Vous aimerez peut-être aussi
- Instrumentation & Process ControlDocument6 pagesInstrumentation & Process ControlAnonymous 0zrCNQPas encore d'évaluation
- Uniformance Process Studio PINDocument4 pagesUniformance Process Studio PINM Sigit A MaskarebetPas encore d'évaluation
- Drain A Tank CalculationDocument743 pagesDrain A Tank CalculationDimas AnugrahPas encore d'évaluation
- 7.2.24 - Breather ValvesDocument28 pages7.2.24 - Breather Valvessav33Pas encore d'évaluation
- US9260541 Methods of Catalyst ActivationDocument22 pagesUS9260541 Methods of Catalyst ActivationyamakunPas encore d'évaluation
- Baytherm 9799Document2 pagesBaytherm 9799Catia SantosPas encore d'évaluation
- 45 Perlite For Non-Evacuated CryogenicDocument2 pages45 Perlite For Non-Evacuated CryogenicAhmar Bhatti100% (1)
- Centrifugal Pump Data Sheet: Operating Conditions Site and Utility Data (Cont.)Document1 pageCentrifugal Pump Data Sheet: Operating Conditions Site and Utility Data (Cont.)dante eyzaguirrePas encore d'évaluation
- AWH Catalogue Product Revovery Technology 12.2 PDFDocument38 pagesAWH Catalogue Product Revovery Technology 12.2 PDFGeorge_Wabag_2014Pas encore d'évaluation
- Nu Rick 1976Document7 pagesNu Rick 1976XinDa ZhuPas encore d'évaluation
- General Inerting Procedure Rev C1Document9 pagesGeneral Inerting Procedure Rev C1TarekPas encore d'évaluation
- Controlling Fired Heaters: INTRODUCTION. The Purpose of A FiredDocument24 pagesControlling Fired Heaters: INTRODUCTION. The Purpose of A FiredAntonio MezzopretePas encore d'évaluation
- Tanker LCC Operating ProceduresDocument37 pagesTanker LCC Operating ProceduresCiocio CiohodaruPas encore d'évaluation
- Laminar Flow Valve Sizing Made EasyDocument8 pagesLaminar Flow Valve Sizing Made Easy1940LaSallePas encore d'évaluation
- Guiding Principle: Working Over, On or Near WaterDocument12 pagesGuiding Principle: Working Over, On or Near WaterMogodan GabrielPas encore d'évaluation
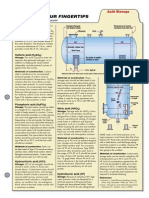
- Acid StorageDocument1 pageAcid StorageChelsea SkinnerPas encore d'évaluation
- API Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and RefrigeratedDocument5 pagesAPI Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and RefrigeratedNicolas CardonaPas encore d'évaluation
- BN-EG-UE109 Guide For Vessel SizingDocument36 pagesBN-EG-UE109 Guide For Vessel SizingAjith KumarPas encore d'évaluation
- Pollution Control in Oil, Gas and Chemical PlantsDocument15 pagesPollution Control in Oil, Gas and Chemical PlantsPRAFULKUMAR PARMARPas encore d'évaluation
- PumpLab Book 1 PreviewDocument11 pagesPumpLab Book 1 Previewcorey6Pas encore d'évaluation
- Manual Flare Sim ExproDocument69 pagesManual Flare Sim ExproJuan Pablo AlonsoPas encore d'évaluation
- Price List For WIKA PDFDocument110 pagesPrice List For WIKA PDFBrijesh Sharma100% (1)
- Notes On PP-18-AR Military Volt Converter PDFDocument1 pageNotes On PP-18-AR Military Volt Converter PDFEnric ToledoPas encore d'évaluation
- JPT 2015-12 PDFDocument100 pagesJPT 2015-12 PDFJerick Andre Rodriguez MottaPas encore d'évaluation
- Introduction PSVDocument11 pagesIntroduction PSVNguyen Anh TungPas encore d'évaluation
- HEAT EXCHANGER REPORTDocument9 pagesHEAT EXCHANGER REPORTsaifulPas encore d'évaluation
- Tech Sheet 128Document1 pageTech Sheet 128Sriram RamanujamPas encore d'évaluation
- How To Calculate The Volumes of Partially Full Tanks PDFDocument7 pagesHow To Calculate The Volumes of Partially Full Tanks PDFesatjournalsPas encore d'évaluation
- MySep Software Brochure PDFDocument7 pagesMySep Software Brochure PDFoverlord5555Pas encore d'évaluation
- Dryer Selection and DesignDocument43 pagesDryer Selection and DesignMuluken DeaPas encore d'évaluation
- Avoid Pressure-Relief System PitfallsDocument8 pagesAvoid Pressure-Relief System PitfallschublackPas encore d'évaluation
- Aultons Pharmaceuticals Drying PDFDocument18 pagesAultons Pharmaceuticals Drying PDFAdrián L ValladaresPas encore d'évaluation
- Batch and steam distillation processes explainedDocument17 pagesBatch and steam distillation processes explainedprocesspipingdesign100% (1)
- Horizontal KO PotDocument4 pagesHorizontal KO Pothk168Pas encore d'évaluation
- Design AplianceDocument37 pagesDesign Aplianceabs0001100% (1)
- Hydro-Cyclone Separation Unit: Cost EstimationsDocument20 pagesHydro-Cyclone Separation Unit: Cost EstimationsMuhammad Hussain BilalPas encore d'évaluation
- Storage Tanks Calculation Template: Oil & Gas Production: Company Name: Site Name: RN: Fin: Epn: Cin: Data InputsDocument1 pageStorage Tanks Calculation Template: Oil & Gas Production: Company Name: Site Name: RN: Fin: Epn: Cin: Data InputsihllhmPas encore d'évaluation
- 40 CFR 112 SpillDocument90 pages40 CFR 112 SpillGrady HopkinsPas encore d'évaluation
- K.O DrumDocument7 pagesK.O DrumsaririskihasibuanPas encore d'évaluation
- MODELS 4, 6, 8 High-Capacity Strainers and FiltersDocument6 pagesMODELS 4, 6, 8 High-Capacity Strainers and Filterspeter2mPas encore d'évaluation
- Fluid Flow Pressure Drop and Friction LossDocument148 pagesFluid Flow Pressure Drop and Friction Losslkjasdf8879100% (1)
- InputCOIL PDFDocument9 pagesInputCOIL PDFneelPas encore d'évaluation
- Liquid Monopropellant CombustionDocument4 pagesLiquid Monopropellant Combustionherdi sutanto adigunaPas encore d'évaluation
- Improve The Efficiency of Heat Exchanger in Oil CoolerDocument29 pagesImprove The Efficiency of Heat Exchanger in Oil CoolerMuhammad RustamPas encore d'évaluation
- Prepared By: Ahmed Mohamed Elshora Under The Supervision Of: U-104 Process TeamDocument38 pagesPrepared By: Ahmed Mohamed Elshora Under The Supervision Of: U-104 Process TeamAhmed ElShoraPas encore d'évaluation
- HEATEXDocument34 pagesHEATEXSiddharthPas encore d'évaluation
- Two-Phase Flashing Flow Methods and Comparisons: J. C. Leung and F. N. NazarioDocument8 pagesTwo-Phase Flashing Flow Methods and Comparisons: J. C. Leung and F. N. NazarioAksheyPas encore d'évaluation
- Gas Flowmeter SizingDocument1 pageGas Flowmeter SizingtungluongPas encore d'évaluation
- A 01 Pumps, Valves & CoolersDocument24 pagesA 01 Pumps, Valves & CoolersСергей КороткийPas encore d'évaluation
- Flare System DesignDocument2 pagesFlare System Designomar alnasserPas encore d'évaluation
- SEL-TBD-O-CA-001 R0 Process Simulation Report SignedDocument12 pagesSEL-TBD-O-CA-001 R0 Process Simulation Report Signedahmad santosoPas encore d'évaluation
- Acetone MSDSDocument9 pagesAcetone MSDSCeline TheePas encore d'évaluation
- Darcy Weisbatch Calculation PDFDocument2 pagesDarcy Weisbatch Calculation PDFSaputraPas encore d'évaluation
- Measurement of Condensation Heat Transfer Coefficient Inside A Vertical Tube in The Presence of Noncondensable Gas PDFDocument11 pagesMeasurement of Condensation Heat Transfer Coefficient Inside A Vertical Tube in The Presence of Noncondensable Gas PDFmintuPas encore d'évaluation
- CONTROLLING VESSELS and TANKSDocument33 pagesCONTROLLING VESSELS and TANKSDhananjay KadamPas encore d'évaluation
- Control: Rolta Academy:Engineering Design ServicesDocument41 pagesControl: Rolta Academy:Engineering Design ServicesRaj ChavanPas encore d'évaluation
- FlowCon PICV Write OutDocument17 pagesFlowCon PICV Write OutmajortayPas encore d'évaluation
- Chapter 02Document58 pagesChapter 02MJ LagradaPas encore d'évaluation
- Control Loop Case 1Document5 pagesControl Loop Case 1tatasrba100% (1)
- Control valve characteristics manualDocument9 pagesControl valve characteristics manualSiddhartha SharmaPas encore d'évaluation
- 79-2 Gou uLEDDocument4 pages79-2 Gou uLED장민재Pas encore d'évaluation
- Reso Paper 1Document63 pagesReso Paper 1Gurjeet KaurPas encore d'évaluation
- 1 Portable Dew Point MeterDocument6 pages1 Portable Dew Point Meteranupam789Pas encore d'évaluation
- Earth's Atmosphere LayersDocument5 pagesEarth's Atmosphere LayersShawn SriramPas encore d'évaluation
- Ifm TW7000 Infrared Temperature Sensor GB 2014Document5 pagesIfm TW7000 Infrared Temperature Sensor GB 2014ifm electronicPas encore d'évaluation
- AMISTCO Design ManualDocument16 pagesAMISTCO Design ManualWilliam Novaes100% (1)
- Hydraulic Installations For Heavy Machine-ToolsDocument5 pagesHydraulic Installations For Heavy Machine-ToolsAYNUL HoquePas encore d'évaluation
- Methylene Blue (Cationic Dye) Adsorption Into PDFDocument8 pagesMethylene Blue (Cationic Dye) Adsorption Into PDFLyndzey AlondePas encore d'évaluation
- GSGP's II PUC Special Drive (03) - Moving Charges and Magnetism, Magnetism and MatterDocument20 pagesGSGP's II PUC Special Drive (03) - Moving Charges and Magnetism, Magnetism and MatterRohit ReddyPas encore d'évaluation
- Physics Chapter 4Document5 pagesPhysics Chapter 4melodiusix100% (1)
- Car Engine Bearing FunctionsDocument1 pageCar Engine Bearing Functionsphutd09Pas encore d'évaluation
- Testing Blind Plate TableDocument5 pagesTesting Blind Plate TableKyaw Kyaw Aung77% (13)
- 2007-4-18-An Investigation On Energy Consumption in Yarn Production With Special Reference To Ring SpinningDocument15 pages2007-4-18-An Investigation On Energy Consumption in Yarn Production With Special Reference To Ring SpinningAqeel AhmedPas encore d'évaluation
- Ideal and Real Gas LawsDocument74 pagesIdeal and Real Gas LawsAlex LeePas encore d'évaluation
- 300+ TOP THEORY of MACHINES Questions and Answers PDFDocument32 pages300+ TOP THEORY of MACHINES Questions and Answers PDFkrishnaPas encore d'évaluation
- Atmospheric Soundings Stability - ActivitiesDocument9 pagesAtmospheric Soundings Stability - ActivitiesAdrià Chavanel I SaltóPas encore d'évaluation
- A Soil Has A BulkDocument12 pagesA Soil Has A BulkMaverick Timbol100% (1)
- Osmotic Pressure and Colligative PropertiesDocument2 pagesOsmotic Pressure and Colligative PropertiesSAKSHI PANDEYPas encore d'évaluation
- Intersection: Plane Coordinate TablesDocument111 pagesIntersection: Plane Coordinate Tablespogopogo22Pas encore d'évaluation
- LG EcoV DX PDFDocument62 pagesLG EcoV DX PDFAnonymous THUA6AsJ100% (1)
- Ps 2Document26 pagesPs 2singhshreya.0214Pas encore d'évaluation
- 17me64 Dme-2 Module 1Document15 pages17me64 Dme-2 Module 1GgghhPas encore d'évaluation
- Machines and Mechanisms CourseworkDocument30 pagesMachines and Mechanisms Courseworksaad hussainPas encore d'évaluation
- Stromag E142 - 51 - 51dzDocument30 pagesStromag E142 - 51 - 51dzcupid75100% (1)
- Batchelor Vs Stewartson Flow Structures in A Rotor Statotr CavityDocument58 pagesBatchelor Vs Stewartson Flow Structures in A Rotor Statotr CavitykoolwaveoceanicPas encore d'évaluation
- External Pressure Calculation ResultsDocument8 pagesExternal Pressure Calculation ResultsHajaMideenPas encore d'évaluation
- Revision questions chemistry elements compounds mixturesDocument7 pagesRevision questions chemistry elements compounds mixturesSumayyah DesaiPas encore d'évaluation
- AFT CE Gasflow ReprintDocument8 pagesAFT CE Gasflow ReprintNacho.pPas encore d'évaluation
- Space-Time Finite Element Method For One Dimensional Piston Cylinder SystemDocument71 pagesSpace-Time Finite Element Method For One Dimensional Piston Cylinder SystemSadiq SarfarazPas encore d'évaluation
- A Review of Theories of The L-H TransitionDocument74 pagesA Review of Theories of The L-H TransitionpincoPas encore d'évaluation