Académique Documents
Professionnel Documents
Culture Documents
Manual Torno
Transféré par
Mario Nuñez HernandezDescription originale:
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Manual Torno
Transféré par
Mario Nuñez HernandezDroits d'auteur :
Formats disponibles
LeBlond Regal Lathes
Operation, Maintenance & Parts Manuals are available for all the Regal lathes. Email for details A very successful manufacturer, the R. K. LeBlond Machine Tool Company of Cincinnati, Ohio had, since its founding in 1888, outlived five production plants, with each in turn being replaced by a bigger and better-equipped facility. By 1929 their 440,000 square-foot factory, set in pleasant grounds at the corner of Madison and Edwards Roads, Hyde Park, was employing some 900 people all devoted exclusively to the manufacture of heavy industrial lathes from ordinary "engine" types (backgeared and screwcutting to the UK reader) to massive 60,000 pounds crankshaft-turning models equipped to finish all eight crankpins on an eight-cylinder engine at the rate of twenty cranks per hour. Whilst that might be considered a modest achievement set against 21st century machining times it was, for the era, a significant technical achievement and enabled LeBlond to offer state-of-the-art manufacturing equipment to automobile and other mass-production makers. Unfortunately, in 1930, LeBlond faced, as did all manufacturing industry, the Great Depression and its accompanying slump in trade. In order to survive the company decided to widen its market and introduced, alongside it's long-established range of heavy engine lathes, a range of lighter, more-affordable models designed to appeal to the lower end of the market: better-off homeexperimenters and model-makers, research departments, training schools, motor-repair garages, the selfemployed and similar buyers. However, even with keen pricing and the backing of the respected LeBlond name, success could not be guaranteed for the new range, branded "Regal", entered a section of the industry already dominated by, amongst others, such well-established makers as South Bend, Sheldon, Barnes and Seneca Falls. Thankfully for the shareholders, LeBlond's approach was well thought out: although the lathes would only weight from one-third to one half as much, they would all mirror the quality and desirability of their industrial equivalents. They would have the most up-to-date specification possible, be easy to operate, come equipped ready for use and be introduced as a complete range with 10, 12, 14, 16 and 18-inch swings (actual capacity was always slightly more) Headstocks would be all-geared (no alternative flat or V-belt drive versions would be offered) with lever-operated speed changes and the exclusive use of built-on, self-contained motor drives with power transmitted to the headstock input shaft by the use of the recently-introduced (circa 1930) V-belt. All would have a proper screwcutting gearbox, a separate feed-rod to drive the sliding and surfacing feeds (engaged by a fool-proof, snap-engagement system) and a robust carriage assembly whose design was not compromised by having to allow for a gap bed. As the sole concession to hard times the cheapest model, the 10-inch, could be had to special order without the power cross feed and with a set of changewheels for screwcutting. Popular in the UK during WW2 (and with many examples still in use in the 21st century) production of the 10-inch was to end in 1945 - though other models, constantly developed and refined, continued into the 1980s. Notable changes in design occurred in approximately 1946 and (in very much more radial form) during the late 1950s when an even wider variety of models and types was introduced. The two earlier types are easily distinguished by the disposition of their headstock controls and the final model (in standard, Servo-shift and sliding-bed forms) by its modern, very angular lines. Although the larger Regal lathes in 21 and 24-inch sizes were enormous machines, comparable in some respects to the proper very heavy-duty LeBlond engine lathes, unfortunately there was an attempt to stretch them beyond their limits with the introduction of what amounted to very large-bore "Oil Country" headstocks. In the 1980s LeBlond had tried to produce their lathes, particularly the lighter "Regal" models, all (or in part) at a low-cost plant in Singapore. This was the last gasp for the company and, when the new Japanese owners, Makino, had finished with them, they had built their last proper engine lathes. Unfortunately the patterns, core boxes, jigs and fixtures had all been shipped to Singapore and, when the end came, all were ordered to be burned or scrapped - a decision that precluded anyone from trying to resurrect the machines. Continued below:
LeBlond Regal 10-inch Continued: Early Models Made from close-grained iron mixed with steel and nickel the bed carried inverted "V" and flat ways (separate for carriage and tailstock) with the front and back walls in the form of I beam sections joined by closely-spaced cross girths. The beds were first rough machined and then seasoned for some months before being finished planed in batches and then hand scraped to a "master". Each saddle assembly was also scraped to its particular bed and then, with the apron fitted, the carriage rack located to the bed with screws and dowel pins. An enormous variety of bed lengths was available that gave between-centres' capacities of 18", 24", 30", 36" and 42" for the 10-inch, 12-inch and 14-inch models (with an additional 66-inch model for the 12-inch and 14-inch swing lathes only) whilst the 16-inch and 18-inch could be had with a capacity of 30", 42", 54", 78" and 102" - and 126" for the 18-inch model only. On all sizes of "Regal" the headstock was of similar construction with a box-form casting, closed at the top (with a heavy iron cover), reinforced under the main spindle bearings and with an oil bath in the base to lubricate the gears by splash. LeBlond recommended: "a medium grade of machine or automobile oil" - though this would have been before the addition to motor oils of chemicals unfriendly to machine-tool components left standing unused for long periods. The spindle bearings, phosphor bronze but tinned with a layer of high-quality "babbit", were retained by heavy caps locked down by Allen-headed socket screws. The bearings were hand scraped to the spindle and (to keep out any particles from worn gears) lubricated from separate flip-top oilers fitted with felt filter pads. Although the very powerful LeBlond industrial engine lathes would have had their main headstock gears made from drop forgings, on the Regal line all were made instead from steel blanks. After the machining the bore, keyways, splines, sides and cutting of the teeth, each gear was burnished before being subjected to a hardening heat treatment process. Other than those on the main spindle, headstock gears ran on shafts spinning in plain phosphor bronze bearings fed with splash oil that had been collected in reservoirs and filtered through felt pads. The final drive gears were of helical form and provided not only an exceptionally quiet and smooth-running headstock when new but also when well worn and badly abused. 8 spindle speeds were provided with a high/low lever on the right of the headstock's front face and a four-speed selector to the left with both indexing through positions located by spring-loaded plungers. To aid speed changes (and engagement of tumble reverse) a polished-rim handwheel was formed as part of the headstock drive pulley and arranged to protrude through the cast-iron belt-run cover. By gently moving the wheel back and forth the operator was able to persuade the gears into mesh as he moved the headstock selector levers. Although rather small on early versions the wheel was later increased in size to almost the full diameter of the pulley. On stand-mounted lathes the hinged motor-plate (adjustable for belt tension) was bolted to the back of the headstock-end leg and on bench machines to the rear of an extended headstock-end foot. Although underdrive systems with the motor inside a cabinet leg had been in production for some time the importance of this new system, with its deceptive neatness, simplicity and economy cannot be understated for it quickly became an industry standard, being copied by almost all other makers of similar machines. A further important point was the provision as standard of an electrical reversing switch, mounted in a convenient position on top of the headstock: when the lathe was delivered it could be put to work straight away and its position in the factory of workshop determined not by where a cumbersome countershaft could be mounted, or the line-shafting picked up, but where was most convenient and efficient. Continued below:
Early Regal headstock with 2-lever control of spindle speeds
Continued: In order to give maximum support to the cutting tool the saddle was fitted with four long, equal-length wings and the cross-slide (unfortunately of the short type that tended to wear just the front and middle part of its ways) arranged to sit on its exact centre line. This theoretically desirable state of affairs was permitted by both setting the front and back faces of the headstock inwards - and so allowing the saddle wings to run on past the spindle nose - and the absence of an gap in the bed, an undeniably useful feature but one that brings complications in its wake. The apron of the 10", 12" and 14" models was of identical design and, although of single-sided construction, was heavily built, tongued on the ends to locate to the saddle, clamped by 4 bolts and incorporated proven features from the maker's larger engine lathes. The gears were all cut from the solid and mounted on good-sized studs that ran in long, wear resistant housings. To ensure as rigid an assembly as possible the apron was dowelled to the saddle and clamped by a recent invention, socketheaded Allen screws, whose clamping force was so much easier to exploit that the slot-headed screws used by so many other makers that had to be tightened by nothing more than a glorified screwdriver. The arrangements for power sliding and surfacing feeds were well though out, of robust simplicity, and known for a long and trouble-free life. A feed-rod, slotted to pick up a key carried inside a long sleeve held in a bearing on the inside face of the apron, emerged from the screwcutting gearbox. On the end of the sleeve was a small pinion that drove a large crown wheel on whose supporting shaft was cut a wide-faced pinion. The drive was made to pass from the wide pinion to either the cross-feed screw or the bed rack by means of a 3-position sliding gear the knurled head of which emerged through the face of the apron as a selector for the operator to manipulate. With the selector pushed in power sliding was achieved (up and down the bed) with it pulled fully out power cross feed was selected. Only in its middle position would it safely allow the leadscrew clasp nut to be closed for screwcutting. Whilst the push-pull button selected the appropriate feed direction for engagement and disengagement a separate lever with two springindexed positions was used that simply slide the pinion into and out of engagement with the crown wheel. Unlike the "safety" wind-in-and-out clutches used by some makers that required the operator to anticipate the disengage position and then unscrew a control knob to stop the feed on the LeBlond the action was instantaneous and absolutely safe. To prevent damage to the gears by, for example, running the carriage into the chuck, the feed-rod on the 10, 12 and 14-inch models was in two parts but connected at a socket where a cross drilling on the inner shaft held a powerful spring that pushed on a ball bearing at each end. The balls sat in shallow sockets drilled in the outer shaft and, under normal conditions, the two parts rotated as one. In the case of an overload the spring-loaded balls allowed the shafts to slip but, as soon as the stress was removed, the mechanism automatically reconnected the drive. On the 16 and 18-inch versions a simple shear pin was provided in the feedrod drive, the excuse advanced being that the more experienced craftsman employed on such large lathes would be unlikely to make simple handling errors. The apron of the larger Regal models was an exact duplicate of that used on the company's heavy-duty engine lathes. Of double-wall construction, made from a single casting and braced by cross ribs, LeBlond claimed that its patented design contained around 50% fewer parts than generally used by competing manufacturers and was thus far less likely to go wrong or suffer wear of small but critical components. The main drive gears were made from drop-forged steel and ran on hardened and ground shafts with the bed rack engagement gear (the rack pinion, a source of weakness on many lathes) being in chrome nickel alloy steel normalised and hardened. The same sort of large crown wheel was used but driven by either of two pinions, one at each side and selected by a lever on the apron face, which had the effect of causing the carriage to move left or right without having to reset the headstock-mounted tumble-reverse mechanism. In the centre of the assembly was a "spider clutch", a ring of fine teeth, used to engage and disengage the drive. Although of different internal design the apron used external controls that mirrored those on the smaller machines: there was a similar kind of in-out feed selector button and one easily-operated lever (connected to the spider clutch) to instantly start and stop the feeds - with no friction device to hamper the process.
Continued below:
Early Regal carriage assembly Continued: Of utterly conventional design the compound slide rest had (the usual failing at the time) rather small friction micrometer dials, gib strips adjusted by pusher screws and a "short" cross slide that tended to concentrate wear the front and middle part of its ways. The top slide was clamped down by two T-bolts with their heads held in a circular T-slot machined in the cross slide. The graduations to indicate the degree of swivel were on the inside front edge, and hence difficult to read, but its tool-holding T-slot was usefully-large. On all sizes of the first Regal lathe the screwcutting arrangements were identical with an output gear on the spindle driving through an externally-mounted tumblereverse mechanism (a reverse plate in LeBlond terminology) with the gears in steel and running on hardened studs. Whilst it was not unusual for smaller lathes to have the tumble gears on overhung shafts (and continues so to this day) on larger machines, from many makers, they were generally fitted inside the headstock where, better supported and running in oil, they had a far easier time. After WW2 LeBlond redesigned the Regal headstock so this improvement was included and also removed the quadrant-arm mounted sliding gear (that provided a change between fine-feeds and screwcutting) and built that mechanism into the headstock as well. The later, improved headstocks are easily identifiable by a pair of small levers, set one above the other between the main spindle speed-change levers. Shared by the 10", 12" and 14" Models, the same ingeniously-designed quickchange screwcutting and feeds gearbox was used and consisted of a separate unit bolted to the front of the bed. The 20-degree pressure angle gears were all in steel (though not hardened) and lubrication of the box depended upon the whim of the operator who had to swing aside a protective plate on the top and use an oil can to fill a small reservoir from which lubricant tricked down various holes to appropriate places. An eight-position, spring-plunger selector slid along a long cylinder and protruded from the face of the box. It carried a captive gear that was permanently meshed with a long gear on the inside of the cylinder and could also be engaged with any of eight feed gears on an intermediate shaft. A horizontal, three-position lever at the bottom of the box and provided three different ratios for each of the eight positions on the tumbler (giving twenty-four in total) whilst a two-position sliding gear on the gear train from the headstock (its head protruding through the gear guard) doubled the number of feeds and pitches to a total of forty-eight. Pitches varied from 2 to 112 t.p.i and feeds from 0.0025" to 0.144" per revolution of the spindle. Whilst the drip-lubricated screwcutting and feeds box used on the larger models was of a similar appearance to that used on the smaller versions its internal design was more akin to those employed on the company's larger commercial lathes, a design so successful that the company was able to proudly claim that the number of gearbox repair parts requested over 25 years been "practically nothing". A fourposition selector on the face of the box increased the total number of threads and feeds to 56. Pitches varied from 1.5 to 184 t.p.i and longitudinal feeds from 0.001" to 0.125" per revolution of the spindle. Unlike many machine-tool manufactures, including South Send, who bought their leadscrews in from specialist makers LeBlond made their own from lengths of a high-carbon steel bought in as ground stock. The left-hand Acme-form thread was first roughed out on a thread milling machine and the leadscrew then rested for a time sufficient to relieve the strains of the initial machining. It was then finished by a "thread-chasing" process on a special lathe equipped with a precision leadscrew itself cut from a certified Master Leadscrew kept under temperature controlled conditions. The screw was mounted on the lathe between ground washers with the thrust arranged to be taken at the better-supported gearbox end when cutting righthand threads. Like other parts of the various models the leadscrews were properly sized according to their duties: 8 t.p.i by " diameter on the 10-inch model; 6 t.p.i. by 1" on the 12-inch and 14-inch and 4 t.p.i. by 13/16" on the 16-inch and 18-inch versions. Continued below:
Apron as used on the first Regal 10, 12 and 14-inch models Continued: The tailstock was typical of LeBlond practice: hand-scraped to the bed and built so that the upper section could be off-set on the sole plate for the turning of shallow tapers, the casting was also carefully shaped so that when brought up along side the top slide the latter could still be operated when turning very short jobs between centres. The Morse-taper spindle was of high carbon steel, ground finished and marked with ruler graduations for drilling. It was driven by an Acme thread running though a bronze nut and locked by a substantial lever that closed down opposing clamps. The company's move into a new product line at the beginning of the 1930s proved to be fully justified with the Regals remaining in production until the early 1960s when they were replaced by a range carrying the same name but of radically altered design and very angular, modern styling. Although during their long production run the lathes remained essentially the same, after WW2 the 10-inch dropped and the other models revised with 13", 15", 17", 19", 21" and 24" swings (an interesting machine introduced at the same time, though it shared nothing with the Regal, was the ingenious if complex Dual-Drive. During the 1940s a number of improvements were made to functionality and durability by including the use of heavier stands with castiron box plinths beneath headstock and tailstock and offering as extras, various features including higher speed ranges to take advantage of carbide-tipped tools, roller-bearing headstocks, gap beds, a one-shot lubrication system that oiled the apron internals and bed and cross-slide ways, the useful feed-rod safety coupling extended to the whole range (instead of just the smaller models) and headstock spindles fitted with a multi-disc clutch and brake unit operated by duplicated controls levers on apron and screwcutting gearbox. Regal lathes were offered with the usual range of accessories - chucks, steadies, taper-turning attachments, toolpost grinders, micrometer carriage stops - as well as an unusual "Millerette" attachment. Built in three sizes the unit carried a T-slotted table on which was mounted a worm-and-wheel driven indexing unit that allowed, besides the usual milling operations, dividing work and the generation of spur and bevel gears, splines and slots. Tony Griffiths
Apron used on the early 10, 12 and 14-inch models
Apron used on the early 10, 12 and 14-inch models
Early 10, 12 and 14-inch screwcutting gearbox
Inside the early 10, 12 and 14-inch screwcutting gearbox
LeBlond Regal Lathes
Operation, Maintenance & Parts Manuals are available for all the Regal lathes.
LeBlond "Dual-Drive" Lathe Mk. 1
Introduced in 1946, the 15-inch swing by 30-inch between centres LeBlond "Dual Drive" was to be built in Mk. 1 and Mk. 2 versions in attempt to provide a versatile lathe for "training, maintenance, experimental workshops and light production duties". The main feature of this heavy, 2450 lb lathe was a headstock of mechanical complexity with two separate drive systems powered from a single, 1800 r.p.m 3 h.p. motor mounted on a pivoting plate underneath the headstock. A quiet-running high-speed range (540, 782, 1140 and 1800 r.p.m.) was provided by 4 V-belts and low and intermediate speeds (28, 41, 60, 95, 134, 193, 282 and 445 r.p.m.) by a fully-geared drive where greater torque was required for such tasks as turning large diameters or achieving higher-than-usual rates of metal removal. The Dual-Drive was mounted as standard on separate heavy-gauge sheet-steel plinths under headstock and tailstock with a chip tray incorporating a deep central swarf pan. Doors in both end faces of the stand gave access to the motor compartment beneath the headstock and a storage compartment at the other end. Continued below:
Mk. 1 LeBlond Regal Dual-drive Continued: Of typically LeBlond design, the headstock, was heavily built with hardened and ground alloysteel gears running on drive shafts that were all, with the exception of the bronze-bushed feed from spindle to changewheels, supported in ball or roller bearings. The No. 4 Morse taper headstock spindle was bored through 1.5-inches, ran in taper-roller bearings and - surprisingly in view of the lathe's strength and capacity - was fitted with only the smallest of the American long-key tapernose fittings - an L00. Instead of a simple splash lubrication system the headstock was provided with an automatic forced feed from a pump - though this worked only when the spindle was going forwards; if used in reverse for any length of time the makers advised running forwards occasionally to feed oil to gears and bearings or, if used continuously in reverse, to take out the unidirectional pump and replace it at 90-degrees to its normal position. With great ingenuity the designers had arranged not only for one control lever to select the 12 speeds (by rotation and though a hinge that provided an axial movement) but also for the carriage feed rate to be slowed automatically when a change was made from slow-speed gear to high-speed belt drive. Although the 4-step V-belt drive pulleys on motor and input shaft were entirely conventional the final drive (for the high-speed) was by twin V-belts running on pulleys a fixed distance apart with no means of adjusting the belt tension. Because the makers must have rejected the idea of using "link-belts", the lower pulley had to be made adjustable: this was achieved by producing a large hub with its right-hand flange formed as the outer section of one V-pulley. Keyed to the hub, and adjustable along it, was a central ring machined so that each side formed one half of a V groove; to complete the assembly a second ring, again machined with half a V groove, was screwed to the outer part of the hub. By adjusting the position of the central and outer rings (by means of a screw-on boss) the effective width of the V-grooves could be narrowed or widened and hence the belts moved slightly inwards or outwards to adjust the tension. On lathes with serial numbers 2 to 225 and 227 to 272 inclusive the drive to the spindle incorporated a combined multi-plate clutch and brake unit mounted outboard of the 4-step headstock drive pulley whilst all the others should be found fitted with a self-adjusting and maintenance free electrically-operated brake. The electrical control of the spindle (start, stop, reverse and brake) was by a "third-rod" system with two control levers, one on the screwcutting gearbox and the other on the right-hand face of the apron. Continued below:
Continued: After the complications of the drive system and headstock the rest of the lathe was refreshingly straightforward, though, at the same time, well up to contemporary standards of design. The bed was enormously strong, 11-inches wide and 9.75-inches deep and could be ordered in length increments of 12-inches (though in catalogues the lathe appears only as a 30-inch between centres model). Whilst on early versions the ways for the carriage were machined from the bed material, and of conventional, symmetrical inverted V pattern, later machines used separate hardened steel ways with that at the front in a form LeBlond termed "compensated" - that is, an extra-wide, shallow-angle outer surface (to better absorb wear) and an inner surface set at a much steeper inclination to take tool thrust. The ways, both ran on past the front and back faces of the headstock so allowing the carriage to overlap it and permit the carriage to be of symmetrical design with long, equal-length wings and the cross slide positioned exactly on its centre line. Formed from a onepiece casting with double walls the apron held a supply of oil in its base distributed by a handoperated plunger pump to the apron bearings and gears, the cross slide ways and bed. The power sliding and surfacing feeds were arranged in a manner similar to that employed on the larger of the early Regal lathes with instant, easy and fool-proof selection and engagement no matter how heavy the cut. A separate slotted power rod, driven by a multi-face dog clutch on the output from the screwcutting gearbox and fitted with the usual LeBlond design of safety-overload, spring-loaded, automatically re-setting ball-bearing clutch, ran through an apron-mounted pinion and drove it through a sliding key. The pinion drove, in turn, a crown wheel and then (through a toothed "face clutch" and a sliding selector gear controlled by a single handle on the face of the apron), the power feeds. A separate lever, emerging from the apron's right-hand face, was used to clutch the feeds in and out. Unlike the heavier LeBlond lathes the carriage feed could not be reversed from the apron instead the usual headstock-mounted lever was employed working through an internally mounted tumble-reverse mechanism. A useful device fitted to all Dual-Drives was a multiple automatic length stop. This consisted of a long bar below the feed-rod supplied with three adjustable stops (though more could be fitted) that engaged against an trip bar that stopped the carriage drive by feed-rod's dog clutch. By just lifting the trip lever handle a spring snapped the bar to the right and re-engage the feed-rod clutch. Continued below:
Dual-drive headstock interior Continued: Fully enclosed, the screwcutting and feeds gearbox was provided with a positive flow of oil from the same pumped supply used by the headstock. The initial 2-speed drive to the box was from a lever on the headstock marked fine and coarse feeds. An 8-position spring-loaded tumbler then selected the main pitches with each having three ratios selectable by a 3-position quadrant lever on the face of the box - thus giving a total of 48 pitches and feeds. The leadscrew was normally left disengaged other than when screwcutting with a 2-position lever, on the face of the box, providing easy selection and disengagement. With good-sized zeroing micrometer dials the compound slide rest had taper gib strips adjusted by pusher screws at front and back. The top slide was clamped down by two T-bolts, with heads held in a circular T-slot machined in the cross slide, and its tool-holding T-slot set at an angle. Unfortunately the cross slide was of the "short" type, a design that guaranteed wear would be concentrated on the front and middle section of its ways. An unusual fitting was hinged swarf guard at the back that could be raised to aid lubrication of the feed screw. The tailstock was suitably massive and Although a finely engineered piece of work, in true LeBlond fashion, and with easy-to-use controls the same speed range could have easily been achieved without the Dual-Drive headstock by conventional gearing and a 2-speed electric motor - though perhaps the absence of gear-chatter marks on very fine surface finishes turned with the smooth-running V-belts was thought to be worthwhile. Tony Griffiths
Inside the Dual-drive's screwcutting gearbox
Rear of the Dual-drive's apron
LeBlond "Dual-Drive" Lathe Mk. 1
LeBlond Lathes - USA
Handbooks are available for many LeBlond lathes. Please email for details LeBlond have long been regarded as a maker of high quality machines; their claim was not that they produced "Toolroom-standard" machines but simply, to quote from their publicity literature, "better lathes". And they were better; the US government made extensive use of them in military repair shops and some are known to have lasted through forty years of heavy use with complete reliability. In amateur circles the LeBlond Regal 10" , part of the "Regal" series introduced in 1931 to compensate for a flagging industrial market, is especially famous and was exported in large numbers during World War 2 and so is well known both in its home country and in Great Britain (this lathe can be found on a separate section of the site). Having to appeal to non-industrial users - repair shops and wealthy amateurs - the "Regal" lathes were much lighter than the company's previous products and had separate catalogs devoted to them. The heavier LeBlond lathes (the smallest of which, until the late 1920s, was of 15" swing, are illustrated on the pages with hyper-links at the top of this page. An interesting account of LeBlond's later years and observations about some of their post WW2 machines can be found here.
Typical of the pre-WW2 LeBlond lathes was the 17" Heavy Duty. Avail both open-belt and geared-headstock versions it was almost identical in a to both smaller and larger
"Single-Pulley Driven Headstock" - external view On LeBlond Lathes of 15" to 23" capacity, the front and rear spindle bearing were of different construction. The front bearing, being the more heavily loaded of the two, was formed by shrinking a hardened-steel sleeve onto the spindle and then finish grinding it in position. The bearing then ran directly in the cast iron of the headstock - an ideal combination of surfaces for long and reliable operation. The left-hand bearing, being much less heavily stressed was formed from traditional "babbit " bearing metal. LeBlond claimed that the two bearings would wear at the same rate, and so keep the spindle in as near perfect alignment as possible however, they did acknowledge that both the design and material specified for headstock bearings were contentious matters - and were therefore prepared to supply disbelievers with either phosphor bronze or babbit bearings as required.
"Single-Pulley Driven Headstock" - an internal view. The geared headstock provided twelve spindle speeds, with the use of thirteen gears, all of which were made of nickelalloy steel, heat treated and hardened- - the bores being ground concentric with the pitch circle after heat treating to ensure that they ran as quietly as possible. The headstock components were of robust proportions, the gears being unusually wide faced and of large diameter.
On the open flat-belt drive headstocks LeBlond employed a form of clutched double backgear which, once engaged, could be instantly changed between the two low-speed ratios by the single stroke of a lever. This lathe three speed ranges: open high, intermediate low and slow.
On the very largest LeBlond lathes of 33" and 36" capacity, a "Triple backgear" was offered that was, in effect, a backgear built onto a backgear. This arrangement enabled the lathes to run not only at the high speeds necessary for smaller work, but also at the very low speeds which the cutting tools of the day demanded when taking heavy cuts on the largest diameter the lathes could accommodate.
Massively constructed, the bed of the LeBlond lathe featured a much steeper angle to the front way than that provided by other makers - this was designated by the makers as their "Improved Compensating V" and was claimed to overcome the limitations that were evident in the standard American inverted V arrangement with its equal-sized ways of very limited area. The back of the carriage ran on a flat way (and was retained by a flat gib underneath, copying "English" practice) whilst the top of the front ways were exceptionally broad and the Vs arranged at 15 degrees and 70 degrees which, it was claimed, prevented the carriage from trying to climb over them under heavy cuts.
Heavily-built LeBlond 25" lathe of 1921 clearly showing the bed section with its steeply-racked, wide-surface "inverted V" construction. Note the rack-driven tailstock - no need to send for two apprentices to push it along the bed. Like many makers of the time LeBlond seemed content to fit what today would be considered very undersized micrometer dials to the compound-slide feed screws.
A box-section casting was used for the LeBlond apron, a design that supported the various gear-carrying shafts at both ends. Tongued at both ends for accurate location, the Apron was fastened to the saddle with four bolts. All gears were machined from drop forgings and their shafts hardened and ground. A single, positive-action lever with a spring-plunger indent moved though a quadrant to engage either power sliding or surfacing - and the feed could be instantly tripped in or out by another lever mounted centrally on the apron front. Leadscrews were roughed out on a threading lathe and then allowed a period of time for the strains caused by machining to equalise; they were then finished on a lathe fitted with a precision master screw. Because a separate power shaft was used for sliding and surfacing feeds, the accuracy of the leadscrew was not destroyed in day-to-day work.
If there is one feature that immediately makes a LeBlond lathe recognisable it is the "barrel" selector" screwcutting gearbox . The basic design was used from 1920 onwards across the entire range from 10" to 25". It was a very compact unit, using a barrel and quadrant lever on the larger lathes - and the barrel together with a horizontal lever and sliding "Norton" type gear on the later 10" Regal. By WW2 the lathes of 17" and above were fitted with a modified design with a top lever of a more conventional appearance.
LeBlond Screwcutting gearbox - the internals.
The LeBlond "Portable Engine Lathe" was made in 15", 17" and 19" swing versions and advertised as being suitable for use in "railway workshops, arsenals and battleships" - though one hopes that a method of locking the wheels was provided for when sea conditions were other then a flat calm ..
Although not specialising in the type, LeBlond also produced a lathe advertised as a "Toolroom" model. Any lathe in the range could be supplied to this specification which, besides selective assembly also included a range of options including taper turning, draw-in collets, coolant and chip tray and a relieving or backing off attachment.
LeBlond "Style D" motor mount. A very early installation of an integral motor drive unit on the back of a lathe. Quite why it took so long for this neat, space saving deign to be adopted by all lathe manufactures is a mystery. Makers of lathes with open, flat-belt drive headstocks who hesitated to develop geared-head machines, yet wanted to include a self-contained machine in their line, had little choice but to mount individual electric motors and their countershaft above the spindle line so making the lathes even more top heavy and cumbersome in appearance. With the coming of V belts compact, short-centre drives were possible and proved very popular for commercial installation running production machinery - although the machine above used not a belt, but a "Morse Silent Chain". Some toolroom lathes, however, continued to rely to this day upon the much smoother running flat belt.
Copying Attachment. This followed the usual design but, instead of the tracing tool being kept in contact (with the shap to be copied) by hydraulic power as on more modern lathes, a very heavy weight was used, suspended by a cable over pulleys and operating through the cross-feed screw. The weight was stationary, and so relieved the carriage of extra weight, whilst the thrust from the cut was taken on two heavy studs pressed directly into the carriage casting. Produced as a flat plate, the form to be copied was bolted to an angle bracket on the rear of the lathe bed; the bracket wa adjustable though a small arc to allow for final setting of the work after trial cuts had been made.
"Double Screw" America toolpost mounted on the s compound slide rest. This duty tool holder was spec standard on the 21" and la machines
"Double Screw" American pattern toolpost mounted on a plain cross slide - an ideal set-up for heavy-duty plain work where the inherent flexibility of the top slide was eliminated by not using it ..
An alternative to the Plain Cross slide was the "Round-block Toolholder" which converted the standard cross slide into a similarly robust unit suitable for heavy turning.
Rise and Fall Slide Rest and Toolpost Once the tool was locked into its holder, its height could be finely adjusted by means of the ramp-mounted slide. A thread-chasing stop (illustrated) was available as an extra.
This very unusual toolholder, the "Full Swing Rest" was designed to be clamped to the wing of the lathe saddle and, as it name implied, enabled the maximum turning capacity of the machine to be used. It could also be used in conjunction with the regular toolholders when it was required (or possible) to turn two steps at once.
One way of getting a reasonably-sized cross-feed dial was to specify the very unusual "Multiple Positive Cross Stop", which was available as an extra on any lathe up to and including the 36" swing model. The stops were built into the cross-feed dial housing - which had to be exceptionally large to accommodate the mechanism - and provided with adjustable indicator clips for quick reading. The stops consisted of four hardened and ground discs, each with a projection on its periphery, which engaged against pins which can be seen protruding through the body of the housing. The discs could be adjusted to engage the stop pins at any predetermined distance from .001" to one or more full turns, after which they were locked together by wing nuts at the front of the hand wheel. It was claimed that the stops would duplicate diameters to within .001".
While one of the most useful features any lathe can possess is an automatic, pre-set trip for the power feeds the LeBlond "Multiple Automatic Length Stop" went one stage further - and offered rapid and accurate turning of multiple shoulders. The bar that carried the trip stops was bolted to the front of bed; the tripping mechanism was located in the apron itself and consisted of a hardened-steel clutch which engaged and disengaged the feed mechanism The trip lever for the automatic stops was put in a downward position an the feed engaged. The carriage then feed along the bed until it engaged t first trip dog, which threw out the drive. The drive was then re-engaged and the operation repeated for any number of shoulders as stops were provided for. If the lathe was also fitted with the Multiple Cross Stop then different diameters could easily be preset for each "trip" - and much time saved.
The "Multiple Positive Length Stop" was for the accurate, pre-set spacin shoulders on long bars. The spacing bar and holder were attached to the and the spacing lever adjusted along the front shear of the bed and clamp desired position. The bar was made up with the required number of "not spaced so that they corresponded to the shoulders required on the shaft t turned. When the work was finished the shaft could, of course, be remov preserved for future repetition of the job. When the bar was not being used it could be given a half turn - so that th index lever did not engage with the slots - and the lathe used normally.
Designed to do under power what had previously been done by hand the Relieving Attachment was used to accurately relieve (or back off) the tee taps, cutters, hobs and milling cutters. The device was fastened to the top gearbox and power taken from a gear on the end of the headstock spindl then through interchangeable gears carried on a quadrant arm. The unit c be left in place - and did not interfere with the normal operation of the la The drive passed through two knuckle joints, and a telescopic shaft, to th actuating mechanism which consisted of a hardened and ground cam, ca between bronze bearings in a compound-swivel rest, which moved again hardened steel roller carried in a sliding compound rest nut. The cam gav standard top slide a push forwards and a heavy coil spring pushed it back imparting an oscillating motion to the slide. The return spring encircled attached to the sliding nut, and had two adjusting nuts at either end by w the amount of relief needed could be adjusted. The adjusting nuts were also used to draw the compound rest nut and rol away from the cam and hold it solidly against a finished surface and, bec the cam then revolved idly and the top slide remained stationary, the top could then be used in the normal way. The number of flutes that could be relieved with the changewheels suppl were 2, 8, 4, 5, 6, 7, 8, 9, 10, 11, 12, 18, 14, 15, 16, 18, 20, 22, 24, 26, 28 and 82 with the different gear combinations shown on an engraved plate attachment was designed to be factory fitted to any LeBlond lathe from 1 21" swing.
E-Mail Tony@lathes.co.uk Home Machine Tool Archive Machine Tools For Sale & Wan Machine Tool Manuals Machine Tool Catalogues Belts Acces
LeBlond Lathes - USA
Regal Lathes LeBlond Dual Drive lathes LeBlond NK Heavy-duty Models Handbooks are available for many LeBlond lathes. Please email for details
E-MAIL Tony@lathes.co.uk Machine Tool Archive Machine Tools For Sale & Wanted Machine Tool Manuals Machine Tool Catalogues Belts Home
LeBlond Regal Lathes
Operation, Maintenance & Parts Manuals are available for all the Regal lathes. Email for details Regal lathes 1930s to 1946 Regal Lathes 1946 to late 1950s Regal lathes late 1950s onwards LeBlond Dual Drive LeBlond home page Regal 10-inch photographs A very successful manufacturer, the R. K. LeBlond Machine Tool Company of Cincinnati, Ohio had, since its founding in 1888, outlived five production plants, with each in turn being replaced by a bigger and better-equipped facility. By 1929 their 440,000 square-foot factory, set in pleasant grounds at the corner of Madison and Edwards Roads, Hyde Park, was employing some 900 people all devoted exclusively to the manufacture of heavy industrial lathes from ordinary "engine" types (backgeared and screwcutting to the UK reader) to massive 60,000 pounds crankshaft-turning models equipped to finish all eight crankpins on an eight-cylinder engine at the rate of twenty cranks per hour. Whilst that might be considered a modest achievement set against 21st century machining times it was, for the era, a significant technical achievement and enabled LeBlond to offer state-of-the-art manufacturing equipment to automobile and other mass-production makers. Unfortunately, in 1930, LeBlond faced, as did all manufacturing industry, the Great Depression and its accompanying slump in trade. In order to survive the company decided to widen its market and introduced, alongside it's long-established range of heavy engine lathes, a range of lighter, more-affordable models designed to appeal to the lower end of the market: better-off home-experimenters and model-makers, research departments, training schools, motor-repair garages, the self-employed and similar buyers. However, even with keen pricing and the backing of the respected LeBlond name, success could not be guaranteed for the new range, branded "Regal", entered a section of the industry already dominated by, amongst others, such well-established makers as South Bend, Sheldon, Barnes and Seneca Falls. Thankfully for the shareholders, LeBlond's approach was well thought out: although the lathes would only weight from one-third to one half as much, they would all mirror the quality and desirability of their industrial equivalents. They would have the most up-to-date specification possible, be easy to operate, come equipped ready for use and be introduced as a complete range with 10, 12, 14, 16 and 18-inch swings (actual capacity was always slightly more) Headstocks would be all-geared (no alternative flat or V-belt drive versions would be offered) with lever-operated speed changes and the exclusive use of built-on, self-contained motor drives with power transmitted to the headstock input shaft by the use of the recently-introduced (circa 1930) V-belt. All would have a proper screwcutting gearbox, a separate feed-rod to drive the
sliding and surfacing feeds (engaged by a fool-proof, snapengagement system) and a robust carriage assembly whose design was not compromised by having to allow for a gap bed. As the sole concession to hard times the cheapest model, the 10inch, could be had to special order without the power cross feed and with a set of changewheels for screwcutting. Popular in the UK during WW2 (and with many examples still in use in the 21st century) production of the 10-inch was to end in 1945 though other models, constantly developed and refined, continued into the 1980s. Notable changes in design occurred in approximately 1946 and (in very much more radial form) during the late 1950s when an even wider variety of models and types was introduced. The two earlier types are easily distinguished by the disposition of their headstock controls and the final model (in standard, Servo-shift and sliding-bed forms) by its modern, very angular lines. Although the larger Regal lathes in 21 and 24-inch sizes were enormous machines, comparable in some respects to the proper very heavy-duty LeBlond engine lathes, unfortunately there was an attempt to stretch them beyond their limits with the introduction of what amounted to very large-bore "Oil Country" headstocks. In the 1980s LeBlond had tried to produce their lathes, particularly the lighter "Regal" models, all (or in part) at a lowcost plant in Singapore. This was the last gasp for the company and, when the new Japanese owners, Makino, had finished with them, they had built their last proper engine lathes. Unfortunately the patterns, core boxes, jigs and fixtures had all been shipped to Singapore and, when the end came, all were ordered to be burned or scrapped - a decision that precluded anyone from trying to resurrect the machines. Continued below:
LeBlond Regal 10-inch Continued: Early Models Made from close-grained iron mixed with steel and nickel the bed carried inverted "V" and flat ways (separate for carriage and tailstock) with the front and back walls in the form of I beam sections joined by closely-spaced cross girths. The beds were first rough machined and then seasoned for some months before being finished planed in batches and then hand scraped to a "master". Each saddle assembly was also scraped to its particular bed and then, with the apron fitted, the carriage rack located to the bed with screws and dowel pins. An enormous variety of bed lengths was available that gave between-centres' capacities of 18", 24", 30", 36" and 42" for the 10-inch, 12-inch and 14-inch models (with an additional 66-inch model for the 12-inch and 14-inch swing lathes only) whilst the 16-inch and 18-inch could be had with a capacity of 30", 42", 54", 78" and 102" - and 126" for the 18-inch model only. On all sizes of "Regal" the headstock was of similar construction with a box-form casting, closed at the top (with a heavy iron cover), reinforced under the main spindle bearings and with an oil bath in the base to lubricate the gears by splash. LeBlond recommended: "a medium grade of machine or automobile oil" - though this would have been before the addition to motor oils of chemicals unfriendly to machine-tool components left standing unused for long periods. The spindle bearings, phosphor bronze but tinned with a layer of highquality "babbit", were retained by heavy caps locked down by Allen-headed socket screws. The bearings were hand scraped to the spindle and (to keep out any particles from worn gears) lubricated from separate flip-top oilers fitted with felt filter pads. Although the very powerful LeBlond industrial engine lathes would have had their main headstock gears made from drop forgings, on the Regal line all were made instead from steel blanks. After the machining the bore, keyways, splines, sides and cutting of the teeth, each gear was burnished before being subjected to a hardening heat treatment process. Other than those on the main spindle, headstock gears ran on shafts spinning in plain phosphor bronze bearings fed with splash oil that had been collected in reservoirs and filtered through felt pads. The final drive gears were of helical form and provided not only an exceptionally quiet and smooth-running headstock when new but also when well worn and badly abused. 8 spindle speeds were provided with a high/low lever on the right of the headstock's front face and a four-speed selector to the left with both indexing through positions located by spring-loaded plungers. To aid speed changes (and engagement of tumble reverse) a polished-rim handwheel was formed as part of the headstock drive pulley and arranged to protrude through the cast-iron belt-run cover. By gently moving the wheel back and forth the operator was able to persuade the gears into mesh as he moved the headstock selector levers. Although rather small on early versions the wheel was later increased in size to almost the full diameter of the pulley. On stand-mounted lathes the hinged motor-plate (adjustable for belt tension) was bolted to the back of the headstock-end leg and on bench machines to the rear of an extended headstockend foot. Although underdrive systems with the motor inside a
cabinet leg had been in production for some time the importance of this new system, with its deceptive neatness, simplicity and economy cannot be understated for it quickly became an industry standard, being copied by almost all other makers of similar machines. A further important point was the provision as standard of an electrical reversing switch, mounted in a convenient position on top of the headstock: when the lathe was delivered it could be put to work straight away and its position in the factory of workshop determined not by where a cumbersome countershaft could be mounted, or the lineshafting picked up, but where was most convenient and efficient. Continued below:
Early Regal headstock with 2-lever control of spindle speeds
Continued: In order to give maximum support to the cutting tool the saddle was fitted with four long, equal-length wings and the cross-slide (unfortunately of the short type that tended to wear just the front and middle part of its ways) arranged to sit on its exact centre line. This theoretically desirable state of affairs was permitted by both setting the front and back faces of the headstock inwards - and so allowing the saddle wings to run on past the spindle nose - and the absence of an gap in the bed, an undeniably useful feature but one that brings complications in its wake. The apron of the 10", 12" and 14" models was of identical design and, although of single-sided construction, was heavily built, tongued on the ends to locate to the saddle, clamped by 4 bolts and incorporated proven features from the maker's larger engine lathes. The gears were all cut from the solid and mounted on good-sized studs that ran in long, wear resistant housings. To ensure as rigid an assembly as possible the apron was dowelled to the saddle and clamped by a recent invention, socket-headed Allen screws, whose clamping force was so much easier to exploit that the slot-headed screws used by so many other makers that had to be tightened by nothing more than a glorified screwdriver. The arrangements for power sliding and surfacing feeds were well though out, of robust simplicity, and known for a long and trouble-free life. A feedrod, slotted to pick up a key carried inside a long sleeve held in a bearing on the inside face of the apron, emerged from the screwcutting gearbox. On the end of the sleeve was a small pinion that drove a large crown wheel on whose supporting shaft was cut a wide-faced pinion. The drive was made to pass from the wide pinion to either the cross-feed screw or the bed rack by means of a 3-position sliding gear the knurled head of which emerged through the face of the apron as a selector for the operator to manipulate. With the selector pushed in power sliding was achieved (up and down the bed) with it pulled fully out power cross feed was selected. Only in its middle position would it safely allow the leadscrew clasp nut to be closed for screwcutting. Whilst the push-pull button selected the appropriate feed direction for engagement and disengagement a separate lever with two spring-indexed positions was used that simply slide the pinion into and out of engagement with the crown wheel. Unlike the "safety" wind-in-and-out clutches used by some makers that required the operator to anticipate the disengage position and then unscrew a control knob to stop the feed on the LeBlond the action was instantaneous and absolutely safe. To prevent damage to the gears by, for example, running the carriage into the chuck, the feed-rod on the 10, 12 and 14-inch models was in two parts but connected at a socket where a cross drilling on the inner shaft held a powerful spring that pushed on a ball bearing at each end. The balls sat in shallow sockets drilled in the outer shaft and, under normal conditions, the two parts rotated as one. In the case of an overload the spring-loaded balls allowed the shafts to slip but, as soon as the stress was removed, the mechanism automatically reconnected the drive. On the 16 and 18-inch versions a simple shear pin was provided in the feed-rod drive, the excuse advanced being that the more experienced craftsman employed on such large lathes would be unlikely to make simple handling errors. The apron of the larger Regal models was an exact duplicate of
that used on the company's heavy-duty engine lathes. Of double-wall construction, made from a single casting and braced by cross ribs, LeBlond claimed that its patented design contained around 50% fewer parts than generally used by competing manufacturers and was thus far less likely to go wrong or suffer wear of small but critical components. The main drive gears were made from drop-forged steel and ran on hardened and ground shafts with the bed rack engagement gear (the rack pinion, a source of weakness on many lathes) being in chrome nickel alloy steel normalised and hardened. The same sort of large crown wheel was used but driven by either of two pinions, one at each side and selected by a lever on the apron face, which had the effect of causing the carriage to move left or right without having to reset the headstock-mounted tumblereverse mechanism. In the centre of the assembly was a "spider clutch", a ring of fine teeth, used to engage and disengage the drive. Although of different internal design the apron used external controls that mirrored those on the smaller machines: there was a similar kind of in-out feed selector button and one easily-operated lever (connected to the spider clutch) to instantly start and stop the feeds - with no friction device to hamper the process. Continued below:
Early Regal carriage assembly Continued: Of utterly conventional design the compound slide rest had (the usual failing at the time) rather small friction micrometer dials, gib strips adjusted by pusher screws and a "short" cross slide that tended to concentrate wear the front and middle part of its ways. The top slide was clamped down by two T-bolts with their heads held in a circular T-slot machined in the cross slide. The graduations to indicate the degree of swivel were on the inside front edge, and hence difficult to read, but its toolholding T-slot was usefully-large. On all sizes of the first Regal lathe the screwcutting arrangements were identical - with an output gear on the spindle driving through an externally-mounted tumble-reverse mechanism (a reverse plate in LeBlond terminology) with the gears in steel and running on hardened studs. Whilst it was not unusual for smaller lathes to have the tumble gears on overhung shafts (and continues so to this day) on larger machines, from many makers, they were generally fitted inside the headstock where, better supported and running in oil, they had a far easier time. After WW2 LeBlond redesigned the Regal headstock so this improvement was included and also removed the quadrantarm mounted sliding gear (that provided a change between finefeeds and screwcutting) and built that mechanism into the headstock as well. The later, improved headstocks are easily identifiable by a pair of small levers, set one above the other between the main spindle speed-change levers. Shared by the 10", 12" and 14" Models, the same ingeniouslydesigned quick-change screwcutting and feeds gearbox was used and consisted of a separate unit bolted to the front of the bed. The 20-degree pressure angle gears were all in steel (though not hardened) and lubrication of the box depended upon the whim of the operator who had to swing aside a protective plate on the top and use an oil can to fill a small reservoir from which lubricant tricked down various holes to appropriate places. An eight-position, spring-plunger selector slid along a long cylinder and protruded from the face of the box. It carried a captive gear that was permanently meshed with a long gear on the inside of the cylinder and could also be engaged with any of eight feed gears on an intermediate shaft. A horizontal, threeposition lever at the bottom of the box and provided three different ratios for each of the eight positions on the tumbler (giving twenty-four in total) whilst a two-position sliding gear on the gear train from the headstock (its head protruding through the gear guard) doubled the number of feeds and pitches to a total of forty-eight. Pitches varied from 2 to 112 t.p.i and feeds from 0.0025" to 0.144" per revolution of the spindle. Whilst the drip-lubricated screwcutting and feeds box used on the larger models was of a similar appearance to that used on the smaller versions its internal design was more akin to those employed on the company's larger commercial lathes, a design so successful that the company was able to proudly claim that the number of gearbox repair parts requested over 25 years been "practically nothing". A four-position selector on the face of the box increased the total number of threads and feeds to 56. Pitches varied from 1.5 to 184 t.p.i and longitudinal feeds from 0.001" to 0.125" per revolution of the spindle. Unlike many machine-tool manufactures, including South Send,
who bought their leadscrews in from specialist makers LeBlond made their own from lengths of a high-carbon steel bought in as ground stock. The left-hand Acme-form thread was first roughed out on a thread milling machine and the leadscrew then rested for a time sufficient to relieve the strains of the initial machining. It was then finished by a "thread-chasing" process on a special lathe equipped with a precision leadscrew itself cut from a certified Master Leadscrew kept under temperature controlled conditions. The screw was mounted on the lathe between ground washers with the thrust arranged to be taken at the better-supported gearbox end when cutting right-hand threads. Like other parts of the various models the leadscrews were properly sized according to their duties: 8 t.p.i by " diameter on the 10-inch model; 6 t.p.i. by 1" on the 12-inch and 14-inch and 4 t.p.i. by 13/16" on the 16-inch and 18-inch versions. Continued below:
Apron as used on the first Regal 10, 12 and 14-inch models Continued: The tailstock was typical of LeBlond practice: hand-scraped to the bed and built so that the upper section could be off-set on the sole plate for the turning of shallow tapers, the casting was also carefully shaped so that when brought up along side the top slide the latter could still be operated when turning very short jobs between centres. The Morse-taper spindle was of high carbon steel, ground finished and marked with ruler graduations for drilling. It was driven by an Acme thread running though a bronze nut and locked by a substantial lever that closed down opposing clamps. The company's move into a new product line at the beginning of the 1930s proved to be fully justified with the Regals remaining in production until the early 1960s when they were replaced by a range carrying the same name but of radically altered design and very angular, modern styling. Although during their long production run the lathes remained essentially the same, after WW2 the 10-inch dropped and the other models revised with 13", 15", 17", 19", 21" and 24" swings (an interesting machine introduced at the same time, though it shared nothing with the Regal, was the ingenious if complex Dual-Drive. During the 1940s a number of improvements were made to functionality and durability by including the use of heavier stands with cast-iron box plinths beneath headstock and tailstock and offering as extras, various features including higher speed ranges to take advantage of carbide-tipped tools, roller-bearing headstocks, gap beds, a one-shot lubrication system that oiled the apron internals and bed and cross-slide ways, the useful feed-rod safety coupling extended to the whole range (instead of just the smaller models) and headstock spindles fitted with a multi-disc clutch and brake unit operated by duplicated controls levers on apron and screwcutting gearbox.
Regal lathes were offered with the usual range of accessories chucks, steadies, taper-turning attachments, toolpost grinders, micrometer carriage stops - as well as an unusual "Millerette" attachment. Built in three sizes the unit carried a T-slotted table on which was mounted a worm-and-wheel driven indexing unit that allowed, besides the usual milling operations, dividing work and the generation of spur and bevel gears, splines and slots. Tony Griffiths
Apron used on the early 10, 12 and 14-inch models
Apron used on the early 10, 12 and 14-inch models
Early 10, 12 and 14-inch screwcutting gearbox
Inside the early 10, 12 and 14-inch screwcutting gearbox E-MAIL Tony@lathes.co.uk Home Machine Tool Archive Machine Tools For Sale & Wanted Machine Tool Manuals Machine Tool Catalogues Belts
LeBlond Regal Lathes
Operation, Maintenance & Parts Manuals are available for all the Regal lathes. Email for details Regal lathes 1930s to 1946 Regal Lathes 1946 to late 1950s Regal lathes late 1950s onwards LeBlond Dual Drive LeBlond home page Regal 10-inch photographs
Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- SASMO 2020 Grade 6 + SolutionDocument24 pagesSASMO 2020 Grade 6 + SolutionBentley Leopold Halim94% (18)
- Turbo Expander TrainingDocument58 pagesTurbo Expander TrainingM Joko Susilo100% (6)
- IPA1 Series Infusion Pump User ManualDocument62 pagesIPA1 Series Infusion Pump User ManualEduardo Balcazar Limpias100% (1)
- Lime Manual PDFDocument60 pagesLime Manual PDFKenny RuizPas encore d'évaluation
- Principios Básicos para El Diseño de Instalaciones de Bombas CentrífugasDocument392 pagesPrincipios Básicos para El Diseño de Instalaciones de Bombas CentrífugasChristian Vargas94% (16)
- Hydraulic Filter ReportDocument6 pagesHydraulic Filter ReportSandrock_01sr2Pas encore d'évaluation
- Timetable Saturday 31 Dec 2022Document1 pageTimetable Saturday 31 Dec 2022Khan AadiPas encore d'évaluation
- Tapered Vector Spiral in InkscapeDocument5 pagesTapered Vector Spiral in InkscapejeanPas encore d'évaluation
- Wa0000.Document7 pagesWa0000.Kumkum KumbarahalliPas encore d'évaluation
- Newtons CowsDocument9 pagesNewtons CowsLawrence Lim Ah KowPas encore d'évaluation
- Messenger No69Document72 pagesMessenger No69European Southern ObservatoryPas encore d'évaluation
- SK EngineeringDocument16 pagesSK EngineeringOmkar waghulePas encore d'évaluation
- Academic Performance of Face-to-Face and Online Students in An Introductory Economics Course and Determinants of Final Course GradesDocument13 pagesAcademic Performance of Face-to-Face and Online Students in An Introductory Economics Course and Determinants of Final Course GradesLou BaldomarPas encore d'évaluation
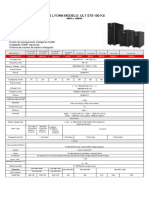
- Ups Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVADocument1 pageUps Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVASebastian Matias CruzPas encore d'évaluation
- RWM61 Data SheetDocument3 pagesRWM61 Data SheetBarth XaosPas encore d'évaluation
- CS610 Final Term Past Papers Mega FileDocument35 pagesCS610 Final Term Past Papers Mega Filehowtoplaygames38Pas encore d'évaluation
- in 01 en KATALOGDocument50 pagesin 01 en KATALOGSigma Ragam ManunggalPas encore d'évaluation
- HPLC CalculatorDocument13 pagesHPLC CalculatorRamy AzizPas encore d'évaluation
- ELEN3017A Project Brief 2022 Rev2Document3 pagesELEN3017A Project Brief 2022 Rev2Dick MabhidaPas encore d'évaluation
- Swat Luu: User ManualDocument13 pagesSwat Luu: User ManualgjferreiraPas encore d'évaluation
- Hierarchical Routing AlgorithmsDocument26 pagesHierarchical Routing AlgorithmsMuhammad HassanPas encore d'évaluation
- Beyond SVGFDocument66 pagesBeyond SVGFLiliana QueiroloPas encore d'évaluation
- MotorDocument33 pagesMotorLyka LasilasPas encore d'évaluation
- ALGEBRA 1B Solving Quadratic EquationsDocument2 pagesALGEBRA 1B Solving Quadratic EquationsMaurizio FanniPas encore d'évaluation
- External DC fuse board for Sunny Island battery invertersDocument2 pagesExternal DC fuse board for Sunny Island battery invertersrhadammantysPas encore d'évaluation
- Cagayan State University: Republic of The PhilippinesDocument21 pagesCagayan State University: Republic of The PhilippinesblessaPas encore d'évaluation
- Spread of Virus ModelledDocument2 pagesSpread of Virus ModelledDouglas TanPas encore d'évaluation
- 19Ma2Icmat Module 5 - Elementary Numerical MethodsDocument4 pages19Ma2Icmat Module 5 - Elementary Numerical Methods1DS19CH011 Jashwanth C RPas encore d'évaluation
- Backing Up BitLocker and TPM Recovery Information To AD DSDocument14 pagesBacking Up BitLocker and TPM Recovery Information To AD DSnoPas encore d'évaluation