechnologyGaapchuPas encore d'évaluation
- HVAC - Duct ConstructionDocument75 pagesHVAC - Duct ConstructionGaapchu100% (2)
- A Prior To Erection (Rotating Equipments) : 2 Calibration of Testing / Checking EquipmentsDocument4 pagesA Prior To Erection (Rotating Equipments) : 2 Calibration of Testing / Checking EquipmentsGaapchu100% (2)
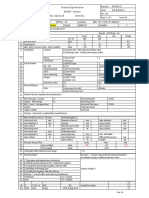
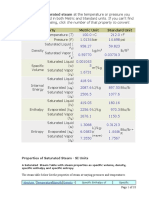
- Property Metric Unit Standard Unit: Properties of Saturated Steam - SI UnitsDocument18 pagesProperty Metric Unit Standard Unit: Properties of Saturated Steam - SI UnitsGaapchuPas encore d'évaluation
- Boiler & Pressure Vessel Safety: To Provide Guidance For The Safe Operation and Maintenance of Pressure VesselsDocument11 pagesBoiler & Pressure Vessel Safety: To Provide Guidance For The Safe Operation and Maintenance of Pressure VesselsGaapchu100% (2)
- Sec I PT PebDocument5 pagesSec I PT PebCarlos VanzanPas encore d'évaluation
- Asme Sec Viii Div 1 Vs Asme Viii Div 2Document3 pagesAsme Sec Viii Div 1 Vs Asme Viii Div 2Jignesh ShahPas encore d'évaluation
- PR139390 - RFP Technical Questionnaire - 20191222Document5 pagesPR139390 - RFP Technical Questionnaire - 20191222sudeesh kumar100% (1)
- Compress CalculationDocument106 pagesCompress CalculationKrupal Patel100% (1)
- QM 07 - QM 08 - Valves and Fittings QuestionsDocument3 pagesQM 07 - QM 08 - Valves and Fittings Questionsmohamed elmasryPas encore d'évaluation
- Testing & Commissioning of Fire Fighting SystemDocument25 pagesTesting & Commissioning of Fire Fighting SystemAnandu Ashokan100% (1)
- Pip Vessm001 Specification For Small Pressure Vessels and Heat Exchangers With Limited Design ConditionsDocument12 pagesPip Vessm001 Specification For Small Pressure Vessels and Heat Exchangers With Limited Design ConditionsAmit SharmaPas encore d'évaluation
- Hydrostatic Test Procedure For Ug Non-Metallic Piping SystemDocument16 pagesHydrostatic Test Procedure For Ug Non-Metallic Piping SystemabrayalamPas encore d'évaluation
- A134 PDFDocument4 pagesA134 PDFJarbas MoraesPas encore d'évaluation
- Fabrication Requirements of Pressure Vessel Coils and JumpovDocument7 pagesFabrication Requirements of Pressure Vessel Coils and JumpovAleem QureshiPas encore d'évaluation
- Hydrant Shell Tank Calculation Dia.5.82mDocument20 pagesHydrant Shell Tank Calculation Dia.5.82mmozpcreationPas encore d'évaluation
- DOSH MalaysiaDocument110 pagesDOSH MalaysiaABHISHEK DOLLEPas encore d'évaluation
- 5903f - Inert Gas GeneratorDocument18 pages5903f - Inert Gas GeneratorAvinash PatilPas encore d'évaluation
- Astm F1173 PDFDocument15 pagesAstm F1173 PDFRunchis DunchisPas encore d'évaluation
- Sec 00 - GeneralDocument22 pagesSec 00 - GeneraleujualPas encore d'évaluation
- Mustang PDFDocument159 pagesMustang PDFermusatPas encore d'évaluation
- API 510 - Course NotesDocument157 pagesAPI 510 - Course NotesSiraj KhanPas encore d'évaluation
- A134 PDFDocument4 pagesA134 PDFaji surya 88Pas encore d'évaluation
- MSS SP-69 Pipe Hangers and Supports - Selection and ApplicatDocument18 pagesMSS SP-69 Pipe Hangers and Supports - Selection and Applicatkaiyoom100% (2)
- 2022Document17 pages2022mahdi_g100% (1)
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDocument17 pagesKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadPas encore d'évaluation
- Company BrochureDocument21 pagesCompany BrochureRajendra MohantyPas encore d'évaluation
- Stress Analysis of Pump PipingDocument142 pagesStress Analysis of Pump Pipingmakeencv100% (3)
- CV - Piping & PipelineDocument2 pagesCV - Piping & PipelineEs KnPas encore d'évaluation
- Impact Test Exemptions PEDDocument7 pagesImpact Test Exemptions PEDoberaiPas encore d'évaluation
- Safety Standard For Rigsoperations 201Document45 pagesSafety Standard For Rigsoperations 201Adel ALkhaligyPas encore d'évaluation
- International Standards For Tubing - PetroWiki PDFDocument6 pagesInternational Standards For Tubing - PetroWiki PDFLuis David Concha CastilloPas encore d'évaluation
- En 13445-5 - 2002 - 2007 PDFDocument12 pagesEn 13445-5 - 2002 - 2007 PDFrcpretoriusPas encore d'évaluation
- Ansi B31.8 PDFDocument185 pagesAnsi B31.8 PDFAndres Antonio Moreno Castro100% (1)
- For Approval: Bac Mien Trung Consultancy Investment Construction and Trading Joint Stock CompanyDocument11 pagesFor Approval: Bac Mien Trung Consultancy Investment Construction and Trading Joint Stock CompanyBui Van DiepPas encore d'évaluation
- Laws of UX: Using Psychology to Design Better Products & ServicesD'EverandLaws of UX: Using Psychology to Design Better Products & ServicesÉvaluation : 5 sur 5 étoiles5/5 (9)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneD'EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsD'EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsPas encore d'évaluation
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessD'EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessPas encore d'évaluation
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableD'EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginablePas encore d'évaluation
- 507 Mechanical Movements: Mechanisms and DevicesD'Everand507 Mechanical Movements: Mechanisms and DevicesÉvaluation : 4 sur 5 étoiles4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsD'EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsPas encore d'évaluation
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionD'EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionPas encore d'évaluation
- A Baker's Dozen: Real Analog Solutions for Digital DesignersD'EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersÉvaluation : 4 sur 5 étoiles4/5 (1)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsD'EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsÉvaluation : 4 sur 5 étoiles4/5 (5)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceD'EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceÉvaluation : 4 sur 5 étoiles4/5 (19)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingD'EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingÉvaluation : 5 sur 5 étoiles5/5 (1)