Vous aimerez peut-être aussi
- Food Grains MachineryDocument39 pagesFood Grains MachinerykarthiPas encore d'évaluation
- 08mme004design and Analysis of ScrewDocument78 pages08mme004design and Analysis of ScrewJitendra PatelPas encore d'évaluation
- Design, Construction and Testing of A Dry Sand Sieving Machine Oladeji Akanni OgunwoleDocument3 pagesDesign, Construction and Testing of A Dry Sand Sieving Machine Oladeji Akanni OgunwoleRex IbehPas encore d'évaluation
- ScreeningDocument16 pagesScreeninganthony ijigaPas encore d'évaluation
- Is.12213.1987vibro Feeder PDFDocument9 pagesIs.12213.1987vibro Feeder PDFDxFxPas encore d'évaluation
- Screen Analysis NotesDocument18 pagesScreen Analysis NotesAbhijit NathPas encore d'évaluation
- Lecture-4-Industrial Screening EquipmentDocument25 pagesLecture-4-Industrial Screening EquipmentDikshithaPas encore d'évaluation
- Sand Segregation MachineDocument32 pagesSand Segregation MachineRahul Shirodkar100% (1)
- Bin Vibrator CatalogDocument30 pagesBin Vibrator CatalogAlvaro Patricio Arroyo HernandezPas encore d'évaluation
- Madronero - Feeders and Storage SilosDocument16 pagesMadronero - Feeders and Storage SilosVince Dominich MadroneroPas encore d'évaluation
- Av Vibrating Screens PDFDocument2 pagesAv Vibrating Screens PDFArnaldo BenitezPas encore d'évaluation
- The Right Equipment For The Job: Helix® Flexible Screw ConveyorDocument6 pagesThe Right Equipment For The Job: Helix® Flexible Screw ConveyorjaimePas encore d'évaluation
- THIELE Catalog Bucket-Elevator-Chains E 2014 PDFDocument20 pagesTHIELE Catalog Bucket-Elevator-Chains E 2014 PDFNuzuliana EnuzPas encore d'évaluation
- Dewatering Screens: Single-Deck Twin VibratorDocument8 pagesDewatering Screens: Single-Deck Twin Vibratorekrem0867Pas encore d'évaluation
- The Basics of ScreeningDocument41 pagesThe Basics of Screeningالمشري بدوPas encore d'évaluation
- Che 154 Lecture 3b Screening EquipmentDocument34 pagesChe 154 Lecture 3b Screening EquipmentAiza CabolesPas encore d'évaluation
- Bucket Elevators Catalogue: Gambarotta GschwendtDocument64 pagesBucket Elevators Catalogue: Gambarotta GschwendtRICARDOALEXBORGESPas encore d'évaluation
- 2405 2 PDFDocument14 pages2405 2 PDFPrasenjit DeyPas encore d'évaluation
- Harvesting & Threshing Module PDFDocument48 pagesHarvesting & Threshing Module PDFAnalinda SurilPas encore d'évaluation
- The DIRK PFA Classification Products 01Document15 pagesThe DIRK PFA Classification Products 01Ankit DwivediPas encore d'évaluation
- Carcass Strength Relationships Conveyor BeltsDocument9 pagesCarcass Strength Relationships Conveyor Beltseduardo_chaban100% (1)
- Conveyor Speed Calculation: ResultsDocument2 pagesConveyor Speed Calculation: ResultsyusefriPas encore d'évaluation
- Particle Tech ReportDocument5 pagesParticle Tech ReportBea UyPas encore d'évaluation
- Vibratingfeeder 150211110459 Conversion Gate01Document18 pagesVibratingfeeder 150211110459 Conversion Gate01ManekGorisPas encore d'évaluation
- Cryogenic GrindingDocument24 pagesCryogenic GrindingV P SinghPas encore d'évaluation
- Sieve Analysis (Gradation) of Fine Aggregate and Fineness Modulus of SandDocument4 pagesSieve Analysis (Gradation) of Fine Aggregate and Fineness Modulus of SandYasirPas encore d'évaluation
- Dura FlexDocument16 pagesDura FlexJohn ChivPas encore d'évaluation
- Gravity ConveyorsDocument49 pagesGravity ConveyorsAdriel Aron DiazPas encore d'évaluation
- Westrup BrochureDocument36 pagesWestrup BrochureADS ADSPas encore d'évaluation
- MPARDocument4 pagesMPARgolesfredyPas encore d'évaluation
- Presentación Equipo 2Document62 pagesPresentación Equipo 2Ruben Lopez RicoPas encore d'évaluation
- FP Martin ElevadoresDocument19 pagesFP Martin ElevadoresGuilherme AlmeidaPas encore d'évaluation
- Brochure Tubular DragDocument2 pagesBrochure Tubular DragIvo KovachevPas encore d'évaluation
- Natural Frequency Vibrating ConveyorsDocument8 pagesNatural Frequency Vibrating ConveyorsZiggy GregoryPas encore d'évaluation
- Apron Feeder SpecDocument2 pagesApron Feeder Spec20106285Pas encore d'évaluation
- Mechanical Screening NotesDocument2 pagesMechanical Screening Notestrades korPas encore d'évaluation
- Sand Screening PlantDocument3 pagesSand Screening PlantDevikaPas encore d'évaluation
- BMG-BMG/X: Single Channel Square PlansifterDocument4 pagesBMG-BMG/X: Single Channel Square PlansifterToufik Ahmed Emon100% (1)
- Hammer DesaignDocument21 pagesHammer DesaignZahlul AmriPas encore d'évaluation
- Machine Design PresentaionDocument24 pagesMachine Design PresentaionAwais RaoPas encore d'évaluation
- Belt Conv. PresentationDocument19 pagesBelt Conv. PresentationPrashant Kumar mishraPas encore d'évaluation
- Vibrating ScreenDocument2 pagesVibrating ScreendivPas encore d'évaluation
- Screening ExperimentDocument6 pagesScreening ExperimentRooth AdajetPas encore d'évaluation
- Mechanical Grain ConveyingDocument64 pagesMechanical Grain ConveyingDaniel CookPas encore d'évaluation
- Belt Conveyor BrochureDocument5 pagesBelt Conveyor BrochureMostafa Farahani100% (1)
- High Performance Bucket Elevator CatalogDocument12 pagesHigh Performance Bucket Elevator CatalogcachorrexPas encore d'évaluation
- Drive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592Document1 pageDrive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592BISWAJIT DASPas encore d'évaluation
- Screw Conveyor O&M ManualDocument20 pagesScrew Conveyor O&M Manualjay b100% (1)
- Iso 3684 1990Document8 pagesIso 3684 1990joaquin fuentealba moralesPas encore d'évaluation
- Assignment: - Design of Pneumatic Conveyer Dryer: SpecificationDocument4 pagesAssignment: - Design of Pneumatic Conveyer Dryer: SpecificationPraween NishadPas encore d'évaluation
- Calculation of Working Moment & Power For Vibrating Grizzly FeederDocument1 pageCalculation of Working Moment & Power For Vibrating Grizzly FeederzahoorPas encore d'évaluation
- Bucket Elevator PresentationDocument8 pagesBucket Elevator PresentationSalmanPas encore d'évaluation
- E-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaDocument6 pagesE-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaImpel IntralogisticsPas encore d'évaluation
- Apron Feeder CatDocument4 pagesApron Feeder CatNarsi ReddyPas encore d'évaluation
- Belt Drive SystemDocument15 pagesBelt Drive Systemafsana_rajPas encore d'évaluation
- Bucket Elevator: Owner/Operator's Manual and Installation/Maintenance GuideDocument130 pagesBucket Elevator: Owner/Operator's Manual and Installation/Maintenance Guideimvp5640Pas encore d'évaluation
- 2.1. Theory of Hoisting Equipment Classification Is Based On Various Characteristics Such As Movement and PurposeDocument54 pages2.1. Theory of Hoisting Equipment Classification Is Based On Various Characteristics Such As Movement and Purposeahmed jemalPas encore d'évaluation
- Conveyor Chain SelectionDocument2 pagesConveyor Chain SelectionAmeya Datrange100% (3)
- Conveyor DesignDocument73 pagesConveyor DesignAl Hisadin95% (22)
- Beltconveyor 160117145350Document20 pagesBeltconveyor 160117145350Walther LaricoPas encore d'évaluation
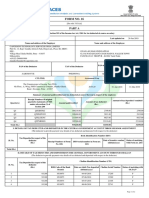
- Form16 2018 2019Document10 pagesForm16 2018 2019LogeshwaranPas encore d'évaluation
- BMA Recital Hall Booking FormDocument2 pagesBMA Recital Hall Booking FormPaul Michael BakerPas encore d'évaluation
- T1500Z / T2500Z: Coated Cermet Grades With Brilliant Coat For Steel TurningDocument16 pagesT1500Z / T2500Z: Coated Cermet Grades With Brilliant Coat For Steel TurninghosseinPas encore d'évaluation
- Gardner Denver PZ-11revF3Document66 pagesGardner Denver PZ-11revF3Luciano GarridoPas encore d'évaluation
- The Internal Environment: Resources, Capabilities, Competencies, and Competitive AdvantageDocument5 pagesThe Internal Environment: Resources, Capabilities, Competencies, and Competitive AdvantageHenny ZahranyPas encore d'évaluation
- SPH4U Assignment - The Wave Nature of LightDocument2 pagesSPH4U Assignment - The Wave Nature of LightMatthew GreesonPas encore d'évaluation
- A Review Paper On Improvement of Impeller Design A Centrifugal Pump Using FEM and CFDDocument3 pagesA Review Paper On Improvement of Impeller Design A Centrifugal Pump Using FEM and CFDIJIRSTPas encore d'évaluation
- Basic Vibration Analysis Training-1Document193 pagesBasic Vibration Analysis Training-1Sanjeevi Kumar SpPas encore d'évaluation
- Course Specifications: Fire Investigation and Failure Analysis (E901313)Document2 pagesCourse Specifications: Fire Investigation and Failure Analysis (E901313)danateoPas encore d'évaluation
- Cs8792 Cns Unit 1Document35 pagesCs8792 Cns Unit 1Manikandan JPas encore d'évaluation
- Vangood Quotation - Refrigerator Part - 2023.3.2Document5 pagesVangood Quotation - Refrigerator Part - 2023.3.2Enmanuel Jossue Artigas VillaPas encore d'évaluation
- Extent of The Use of Instructional Materials in The Effective Teaching and Learning of Home Home EconomicsDocument47 pagesExtent of The Use of Instructional Materials in The Effective Teaching and Learning of Home Home Economicschukwu solomon75% (4)
- 21st Bomber Command Tactical Mission Report 178, OcrDocument49 pages21st Bomber Command Tactical Mission Report 178, OcrJapanAirRaidsPas encore d'évaluation
- Delta AFC1212D-SP19Document9 pagesDelta AFC1212D-SP19Brent SmithPas encore d'évaluation
- Address MappingDocument26 pagesAddress MappingLokesh KumarPas encore d'évaluation
- Notifier AMPS 24 AMPS 24E Addressable Power SupplyDocument44 pagesNotifier AMPS 24 AMPS 24E Addressable Power SupplyMiguel Angel Guzman ReyesPas encore d'évaluation
- As 60068.5.2-2003 Environmental Testing - Guide To Drafting of Test Methods - Terms and DefinitionsDocument8 pagesAs 60068.5.2-2003 Environmental Testing - Guide To Drafting of Test Methods - Terms and DefinitionsSAI Global - APACPas encore d'évaluation
- Underwater Wellhead Casing Patch: Instruction Manual 6480Document8 pagesUnderwater Wellhead Casing Patch: Instruction Manual 6480Ragui StephanosPas encore d'évaluation
- Reverse Engineering in Rapid PrototypeDocument15 pagesReverse Engineering in Rapid PrototypeChaubey Ajay67% (3)
- RYA-MCA Coastal Skipper-Yachtmaster Offshore Shorebased 2008 AnswersDocument28 pagesRYA-MCA Coastal Skipper-Yachtmaster Offshore Shorebased 2008 AnswersSerban Sebe100% (4)
- 5 Star Hotels in Portugal Leads 1Document9 pages5 Star Hotels in Portugal Leads 1Zahed IqbalPas encore d'évaluation
- Job Description For QAQC EngineerDocument2 pagesJob Description For QAQC EngineerSafriza ZaidiPas encore d'évaluation
- Employees' Pension Scheme, 1995: Form No. 10 C (E.P.S)Document4 pagesEmployees' Pension Scheme, 1995: Form No. 10 C (E.P.S)nasir ahmedPas encore d'évaluation
- Multispan LC 2046 Length Counter PDFDocument2 pagesMultispan LC 2046 Length Counter PDFvinod kumarPas encore d'évaluation
- Group 1 Disaster Management Notes by D. Malleswari ReddyDocument49 pagesGroup 1 Disaster Management Notes by D. Malleswari Reddyraghu ramPas encore d'évaluation
- Lockbox Br100 v1.22Document36 pagesLockbox Br100 v1.22Manoj BhogalePas encore d'évaluation
- Sky ChemicalsDocument1 pageSky ChemicalsfishPas encore d'évaluation
- Information Security Chapter 1Document44 pagesInformation Security Chapter 1bscitsemvPas encore d'évaluation
- Activity Description Predecessor Time (Days) Activity Description Predecessor ADocument4 pagesActivity Description Predecessor Time (Days) Activity Description Predecessor AAlvin LuisaPas encore d'évaluation
- Termination LetterDocument2 pagesTermination Letterultakam100% (1)