Vous aimerez peut-être aussi
- Iso 9001-2008Document30 pagesIso 9001-2008Velmurugan RamamoorthyPas encore d'évaluation
- New Generation Pumps Deliver Longer LifeDocument8 pagesNew Generation Pumps Deliver Longer Lifeanggera91Pas encore d'évaluation
- Is 13349 (Penstock)Document16 pagesIs 13349 (Penstock)praval84100% (1)
- EN 1092-1 Type 11 Welding Neck Flanges China ManufacturerDocument5 pagesEN 1092-1 Type 11 Welding Neck Flanges China Manufacturerpalyja standard100% (1)
- PO 20130916-01 For InvestaDocument10 pagesPO 20130916-01 For Investavinodkhare2007Pas encore d'évaluation
- El Bill PDFDocument2 pagesEl Bill PDFvinodPas encore d'évaluation
- FPD 1361 Ea4Document12 pagesFPD 1361 Ea4Moe LattPas encore d'évaluation
- Horn SystemsDocument4 pagesHorn SystemsArt DoePas encore d'évaluation
- Lawrence Pumps VPL3600: Vertical Lineshaft, Slurry PumpDocument8 pagesLawrence Pumps VPL3600: Vertical Lineshaft, Slurry PumpjnPas encore d'évaluation
- Chapter 5 Application of Insulating MaterialDocument21 pagesChapter 5 Application of Insulating MaterialAmir nawazPas encore d'évaluation
- Pumps Motors and Diesel Engine - Compliance by Wilo PDFDocument6 pagesPumps Motors and Diesel Engine - Compliance by Wilo PDFDurgawati MishraPas encore d'évaluation
- Sel Guide 1-15Document17 pagesSel Guide 1-15Ezequiel FinleyPas encore d'évaluation
- Maintain Sludge Pumps With Durability And LongevityDocument6 pagesMaintain Sludge Pumps With Durability And LongevityAvijitSinharoyPas encore d'évaluation
- Piping Codes & Standard and Cross ReferrenceDocument12 pagesPiping Codes & Standard and Cross ReferrencesmaluqPas encore d'évaluation
- Is 785 1998 Reinforced Concrete Poles For Overhead Power and Telecommunication Lines - SpecificationDocument10 pagesIs 785 1998 Reinforced Concrete Poles For Overhead Power and Telecommunication Lines - SpecificationDebajani DekabaruahPas encore d'évaluation
- DPR FormatDocument79 pagesDPR FormatMITHUNPas encore d'évaluation
- Hospital & Clinical Pharmacy Q&ADocument22 pagesHospital & Clinical Pharmacy Q&AKrishan KumarPas encore d'évaluation
- Vdi 2056Document12 pagesVdi 2056raji357Pas encore d'évaluation
- Healthcare Financing in IndiADocument86 pagesHealthcare Financing in IndiAGeet Sheil67% (3)
- Arun Babu QCDocument4 pagesArun Babu QCdashPas encore d'évaluation
- Tabla HDPE-Pipe PDFDocument4 pagesTabla HDPE-Pipe PDFBerinssonScottHernandezSucsoPas encore d'évaluation
- Bry Air Calculation SheetDocument18 pagesBry Air Calculation Sheetritabrata82100% (1)
- Carbon Arc Cutting PDFDocument44 pagesCarbon Arc Cutting PDFMark InnesPas encore d'évaluation
- Pressure Test Report Documents Loop 640/HFL-009 Test ResultsDocument1 pagePressure Test Report Documents Loop 640/HFL-009 Test ResultsKarthikPas encore d'évaluation
- Terminal Tractors and Trailers 6.1Document7 pagesTerminal Tractors and Trailers 6.1lephuongdongPas encore d'évaluation
- Closure Data PEDocument2 pagesClosure Data PEjowarPas encore d'évaluation
- Installation ManualDocument20 pagesInstallation ManualHasan GüleryüzPas encore d'évaluation
- The Turbo Air 6000 Centrifugal Compressor Handbook AAEDR-H-082 Rev 05 TA6000Document137 pagesThe Turbo Air 6000 Centrifugal Compressor Handbook AAEDR-H-082 Rev 05 TA6000Rifki TriAditiya PutraPas encore d'évaluation
- Vortex Grit Chamber - BrochureDocument3 pagesVortex Grit Chamber - BrochureLTE002Pas encore d'évaluation
- Ni-Fe-Cr-Mo-Cu-N Low-Carbon Alloys (UNS N08925, UNS N08031, UNS N08354, and UNS N08926), and Cr-Ni-Fe-N Low-Carbon Alloy (UNS R20033) Bar and Wire, and Ni-Cr-Fe-Mo-N Alloy (UNS N08936) WireDocument7 pagesNi-Fe-Cr-Mo-Cu-N Low-Carbon Alloys (UNS N08925, UNS N08031, UNS N08354, and UNS N08926), and Cr-Ni-Fe-N Low-Carbon Alloy (UNS R20033) Bar and Wire, and Ni-Cr-Fe-Mo-N Alloy (UNS N08936) WireSrinivasan KrishnamoorthyPas encore d'évaluation
- Rensa FittingsDocument9 pagesRensa Fittingsjpsingh75Pas encore d'évaluation
- INS P 035, Circularity Check - Cyl.sectionsDocument10 pagesINS P 035, Circularity Check - Cyl.sectionsDeepakPas encore d'évaluation
- Bolted Joint - Wikipedia v123Document8 pagesBolted Joint - Wikipedia v123Juan F CrsPas encore d'évaluation
- WPS FormatDocument2 pagesWPS FormatmanjuPas encore d'évaluation
- Astm A254 (1997)Document4 pagesAstm A254 (1997)Yalavarthi ChandrasekharPas encore d'évaluation
- China Standard PDFDocument1 pageChina Standard PDFgaminPas encore d'évaluation
- Metric Dowel PinsDocument1 pageMetric Dowel PinszainudinPas encore d'évaluation
- Casting DefectsDocument24 pagesCasting DefectsRadheshyam Suwalka100% (1)
- GD&T Symbols ExplainedDocument5 pagesGD&T Symbols ExplainedsampathPas encore d'évaluation
- Taha Associates CatalogueDocument34 pagesTaha Associates CatalogueZAHIDPas encore d'évaluation
- Design and Analysis of Disc Plate in Hot Blast Valve #DN1800Document8 pagesDesign and Analysis of Disc Plate in Hot Blast Valve #DN1800MounicaRasagyaPallaPas encore d'évaluation
- Elbow TrimDocument4 pagesElbow TrimSeptori GumayPas encore d'évaluation
- TC VerificationDocument33 pagesTC VerificationmaheshPas encore d'évaluation
- Armstech Training Division Brochure NewDocument12 pagesArmstech Training Division Brochure NewAnoop ChandranPas encore d'évaluation
- Esab Buddy TIG400iDocument2 pagesEsab Buddy TIG400iJeganeswaranPas encore d'évaluation
- Hex Bolt Identification GuideDocument4 pagesHex Bolt Identification GuideSyed ZakiuddinPas encore d'évaluation
- Split Type Airconditioner CS-C9DKD CU-C9DKD Service ManualDocument85 pagesSplit Type Airconditioner CS-C9DKD CU-C9DKD Service Manualchrspta67% (3)
- Is 3614 - 1 Fire Check DoorsDocument21 pagesIs 3614 - 1 Fire Check DoorsCharls JamesPas encore d'évaluation
- 4853 1982Document20 pages4853 1982govimanoPas encore d'évaluation
- Knife Gate Valve Testing ProceduresDocument2 pagesKnife Gate Valve Testing ProceduresmehtahemalPas encore d'évaluation
- Holiday Detector PoroTest 7 enDocument4 pagesHoliday Detector PoroTest 7 enabcPas encore d'évaluation
- Product Data: Hempadur Multi-Strength 35530Document2 pagesProduct Data: Hempadur Multi-Strength 35530Vijayaraj KumarPas encore d'évaluation
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 pagesTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenPas encore d'évaluation
- OCS Prel WPS 007Document2 pagesOCS Prel WPS 007vinothPas encore d'évaluation
- Advantage & Disadv of Bellow & Slip JointDocument2 pagesAdvantage & Disadv of Bellow & Slip JointSharun Suresh0% (1)
- Described As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Document2 pagesDescribed As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Trịnh Quốc TuyếnPas encore d'évaluation
- Instrumentation Pipe & Weld Fittings: 6000psig, 10000psig and Standard RatingDocument5 pagesInstrumentation Pipe & Weld Fittings: 6000psig, 10000psig and Standard Ratinggohjh80Pas encore d'évaluation
- GMAWDocument12 pagesGMAWsushant47Pas encore d'évaluation
- Dynamic and Static Balancing of Rolls - How, Why and WhenDocument2 pagesDynamic and Static Balancing of Rolls - How, Why and WhenAbolfazl KhakiPas encore d'évaluation
- Letter For Testing of PQRDocument1 pageLetter For Testing of PQRPA PROJECTS PVT LTDPas encore d'évaluation
- Nabakem Metal Surface Coating AgentDocument6 pagesNabakem Metal Surface Coating Agentsutrisno00Pas encore d'évaluation
- Knife Gate Valve - AVKCMSDocument2 pagesKnife Gate Valve - AVKCMSjuantamad02Pas encore d'évaluation
- Is 513 Amendment-1Document2 pagesIs 513 Amendment-1sanjeev00747488Pas encore d'évaluation
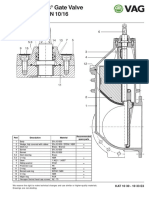
- Vag Ekoplus Gate Valve: DN 350... 400 PN 10/16Document2 pagesVag Ekoplus Gate Valve: DN 350... 400 PN 10/16winston11Pas encore d'évaluation
- Bogie Technical RequirementsDocument8 pagesBogie Technical RequirementsAmit shahPas encore d'évaluation
- F 708 - 92 R97 - Rjcwoc05mli5nw - PDFDocument13 pagesF 708 - 92 R97 - Rjcwoc05mli5nw - PDFRománBarciaVazquezPas encore d'évaluation
- F 1007 - 86 R02 - Rjewmdc - PDFDocument4 pagesF 1007 - 86 R02 - Rjewmdc - PDFRománBarciaVazquezPas encore d'évaluation
- Bridge Technical NoteDocument5 pagesBridge Technical Noteপ্রিয়দীপ প্রিয়মPas encore d'évaluation
- Ministry of Petroleum and Natural Gas Annual Report InsightsDocument214 pagesMinistry of Petroleum and Natural Gas Annual Report InsightsAbhijeetPas encore d'évaluation
- D1-160 - LEWA Dosing Pump TechnicalDocument38 pagesD1-160 - LEWA Dosing Pump Technicalraji357Pas encore d'évaluation
- Doing Business in The Oil Gas Sector Opportunities For German Companies 2019Document60 pagesDoing Business in The Oil Gas Sector Opportunities For German Companies 2019raji357Pas encore d'évaluation
- 5600Document6 pages5600raji357Pas encore d'évaluation
- Goulds 3180 BulletinDocument20 pagesGoulds 3180 Bulletinraji357Pas encore d'évaluation
- 8008 1 PDFDocument6 pages8008 1 PDFraji357Pas encore d'évaluation
- Valve George Fischer PDFDocument31 pagesValve George Fischer PDFraji357Pas encore d'évaluation
- FLOWTITE GRP Pipe Systems - For Bridge - and Tunnel Drainage - enDocument24 pagesFLOWTITE GRP Pipe Systems - For Bridge - and Tunnel Drainage - enraji357Pas encore d'évaluation
- 778 PDFDocument31 pages778 PDFraji357Pas encore d'évaluation
- Valve George FischerDocument31 pagesValve George Fischerraji357Pas encore d'évaluation
- FLOWTITE GRP Pipe Systems - For Bridge - and Tunnel Drainage - enDocument24 pagesFLOWTITE GRP Pipe Systems - For Bridge - and Tunnel Drainage - enraji357Pas encore d'évaluation
- FLOWTITE GRP Pipe Systems - For Bridge - and Tunnel Drainage - enDocument24 pagesFLOWTITE GRP Pipe Systems - For Bridge - and Tunnel Drainage - enraji357Pas encore d'évaluation
- A 350 PDFDocument8 pagesA 350 PDFraji357Pas encore d'évaluation
- 5600Document6 pages5600raji357Pas encore d'évaluation
- 5312 1 PDFDocument18 pages5312 1 PDFraji35750% (2)
- Ingress Protection RatingDocument12 pagesIngress Protection Ratingraji357Pas encore d'évaluation
- Hot-Rolled Steel Strip For Welded Tubes and Pipes - SpecificationDocument9 pagesHot-Rolled Steel Strip For Welded Tubes and Pipes - Specificationraji357Pas encore d'évaluation
- PsychrometryDocument17 pagesPsychrometryChirag GoyalPas encore d'évaluation
- 807 - Cranes & HoistsDocument47 pages807 - Cranes & HoistsShyam VarunPas encore d'évaluation
- 807 - Cranes & HoistsDocument47 pages807 - Cranes & HoistsShyam VarunPas encore d'évaluation
- Chemistry CHM 1311C 2012 Test 1 BlankDocument6 pagesChemistry CHM 1311C 2012 Test 1 BlankSimon HagosPas encore d'évaluation
- HBV Real Time PCR Primer Probe Sequncence PDFDocument9 pagesHBV Real Time PCR Primer Probe Sequncence PDFnbiolab6659Pas encore d'évaluation
- India Vision 2020Document9 pagesIndia Vision 2020Siva KumaravelPas encore d'évaluation
- CSK - W - My - Mother - at - Sixty - Six 2Document2 pagesCSK - W - My - Mother - at - Sixty - Six 2Aaron JoshiPas encore d'évaluation
- Impact of Dairy Subsidies in NepalDocument123 pagesImpact of Dairy Subsidies in NepalGaurav PradhanPas encore d'évaluation
- Overhead Set (OBC)Document19 pagesOverhead Set (OBC)MohamedPas encore d'évaluation
- WHO COVID-19 Situation Report - July 11Document16 pagesWHO COVID-19 Situation Report - July 11CityNewsTorontoPas encore d'évaluation
- EDSP Quantitative and Qualitative FormDocument2 pagesEDSP Quantitative and Qualitative FormTalal SultanPas encore d'évaluation
- Sugar Reseach in AustraliaDocument16 pagesSugar Reseach in AustraliaJhonattanIsaacPas encore d'évaluation
- Notes Lecture No 3 Cell Injury and MechanismDocument5 pagesNotes Lecture No 3 Cell Injury and MechanismDr-Rukhshanda RamzanPas encore d'évaluation
- ABB Leaflet Comem BR-En 2018-06-07Document2 pagesABB Leaflet Comem BR-En 2018-06-07Dave ChaudhuryPas encore d'évaluation
- GDCR Final PDFDocument311 pagesGDCR Final PDFHrushikesh PatelPas encore d'évaluation
- CV Dang Hoang Du - 2021Document7 pagesCV Dang Hoang Du - 2021Tran Khanh VuPas encore d'évaluation
- Nursing Care of ElderlyDocument26 pagesNursing Care of ElderlyIndra KumarPas encore d'évaluation
- Risk Management in Educational InstitutionsDocument8 pagesRisk Management in Educational InstitutionsBhoxszKurtjusticePascualPas encore d'évaluation
- Variable Displacement Engines: The Magic of Cylinder DeactivationDocument3 pagesVariable Displacement Engines: The Magic of Cylinder DeactivationdinuPas encore d'évaluation
- Jaimin PatelDocument3 pagesJaimin PatelSanjay SinghPas encore d'évaluation
- Causes of DyspneaDocument9 pagesCauses of DyspneaHanis Afiqah Violet MeowPas encore d'évaluation
- Rice Research: Open Access: Black Rice Cultivation and Forming Practices: Success Story of Indian FarmersDocument2 pagesRice Research: Open Access: Black Rice Cultivation and Forming Practices: Success Story of Indian Farmersapi-420356823Pas encore d'évaluation
- Rundingan Perdagangan Antara Malaysia Dan Indonesia Di Wisma Putra, Kuala Lumpur 1967Document15 pagesRundingan Perdagangan Antara Malaysia Dan Indonesia Di Wisma Putra, Kuala Lumpur 1967nixyingboPas encore d'évaluation
- Group 17-Solid State NMR - Questions-AnswersDocument5 pagesGroup 17-Solid State NMR - Questions-AnswersOmkar AkulwarPas encore d'évaluation
- ZP Series Silicon Rectifier: Standard Recovery DiodesDocument1 pageZP Series Silicon Rectifier: Standard Recovery DiodesJocemar ParizziPas encore d'évaluation
- Causes of Failure of Earth DamsDocument11 pagesCauses of Failure of Earth DamsThéoneste NSANZIMFURAPas encore d'évaluation
- Stepan Formulation 943Document2 pagesStepan Formulation 943Mohamed AdelPas encore d'évaluation
- Amaryllidaceae Family Guide with Endemic Philippine SpeciesDocument28 pagesAmaryllidaceae Family Guide with Endemic Philippine SpeciesMa-anJaneDiamos100% (1)