Vous aimerez peut-être aussi
- Ford Everes PDFDocument584 pagesFord Everes PDFTiến Hồ100% (6)
- Machine Element Design CheatsheetDocument25 pagesMachine Element Design CheatsheetDarien ChiaPas encore d'évaluation
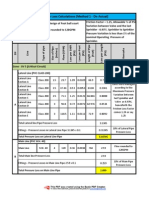
- Friction Loss Calculations of Irrigation Design A Foot Ball CourtDocument13 pagesFriction Loss Calculations of Irrigation Design A Foot Ball Courtmathewmanjooran100% (2)
- Laboratory ApparatusDocument17 pagesLaboratory Apparatuszena100% (1)
- Power Electronics - B. R. Gupta and v. SinghalDocument114 pagesPower Electronics - B. R. Gupta and v. SinghalHarish Kumar M50% (2)
- Butanal PDFDocument10 pagesButanal PDFRana Afrasyab SaeedPas encore d'évaluation
- Study of Encapsulation TechnologyDocument18 pagesStudy of Encapsulation Technologydevashri_ranadePas encore d'évaluation
- The Importance of Food PH in Commercial Canning Operations: William McglynnDocument8 pagesThe Importance of Food PH in Commercial Canning Operations: William McglynnSena Kartika PPas encore d'évaluation
- Preservation of Foods with Pulsed Electric FieldsD'EverandPreservation of Foods with Pulsed Electric FieldsÉvaluation : 5 sur 5 étoiles5/5 (1)
- SA-6 Press KitDocument53 pagesSA-6 Press KitBob Andrepont100% (1)
- Potable Water Tank Calculation PDFDocument37 pagesPotable Water Tank Calculation PDFboysitumeangPas encore d'évaluation
- Removal of Pharmaceuticals From Wastewater by Fungal TreatmentDocument7 pagesRemoval of Pharmaceuticals From Wastewater by Fungal TreatmentAmirahShaleha0% (1)
- Glass & Glazing WorkDocument34 pagesGlass & Glazing WorkPratik ThakkarPas encore d'évaluation
- Process Technology For Production of Soluble Tea PowderDocument8 pagesProcess Technology For Production of Soluble Tea PowderLuisa Fernanda Quiceno Giraldo100% (1)
- d8n Wiring HardnessDocument2 pagesd8n Wiring HardnessandraPas encore d'évaluation
- CHBH13 - Laboratory Manual 4Document8 pagesCHBH13 - Laboratory Manual 4Ysa DientePas encore d'évaluation
- Food EnzymologyDocument1 052 pagesFood Enzymologychemistryreactions100% (4)
- Procedures For Solar Electric (Photovoltaic Abbreviated As PV) System Design and InstallationDocument5 pagesProcedures For Solar Electric (Photovoltaic Abbreviated As PV) System Design and InstallationUmamaheshwarrao VarmaPas encore d'évaluation
- Elements of Food ProcessingDocument75 pagesElements of Food ProcessingEd Casas0% (1)
- Freeze-Drying of ProteinsDocument13 pagesFreeze-Drying of Proteinsamin138irPas encore d'évaluation
- Preservation by Food AdditivesDocument23 pagesPreservation by Food Additivesnoman_sheeraz7455Pas encore d'évaluation
- Essential Rendering OperationsDocument21 pagesEssential Rendering OperationsMauricio GuanellaPas encore d'évaluation
- Libro 4 PDFDocument8 pagesLibro 4 PDFCynthia Jazmin Flores CisnerosPas encore d'évaluation
- Determination of Chemical Oxygen DemandDocument6 pagesDetermination of Chemical Oxygen DemandDani MughalPas encore d'évaluation
- Using Thermal Death CurvesDocument8 pagesUsing Thermal Death CurvesRobin TanPas encore d'évaluation
- Spray Drying Science DirectDocument7 pagesSpray Drying Science DirectBalqis YahyaPas encore d'évaluation
- Encapsulation of Probiotic Living Cells From Laboratory Scale To Industrial - Burgarin, 2011Document17 pagesEncapsulation of Probiotic Living Cells From Laboratory Scale To Industrial - Burgarin, 2011rock2312Pas encore d'évaluation
- Improved Method For CO2 MeasurementsDocument4 pagesImproved Method For CO2 MeasurementsgangsPas encore d'évaluation
- Thermal Processing and Quality Principles and OverviewDocument19 pagesThermal Processing and Quality Principles and OverviewOscar ArangoPas encore d'évaluation
- A Whole Foods Primer: A Comprehensive, Instructive, and Enlightening Guide to the World of Whole FoodsD'EverandA Whole Foods Primer: A Comprehensive, Instructive, and Enlightening Guide to the World of Whole FoodsPas encore d'évaluation
- Knowledge Based SystemsDocument57 pagesKnowledge Based SystemsRodel MoralesPas encore d'évaluation
- WCA Time Critical: (Formerly Known As VCK Air BV)Document43 pagesWCA Time Critical: (Formerly Known As VCK Air BV)zeta100% (1)
- KM Adhikarya - TBK KomplitDocument15 pagesKM Adhikarya - TBK KomplitHelloMotion AcademyPas encore d'évaluation
- Hypobaric Storage in Food Industry: Advances in Application and TheoryD'EverandHypobaric Storage in Food Industry: Advances in Application and TheoryPas encore d'évaluation
- Physical-Chemical Properties of Foods: New Tools for PredictionD'EverandPhysical-Chemical Properties of Foods: New Tools for PredictionPas encore d'évaluation
- Drying Characteristics of Mango Slices Using The Refractance Window™ Technique PDFDocument7 pagesDrying Characteristics of Mango Slices Using The Refractance Window™ Technique PDFcedu126Pas encore d'évaluation
- 4 Stages Complete Drying Process - Primarily From Freeze Drying Process-20190416023134-1 PDFDocument2 pages4 Stages Complete Drying Process - Primarily From Freeze Drying Process-20190416023134-1 PDFAzzwa ZubairiPas encore d'évaluation
- Vit C Content of Freeze DriedDocument6 pagesVit C Content of Freeze DriedAnonymous N32czQLt0Pas encore d'évaluation
- Food Microbiology Mids Assignment PDFDocument10 pagesFood Microbiology Mids Assignment PDFArman AshiqPas encore d'évaluation
- Calulation of Heat Sterilization Time of Fermentation MediaDocument8 pagesCalulation of Heat Sterilization Time of Fermentation Mediahansenmike698105Pas encore d'évaluation
- Iso Propyl Acetate ManufacturersDocument7 pagesIso Propyl Acetate ManufacturersSomuSolventsPas encore d'évaluation
- Hurricane Katrina Case StudyDocument5 pagesHurricane Katrina Case StudySuri SaraiPas encore d'évaluation
- Biochemical EngrDocument23 pagesBiochemical EngrUwajeh Patrick ChukwuemekePas encore d'évaluation
- Canning ProcessDocument32 pagesCanning ProcessJavid GurbanzadePas encore d'évaluation
- Atmospheric Freeze Drying-A ReviewDocument12 pagesAtmospheric Freeze Drying-A ReviewNguyen Thu HaPas encore d'évaluation
- The Effect of Air-Drying, Freeze-Drying and StorageDocument11 pagesThe Effect of Air-Drying, Freeze-Drying and Storagemarine2006Pas encore d'évaluation
- Crystallization (Latest)Document31 pagesCrystallization (Latest)Lin Xian XingPas encore d'évaluation
- 547-ThePropertiesOfSolventsDocument399 pages547-ThePropertiesOfSolventsRoberto FloresPas encore d'évaluation
- Labogene Freezedrying WEBDocument20 pagesLabogene Freezedrying WEBHagar SaeedPas encore d'évaluation
- Distillation ColumnDocument22 pagesDistillation Columndiyar chePas encore d'évaluation
- Food Science Training: Sensory Evaluation & Statistics - September 2012Document2 pagesFood Science Training: Sensory Evaluation & Statistics - September 2012RutgersCPEPas encore d'évaluation
- Lecture 2 Emerging Technologies in Food Processing MeatDocument22 pagesLecture 2 Emerging Technologies in Food Processing MeatAyesha MunawarPas encore d'évaluation
- Advantages: Mode of Fermentation 1. Batch FermentationDocument5 pagesAdvantages: Mode of Fermentation 1. Batch FermentationSajjad Hossain ShuvoPas encore d'évaluation
- Mechanisms of Actions of Sodium Hypochlorite in Cleaning and Desinfection ProcessesDocument11 pagesMechanisms of Actions of Sodium Hypochlorite in Cleaning and Desinfection ProcessesVanessa Duz100% (1)
- 5th PPT of Foods and Industrial MicrobiologyCourse No. DTM 321Document19 pages5th PPT of Foods and Industrial MicrobiologyCourse No. DTM 321endaPas encore d'évaluation
- High Pressure ProcessingDocument41 pagesHigh Pressure ProcessingSazzad hussain ProttoyPas encore d'évaluation
- Micro Chapter 6 Ppt.11th EditionDocument66 pagesMicro Chapter 6 Ppt.11th EditionPVallPas encore d'évaluation
- Module 1 - The AFIDocument13 pagesModule 1 - The AFIrbtlch1n100% (2)
- Impact of Saccharomyces Cerevisiae Metabolites Produced During Fermentation On BreadDocument51 pagesImpact of Saccharomyces Cerevisiae Metabolites Produced During Fermentation On BreadLeonardo Serrano CalistoPas encore d'évaluation
- Cream Separation PDFDocument6 pagesCream Separation PDFEasy ways2017Pas encore d'évaluation
- The Beauty of ChemistryDocument7 pagesThe Beauty of ChemistrySukmaPas encore d'évaluation
- Current Trends in Drying Dehydration of FoodsDocument1 pageCurrent Trends in Drying Dehydration of FoodsIonut VelescuPas encore d'évaluation
- PHD Thesis The Production of Bacteriocins From Lactic Acid Bacteria 2011Document2 pagesPHD Thesis The Production of Bacteriocins From Lactic Acid Bacteria 2011Myrto-Panagiota ZacharofPas encore d'évaluation
- Direct Microbial Conversion of Biomass to Advanced BiofuelsD'EverandDirect Microbial Conversion of Biomass to Advanced BiofuelsMichael E HimmelPas encore d'évaluation
- Yeast ExtractsDocument3 pagesYeast ExtractsSorindah MolinaPas encore d'évaluation
- Simulating Environment With Winogradsky Report 2Document3 pagesSimulating Environment With Winogradsky Report 2Kai ChenPas encore d'évaluation
- Anaerobic DigestionDocument109 pagesAnaerobic DigestionAjaysingh BayasPas encore d'évaluation
- Supercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsD'EverandSupercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsSamuel P. SawanPas encore d'évaluation
- Phytochemical Profiling of Commercially Important South African PlantsD'EverandPhytochemical Profiling of Commercially Important South African PlantsPas encore d'évaluation
- Sulfur Dioxide, Chlorine, Fluorine and Chlorine Oxides: Solubility Data SeriesD'EverandSulfur Dioxide, Chlorine, Fluorine and Chlorine Oxides: Solubility Data SeriesColin L. YoungÉvaluation : 2 sur 5 étoiles2/5 (1)
- 1 s2.0 S089268751200386X MainDocument6 pages1 s2.0 S089268751200386X MainAndres PeñaPas encore d'évaluation
- Coking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneDocument7 pagesCoking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneAndres PeñaPas encore d'évaluation
- Analysis On Economic Benefits of Coalbed Methane Drilling TechnologiesDocument5 pagesAnalysis On Economic Benefits of Coalbed Methane Drilling TechnologiesAndres PeñaPas encore d'évaluation
- Biofuels Thinking Clearly - Dale 2008Document7 pagesBiofuels Thinking Clearly - Dale 2008Andres PeñaPas encore d'évaluation
- Balances Dif de CMDocument18 pagesBalances Dif de CMAndres PeñaPas encore d'évaluation
- CU-2RE PBE Service ManualDocument110 pagesCU-2RE PBE Service ManualcoronaqcPas encore d'évaluation
- This Study Resource Was: Laboratory Exercise 2 Preparation of Disturbed Soil Sample For Test ObjectiveDocument3 pagesThis Study Resource Was: Laboratory Exercise 2 Preparation of Disturbed Soil Sample For Test ObjectiveBienvenida Ycoy MontenegroPas encore d'évaluation
- A Curvature Compensated CMOS Bandgap Voltage ReferenceDocument4 pagesA Curvature Compensated CMOS Bandgap Voltage ReferenceMuhammad_Swilam_2010Pas encore d'évaluation
- Benq mp510 Level1Document212 pagesBenq mp510 Level1Juan Duarte Lopez100% (1)
- Flexibility and Safety: BERNSTEIN Safety Hinge SwitchesDocument12 pagesFlexibility and Safety: BERNSTEIN Safety Hinge SwitchespiterPas encore d'évaluation
- A Cylindrical Shadow Eclipse Prediction Model For LEO Satellites With Application To IRS SatellitesDocument14 pagesA Cylindrical Shadow Eclipse Prediction Model For LEO Satellites With Application To IRS SatellitesAsia Pacific Journal of Engineering Science and TechnologyPas encore d'évaluation
- SW11Document6 pagesSW11Adam GordonPas encore d'évaluation
- Cryogenic and Its ApplicationDocument11 pagesCryogenic and Its ApplicationBhoomika MansharamaniPas encore d'évaluation
- Asymmetric Cycler Time Relay: Instruction ManualDocument2 pagesAsymmetric Cycler Time Relay: Instruction ManualRamius HamdaniPas encore d'évaluation
- Metrolla Steels Industrial Visit ReportDocument39 pagesMetrolla Steels Industrial Visit ReportSanjay R Nair100% (1)
- InsulinDocument6 pagesInsulinJorelle-Nickolai RodriguezPas encore d'évaluation
- Project 3 FinalDocument15 pagesProject 3 Finalapi-285419046Pas encore d'évaluation
- Gama Dimat Catalog Be17Document16 pagesGama Dimat Catalog Be17ELMIR ADILPas encore d'évaluation
- Catalogo GIACOMINIDocument45 pagesCatalogo GIACOMINIIsrael Silva Hgo.Pas encore d'évaluation
- Flashcarder Project ProposalDocument2 pagesFlashcarder Project ProposalrydePas encore d'évaluation
- Size Matters: (Type The Document Subtitle)Document16 pagesSize Matters: (Type The Document Subtitle)SamarthGoelPas encore d'évaluation
- Column ChromatographyDocument9 pagesColumn ChromatographyMd Shahjalal Sagor67% (3)
- ASSAM - Uniform Zoning Regulation 2000Document35 pagesASSAM - Uniform Zoning Regulation 2000rajatesh1Pas encore d'évaluation