Vous aimerez peut-être aussi
- 3) Air Ingress in A BoilerDocument48 pages3) Air Ingress in A Boilerpalamwaranil100% (2)
- BOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESDocument9 pagesBOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESpriyajit sahooPas encore d'évaluation
- Boiler Penthouse Ash AccumulationDocument2 pagesBoiler Penthouse Ash AccumulationKamal ArabPas encore d'évaluation
- Visit To PenthouseDocument12 pagesVisit To PenthouseTiu TonPas encore d'évaluation
- Boiler Performance Audit Report by K.K.parthiban at A Tyre PlantDocument35 pagesBoiler Performance Audit Report by K.K.parthiban at A Tyre Plantparthi2006576850% (2)
- Boiler Settings, Combustion Systems, and Auxiliary EquipmentDocument115 pagesBoiler Settings, Combustion Systems, and Auxiliary Equipmentscrane@Pas encore d'évaluation
- Problem in BoilerDocument8 pagesProblem in Boileraadarsh kumarPas encore d'évaluation
- Superheaters: Reason For Superheating SteamDocument7 pagesSuperheaters: Reason For Superheating SteamMeghanath AdkonkarPas encore d'évaluation
- Easy Way To Improve Steam Boiler EfficiencyDocument4 pagesEasy Way To Improve Steam Boiler EfficiencyidigitiPas encore d'évaluation
- A Working Guide To Process Equipments Upto 22062016Document37 pagesA Working Guide To Process Equipments Upto 22062016DPKRSTGIPas encore d'évaluation
- Boiler Furnace PDFDocument8 pagesBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Pas encore d'évaluation
- Everything about superheatersDocument6 pagesEverything about superheatersHari HaranPas encore d'évaluation
- Part 4 in Situ CombustionDocument33 pagesPart 4 in Situ CombustionFlorian Ananias ByarugabaPas encore d'évaluation
- Air Heaters ChokingDocument2 pagesAir Heaters Chokingsirsa11100% (1)
- Efficient Furnace Operation1Document7 pagesEfficient Furnace Operation1patrik710Pas encore d'évaluation
- Six common causes of boiler slagging and foulingDocument9 pagesSix common causes of boiler slagging and foulingAshiqPas encore d'évaluation
- Why HT Water Temp Should Be Between 75 - 90 Deg. C (Or) Why Preheating of Engine Required?Document14 pagesWhy HT Water Temp Should Be Between 75 - 90 Deg. C (Or) Why Preheating of Engine Required?Ganapathi SankarPas encore d'évaluation
- BoilersDocument67 pagesBoilerssahilchemPas encore d'évaluation
- Vacuum Making1Document2 pagesVacuum Making1AnkurVermaPas encore d'évaluation
- A Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanDocument30 pagesA Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanparthi20065768100% (2)
- In-Situ CombustionDocument11 pagesIn-Situ CombustionKunal NewalkarPas encore d'évaluation
- Physical Study of A Steam Generating UnitDocument13 pagesPhysical Study of A Steam Generating Unitashier dave calulot80% (5)
- Boiler Case StudyDocument17 pagesBoiler Case StudyAbu FaizPas encore d'évaluation
- Furnace OperationsDocument53 pagesFurnace OperationsRana Shahid Raza100% (1)
- Steam Generation & Heat Transfer in Boilers ExplainedDocument82 pagesSteam Generation & Heat Transfer in Boilers ExplainedEng-Musab Mohammed Alhafiz MahilPas encore d'évaluation
- Furnace Flooding, 011107Document11 pagesFurnace Flooding, 011107Arief HidayatPas encore d'évaluation
- Case studies on preventing boiler tube erosionDocument13 pagesCase studies on preventing boiler tube erosionpankajbtc007100% (1)
- An Introduction To Fouling in Fired HeatersDocument4 pagesAn Introduction To Fouling in Fired HeatersCenk EngurPas encore d'évaluation
- Preservation of BoilersDocument4 pagesPreservation of BoilersRajapandian Balan75% (4)
- Replacing A Steam Boiler - ES MagazineDocument10 pagesReplacing A Steam Boiler - ES MagazineBorkoBGPas encore d'évaluation
- Types of BoilersDocument5 pagesTypes of Boilersmuhammad aliPas encore d'évaluation
- Factors That Affect CFBC Panel Erosion by K.K.Parthiban PDFDocument34 pagesFactors That Affect CFBC Panel Erosion by K.K.Parthiban PDFparthi20065768100% (1)
- Factors That Affect CFBC Panel Erosion by K.K.parthibanDocument34 pagesFactors That Affect CFBC Panel Erosion by K.K.parthibanparthi20065768100% (2)
- Commissioning, start up, shut down, operation & control of furnacesDocument54 pagesCommissioning, start up, shut down, operation & control of furnacesmujeebmehar100% (1)
- Furnace or Fired Heater 3Document13 pagesFurnace or Fired Heater 3Nia Syafiqq100% (1)
- 1 212 Air PreheaterDocument5 pages1 212 Air Preheaterhanafy_arnandaPas encore d'évaluation
- Case Study On Operational Inspection of A Fluidised Bed Combustion BoilerDocument31 pagesCase Study On Operational Inspection of A Fluidised Bed Combustion Boilerparthi20065768Pas encore d'évaluation
- Operation and Process: Starting A BoilerDocument3 pagesOperation and Process: Starting A BoilerJoanna MariePas encore d'évaluation
- Super HeaterDocument5 pagesSuper HeaterSurya VankayalaPas encore d'évaluation
- Power Plant FamiliarizationDocument74 pagesPower Plant Familiarizationashish2086Pas encore d'évaluation
- Condensate & UtilisationDocument3 pagesCondensate & Utilisationmohamed faragPas encore d'évaluation
- Materials: Pressure Vessel Steel Wrought Iron Stainless Steel Live Steam Copper Brass Fireboxes Steam LocomotivesDocument10 pagesMaterials: Pressure Vessel Steel Wrought Iron Stainless Steel Live Steam Copper Brass Fireboxes Steam LocomotivesVelampalli AshokPas encore d'évaluation
- Vital info for safe boiler operationDocument3 pagesVital info for safe boiler operationHarish SanjeeviPas encore d'évaluation
- Inspection On EconomiserDocument2 pagesInspection On Economiserkrishna0% (1)
- Boiler MaintenanceDocument77 pagesBoiler Maintenancekeerthi dayarathna0% (1)
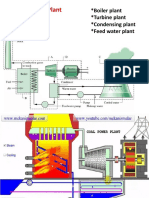
- BME Power PlantDocument17 pagesBME Power PlantHimanshu KhadatkarPas encore d'évaluation
- BoilerDocument11 pagesBoilerzyrusgaming11Pas encore d'évaluation
- BF StovesDocument11 pagesBF StovesSuresh BabuPas encore d'évaluation
- Thermal LabDocument38 pagesThermal LabKRRISH MAHESHWARIPas encore d'évaluation
- Explosion Occurance in CFBC Boiler and Necessary OperationsDocument6 pagesExplosion Occurance in CFBC Boiler and Necessary OperationsAnudeep ChittluriPas encore d'évaluation
- Boe MCQDocument13 pagesBoe MCQSyam Prasad100% (1)
- By K.K.PARTHIBAN, Boiler Consultant Venus Energy Audit SystemDocument13 pagesBy K.K.PARTHIBAN, Boiler Consultant Venus Energy Audit SystemNogeshwar Kumar DewanganPas encore d'évaluation
- Thermal EOR Case Study of Reservoir #4Document8 pagesThermal EOR Case Study of Reservoir #4Алишер ДжумагуловPas encore d'évaluation
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesD'EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesPas encore d'évaluation
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemD'EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemPas encore d'évaluation
- The Early Days Of Motors And Motor-Driving - Steam CarsD'EverandThe Early Days Of Motors And Motor-Driving - Steam CarsPas encore d'évaluation
- Process Engineering: Facts, Fiction and FablesD'EverandProcess Engineering: Facts, Fiction and FablesÉvaluation : 3 sur 5 étoiles3/5 (2)
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useD'EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common usePas encore d'évaluation
- Six Rules for Low Cost Passive HeatingDocument63 pagesSix Rules for Low Cost Passive HeatingAman KashyapPas encore d'évaluation
- The Relation of Density, Porosity, and Moisture To The Specific Volume of Ores - WARREN J. MEADDocument7 pagesThe Relation of Density, Porosity, and Moisture To The Specific Volume of Ores - WARREN J. MEADJaime Renato Abanto NovoaPas encore d'évaluation
- Physics Formulae and Data Sheet Stage 3 2015Document4 pagesPhysics Formulae and Data Sheet Stage 3 2015Ang Yu LongPas encore d'évaluation
- S Skill Disaster Management QADocument222 pagesS Skill Disaster Management QASurya100% (4)
- Nuclear Pollution: Causes, Effects and Control MeasuresDocument10 pagesNuclear Pollution: Causes, Effects and Control Measuressaidutt sharmaPas encore d'évaluation
- RM Phase - I Test Planner 2023-24Document12 pagesRM Phase - I Test Planner 2023-24arindamgiricontaiPas encore d'évaluation
- Lesson-Plan-in-Science-8 - Human ImpactDocument13 pagesLesson-Plan-in-Science-8 - Human ImpactMaricris RanaraPas encore d'évaluation
- Electrochemical Energy Systems: IIT KanpurDocument11 pagesElectrochemical Energy Systems: IIT KanpurAjeet kumarPas encore d'évaluation
- Heat Pumps Up To 2000 KWDocument42 pagesHeat Pumps Up To 2000 KWanon_411130333Pas encore d'évaluation
- Waste Heat RecoveryDocument17 pagesWaste Heat Recoverynayan100% (2)
- Termic Management Electric VehicleDocument99 pagesTermic Management Electric Vehiclemihai_1957Pas encore d'évaluation
- Easy Click SDM630MCT RJ12 DatasheetDocument5 pagesEasy Click SDM630MCT RJ12 DatasheetMarco Lo GuePas encore d'évaluation
- Reporter No. 3Document13 pagesReporter No. 3alberto.deuna001Pas encore d'évaluation
- Chapter 1-3Document21 pagesChapter 1-3Jeremiah IldefonsoPas encore d'évaluation
- 1.4 Periodicity Test Ms 1.: in A Covalent BondDocument2 pages1.4 Periodicity Test Ms 1.: in A Covalent BondAshwinee KadelPas encore d'évaluation
- Selangor-Physics P2-Trial SPM 2009Document24 pagesSelangor-Physics P2-Trial SPM 2009kamalharmozaPas encore d'évaluation
- Jena 2019Document68 pagesJena 2019Amir MahmudPas encore d'évaluation
- Western Australian Water in Mining Guideline: Water Licensing Delivery Series Report No. 12 May 2013Document75 pagesWestern Australian Water in Mining Guideline: Water Licensing Delivery Series Report No. 12 May 2013Rob LauchlanPas encore d'évaluation
- Chapter 2 - The Particulate Nature of MatterDocument3 pagesChapter 2 - The Particulate Nature of MatterMahad AsimPas encore d'évaluation
- EcosystemDocument2 pagesEcosystemDr Arvinder Pal Singh (A P Singh)Pas encore d'évaluation
- TC-NVL - Infracem - Opc WK-16-2023-28DDocument1 pageTC-NVL - Infracem - Opc WK-16-2023-28DSirajul IslamPas encore d'évaluation
- UntitledDocument6 pagesUntitledلازلت احلمPas encore d'évaluation
- Starter: How Might These Things Be Involved in The Carbon Cycle?Document11 pagesStarter: How Might These Things Be Involved in The Carbon Cycle?fatima al neyadiPas encore d'évaluation
- Lec 11 Work Energy Method For Particle KineticsDocument34 pagesLec 11 Work Energy Method For Particle KineticsJihan PacerPas encore d'évaluation
- Solution Part 5Document14 pagesSolution Part 5QwertyPas encore d'évaluation
- Efficiency of Solar Energy in El Paso Alejandra Licon The University of Texas at El PasoDocument11 pagesEfficiency of Solar Energy in El Paso Alejandra Licon The University of Texas at El Pasoapi-302215696Pas encore d'évaluation
- Physical and Chemical Properties of Water2Document41 pagesPhysical and Chemical Properties of Water2أبو أسامة حمديPas encore d'évaluation
- Analisa ProksimatDocument22 pagesAnalisa ProksimatnarareynehcPas encore d'évaluation
- KalpavrikshDocument23 pagesKalpavrikshKalpavrishkPas encore d'évaluation
- Land Resource Planning For Sustainable Land ManagementDocument68 pagesLand Resource Planning For Sustainable Land ManagementRavy KimPas encore d'évaluation