Vous aimerez peut-être aussi
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987D'EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonPas encore d'évaluation
- NASA-TM-110843 Standard Threaded Fasteners Torque LimitsDocument44 pagesNASA-TM-110843 Standard Threaded Fasteners Torque LimitsJenner Volnney Quispe ChataPas encore d'évaluation
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965D'EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerPas encore d'évaluation
- Test Methods For Lead-Free Solders-Methods Testing Mec Hanical C Haracteristics-Tensi LeDocument9 pagesTest Methods For Lead-Free Solders-Methods Testing Mec Hanical C Haracteristics-Tensi LeWawan Nur CahyoPas encore d'évaluation
- Ti SPC Ohe Fasteners 0120 PDFDocument31 pagesTi SPC Ohe Fasteners 0120 PDFCounter RoverPas encore d'évaluation
- Astm B 348 - 03Document9 pagesAstm B 348 - 03kaminaljuyuPas encore d'évaluation
- Astm d5648Document2 pagesAstm d5648Anonymous 1HFV185Sl4Pas encore d'évaluation
- Treatraent (See 6.1)Document26 pagesTreatraent (See 6.1)fordsho95Pas encore d'évaluation
- TM-0028M-F (Property Requirements of Internally-Threaded Fasteners, Steel)Document5 pagesTM-0028M-F (Property Requirements of Internally-Threaded Fasteners, Steel)方綵樺Pas encore d'évaluation
- Handbook PDFDocument48 pagesHandbook PDFbhaskarjalanPas encore d'évaluation
- ASTM A563 - Portland BoltDocument5 pagesASTM A563 - Portland BoltamrPas encore d'évaluation
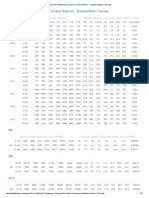
- Pre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsDocument3 pagesPre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsmukeshkumarjPas encore d'évaluation
- Stress-Strain GraphDocument10 pagesStress-Strain GraphEzy WaqaPas encore d'évaluation
- TL245 English 2004Document8 pagesTL245 English 2004Elliott RussellPas encore d'évaluation
- Slotted Pins ISO 8752-St: Standard Delivery ProgramDocument1 pageSlotted Pins ISO 8752-St: Standard Delivery ProgramDave DthrPas encore d'évaluation
- Sae J1392 2001Document10 pagesSae J1392 2001henrychtPas encore d'évaluation
- M4 Carbine SpecificationDocument56 pagesM4 Carbine SpecificationGary WilliamsPas encore d'évaluation
- Fatigue Curve - S235JR ExperimantalDocument9 pagesFatigue Curve - S235JR ExperimantalPrabath MadusankaPas encore d'évaluation
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocument4 pagesForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinPas encore d'évaluation
- Annular Ball Bearings For Instruments and Precision Rotating ComponentsDocument145 pagesAnnular Ball Bearings For Instruments and Precision Rotating ComponentsDarwin DarmawanPas encore d'évaluation
- JIS B 1534-2013 Roller Bearing.Document23 pagesJIS B 1534-2013 Roller Bearing.cecdPas encore d'évaluation
- 17-7 Material PDFDocument5 pages17-7 Material PDFJothi ManiPas encore d'évaluation
- Ms33537e PDFDocument11 pagesMs33537e PDFstaedtlerpPas encore d'évaluation
- Rescue Carabiners: Standard Specification ForDocument6 pagesRescue Carabiners: Standard Specification Forastewayb_964354182Pas encore d'évaluation
- Mil STD 810h HumidityDocument22 pagesMil STD 810h Humiditymariela baigorriaPas encore d'évaluation
- Pop Nut PDFDocument48 pagesPop Nut PDFJavier A. ValenzuelaPas encore d'évaluation
- Material Specification: Specification: Revision Date: Revision LevelDocument2 pagesMaterial Specification: Specification: Revision Date: Revision LevelReginaldo Santos100% (1)
- Effect of Boron PDFDocument8 pagesEffect of Boron PDFKishan krPas encore d'évaluation
- F 382 - 99 - Metallic Bone Plates1Document11 pagesF 382 - 99 - Metallic Bone Plates1Siddharth Jain100% (1)
- Ansi S2.26-2001 (R2006) - 1Document22 pagesAnsi S2.26-2001 (R2006) - 1WerneckPas encore d'évaluation
- Is 2610Document8 pagesIs 2610kamalkraj4002Pas encore d'évaluation
- NPTF / PTF Threads: Total Solution For Thread GaugingDocument3 pagesNPTF / PTF Threads: Total Solution For Thread GaugingFatih YükselPas encore d'évaluation
- IFI 100 Prevailing Torque LocknutsDocument7 pagesIFI 100 Prevailing Torque LocknutsMarceloGonçalvesPas encore d'évaluation
- Ansi b17 2 Woodruff Keys Flat Bottom Type 1Document3 pagesAnsi b17 2 Woodruff Keys Flat Bottom Type 1rbagriPas encore d'évaluation
- Dynamics of satellite separation systemDocument12 pagesDynamics of satellite separation systemDan StroescuPas encore d'évaluation
- Surface Vehicle Recommended Practice: Reaf. MAY1998Document5 pagesSurface Vehicle Recommended Practice: Reaf. MAY1998anupthattaPas encore d'évaluation
- AN6204Document4 pagesAN6204CTN2010Pas encore d'évaluation
- A493 00 PDFDocument3 pagesA493 00 PDFJohano AraújoPas encore d'évaluation
- Vibration Loosening PDFDocument24 pagesVibration Loosening PDFrahul_patil85Pas encore d'évaluation
- Iso 10110-10-2006 (E)Document29 pagesIso 10110-10-2006 (E)HansfuchsPas encore d'évaluation
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresPas encore d'évaluation
- Surface Discontinuities of Nuts, Inch and Metric Series: Standard Specification ForDocument5 pagesSurface Discontinuities of Nuts, Inch and Metric Series: Standard Specification ForDeen ewPas encore d'évaluation
- Data Sheet HV-HR ItDocument3 pagesData Sheet HV-HR ItKemo TufoPas encore d'évaluation
- Keenserts Tridair FastenersDocument58 pagesKeenserts Tridair FastenersThor InternationalPas encore d'évaluation
- Fastener PDFDocument12 pagesFastener PDFdiegomilitojPas encore d'évaluation
- Metcar Physical Characteristics GuideDocument3 pagesMetcar Physical Characteristics GuideJavad AmnianPas encore d'évaluation
- MIL-DTL-45913/1A SPEC SHEET NUT SELF-LOCKING HEX NON-METALLICDocument4 pagesMIL-DTL-45913/1A SPEC SHEET NUT SELF-LOCKING HEX NON-METALLICMAI_QualityPas encore d'évaluation
- GUIA DE MATERIALES ACERODocument11 pagesGUIA DE MATERIALES ACEROGracielaPas encore d'évaluation
- MIL-A-2550C Ammunition General SpecDocument17 pagesMIL-A-2550C Ammunition General Speccpt_suzukiPas encore d'évaluation
- Almen Strip Holders: Meets SAE J442Document2 pagesAlmen Strip Holders: Meets SAE J442donhan91Pas encore d'évaluation
- Fabory Fasteners Basic StandardsDocument12 pagesFabory Fasteners Basic Standardsjuan carlos galvez abantoPas encore d'évaluation
- MIL Aa 58092Document6 pagesMIL Aa 58092sanjay_aranakePas encore d'évaluation
- Finished Parts Made From Polyimide Resin: Standard Specification ForDocument3 pagesFinished Parts Made From Polyimide Resin: Standard Specification ForAndres Camilo BenitezPas encore d'évaluation
- Fed STD H28aDocument11 pagesFed STD H28amurphygtPas encore d'évaluation
- Flexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureDocument5 pagesFlexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureNurul Lailatul MuzayadahPas encore d'évaluation
- 8089 Layout of Outside Facility in Plant PDFDocument9 pages8089 Layout of Outside Facility in Plant PDFAntony JebarajPas encore d'évaluation
- NASA Standard Establishes Torque Limits for Threaded FastenersDocument44 pagesNASA Standard Establishes Torque Limits for Threaded FastenersVictor BurnettPas encore d'évaluation
- ASME Code Cases for Nuclear ComponentsN-71-18N-71-18N-122-2N-131-1N-133-3N-154-1N-155-2N-160-1N-192-3N-201-5N-208-1N-213N-243N-249-14N-253-14N-254N-257N-258-2Document14 pagesASME Code Cases for Nuclear ComponentsN-71-18N-71-18N-122-2N-131-1N-133-3N-154-1N-155-2N-160-1N-192-3N-201-5N-208-1N-213N-243N-249-14N-253-14N-254N-257N-258-2Biyong SantocildesPas encore d'évaluation
- Pinos HexagonaisDocument32 pagesPinos HexagonaisAdriIaAnuUu CruzPas encore d'évaluation
- Chemical Compatibility Table For SealsDocument3 pagesChemical Compatibility Table For Sealspi31415926535Pas encore d'évaluation
- ASTM Metric Wire Mesh Screen Cross ReferenceDocument1 pageASTM Metric Wire Mesh Screen Cross Referencepi31415926535Pas encore d'évaluation
- Electrical Conductors Conversion Chart International Standard Sizes - Area & Resistance Annealed Copper Stranded ConductorsDocument3 pagesElectrical Conductors Conversion Chart International Standard Sizes - Area & Resistance Annealed Copper Stranded Conductorspi31415926535Pas encore d'évaluation
- Modelling and Numerical Simulation For Yacht EngineeringDocument28 pagesModelling and Numerical Simulation For Yacht Engineeringpi31415926535Pas encore d'évaluation
- Steel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesDocument93 pagesSteel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesjosemiguelzuPas encore d'évaluation
- AS1895/7 E-FLEX Sealing Solutions: Part Number AS1895/7 Reference Duct Size Seal DimensionsDocument1 pageAS1895/7 E-FLEX Sealing Solutions: Part Number AS1895/7 Reference Duct Size Seal DimensionsAlex Zambrana RodríguezPas encore d'évaluation
- GaN technology powers bright LEDsDocument13 pagesGaN technology powers bright LEDsluciowwPas encore d'évaluation
- Deventer04 MACDocument201 pagesDeventer04 MACFrancisco Solano Reyes EspinozaPas encore d'évaluation
- Method Statement For Architecture Work (Drywall) : No. Work Sequence Good Practices Picture Tools RemarksDocument16 pagesMethod Statement For Architecture Work (Drywall) : No. Work Sequence Good Practices Picture Tools RemarksAn-an ChanPas encore d'évaluation
- Mixers Towable Concrete Essick EC42S Rev 8 Manual DataId 18822 Version 1Document84 pagesMixers Towable Concrete Essick EC42S Rev 8 Manual DataId 18822 Version 1Masayu MYusoffPas encore d'évaluation
- Master Opp GaveDocument84 pagesMaster Opp GaveRizki Al AyyubiPas encore d'évaluation
- Central GeothermalDocument48 pagesCentral GeothermalНиколай ШипочкиPas encore d'évaluation
- INTERCOMP Pt300 Users Manual Rev GDocument44 pagesINTERCOMP Pt300 Users Manual Rev GCTN2010Pas encore d'évaluation
- Assessment Clo1 Clo2 Clo3 Clo4 Clo5 Plo1 Plo2 Plo2 Plo1Document12 pagesAssessment Clo1 Clo2 Clo3 Clo4 Clo5 Plo1 Plo2 Plo2 Plo1Ma Liu Hun VuiPas encore d'évaluation
- Versys Parts Catalogue (UK)Document111 pagesVersys Parts Catalogue (UK)BaronBaz001Pas encore d'évaluation
- Boundary Layer Thickness and Heat Transfer CalculationsDocument9 pagesBoundary Layer Thickness and Heat Transfer Calculationsannie100% (1)
- Foxpro For O LevelDocument3 pagesFoxpro For O LevelShiv PathakPas encore d'évaluation
- Mobiltech (Textile Used in Transportation, Automotive & Aerospace)Document12 pagesMobiltech (Textile Used in Transportation, Automotive & Aerospace)cario galleryPas encore d'évaluation
- HalideDocument195 pagesHalidejadecolourPas encore d'évaluation
- 25kl SS Tank EstimateDocument1 page25kl SS Tank EstimateRaja ManiPas encore d'évaluation
- Bottom Ash HopperDocument8 pagesBottom Ash HopperBhargav ChaudhariPas encore d'évaluation
- Zener DataDocument2 pagesZener Dataapi-27149887Pas encore d'évaluation
- EXPERIMENT 3a and 3b - Aluminum Content Via Redox and ColorimeterDocument13 pagesEXPERIMENT 3a and 3b - Aluminum Content Via Redox and ColorimeterTrupti soniPas encore d'évaluation
- Hydraulic Mining Shovel 6040AC: 08. Attachment Functions - FSDocument20 pagesHydraulic Mining Shovel 6040AC: 08. Attachment Functions - FShector50% (2)
- CompoundingDocument5 pagesCompoundingMajester RigsPas encore d'évaluation
- 1 s2.0 S0038080612000790 Main PDFDocument16 pages1 s2.0 S0038080612000790 Main PDFJuanSebastianGamezPas encore d'évaluation
- Switching Theory and Logic Design PDFDocument159 pagesSwitching Theory and Logic Design PDFSai TejaswiniPas encore d'évaluation
- The Tallest Buildings in The WorldDocument2 pagesThe Tallest Buildings in The WorldW4G8989Pas encore d'évaluation
- Experion Scada PinDocument7 pagesExperion Scada PinKhalid AliPas encore d'évaluation
- SRSUNTOUR General Fork GlossaryDocument23 pagesSRSUNTOUR General Fork GlossaryThomas JunkersfeldPas encore d'évaluation
- Strength and Insulating Properties of Building Blocks Made From Waste MaterialsDocument7 pagesStrength and Insulating Properties of Building Blocks Made From Waste Materialsmjrobust05Pas encore d'évaluation
- As 4123.4-2008 Mobile Waste Containers Containers With Four Wheels With A Capacity From 750 L To 1700 L WithDocument7 pagesAs 4123.4-2008 Mobile Waste Containers Containers With Four Wheels With A Capacity From 750 L To 1700 L WithSAI Global - APACPas encore d'évaluation
- New Schedule For Sunset Limited Benefits Passengers and Improves Financial PerformanceDocument3 pagesNew Schedule For Sunset Limited Benefits Passengers and Improves Financial Performanceapi-26433240Pas encore d'évaluation
- Specification for biodiesel (B100) - ASTM D6751-08Document1 pageSpecification for biodiesel (B100) - ASTM D6751-08Alejandra RojasPas encore d'évaluation
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsD'EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsPas encore d'évaluation
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessD'EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessPas encore d'évaluation
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesD'EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesPas encore d'évaluation
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryD'EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryÉvaluation : 4 sur 5 étoiles4/5 (5)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsD'EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsPas encore d'évaluation
- Design for How People Think: Using Brain Science to Build Better ProductsD'EverandDesign for How People Think: Using Brain Science to Build Better ProductsÉvaluation : 4 sur 5 étoiles4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableD'EverandDesign Is The Problem: The Future of Design Must Be SustainableÉvaluation : 1.5 sur 5 étoiles1.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveD'EverandUnderstanding Automotive Electronics: An Engineering PerspectiveÉvaluation : 3.5 sur 5 étoiles3.5/5 (16)
- Operational Amplifier Circuits: Analysis and DesignD'EverandOperational Amplifier Circuits: Analysis and DesignÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Electrical Principles and Technology for EngineeringD'EverandElectrical Principles and Technology for EngineeringÉvaluation : 4 sur 5 étoiles4/5 (4)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableD'EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginablePas encore d'évaluation
- Iconic Advantage: Don’t Chase the New, Innovate the OldD'EverandIconic Advantage: Don’t Chase the New, Innovate the OldÉvaluation : 4 sur 5 étoiles4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceD'EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceÉvaluation : 4 sur 5 étoiles4/5 (19)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorD'EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorÉvaluation : 4 sur 5 étoiles4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationD'EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- The User's Journey: Storymapping Products That People LoveD'EverandThe User's Journey: Storymapping Products That People LoveÉvaluation : 3.5 sur 5 étoiles3.5/5 (8)
- Basic Electric Circuit Theory: A One-Semester TextD'EverandBasic Electric Circuit Theory: A One-Semester TextÉvaluation : 1.5 sur 5 étoiles1.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsD'EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsPas encore d'évaluation
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesD'EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesPas encore d'évaluation