Vous aimerez peut-être aussi
- Weight FunctionDocument6 pagesWeight FunctionarashPas encore d'évaluation
- Effect of Strain Rate On The Yield Stress of Structural Steel AsDocument54 pagesEffect of Strain Rate On The Yield Stress of Structural Steel Asamino222Pas encore d'évaluation
- Hazop Distill La Ti On ColumnDocument41 pagesHazop Distill La Ti On Columnnaila nisar100% (3)
- Isothermal Aging Test Results Up To 100.00 Hof NiCrMoV SteelsDocument10 pagesIsothermal Aging Test Results Up To 100.00 Hof NiCrMoV SteelsarashPas encore d'évaluation
- TransCanada ApplicationDocument32 pagesTransCanada ApplicationarashPas encore d'évaluation
- Characterization of The Fracture Surface of The Pm-2A Pressure VesselDocument12 pagesCharacterization of The Fracture Surface of The Pm-2A Pressure VesselarashPas encore d'évaluation
- The Pipeline-Steels X100 and X120Document24 pagesThe Pipeline-Steels X100 and X120thepleguyPas encore d'évaluation
- 2010 Ipc2010-31664Document10 pages2010 Ipc2010-31664arashPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Curriculum Improvement v2Document47 pagesCurriculum Improvement v2Nica Lagrimas100% (1)
- Non-Emulsifying Agent W54Document12 pagesNon-Emulsifying Agent W54Pranav DubeyPas encore d'évaluation
- A12 CanSat Technlology Forclimate Monitoring PDFDocument10 pagesA12 CanSat Technlology Forclimate Monitoring PDFDany PABON VILLAMIZARPas encore d'évaluation
- Yumemiru Danshi Wa Genjitsushugisha Volume 2Document213 pagesYumemiru Danshi Wa Genjitsushugisha Volume 2carldamb138Pas encore d'évaluation
- AnimDessin2 User Guide 01Document2 pagesAnimDessin2 User Guide 01rendermanuser100% (1)
- The Role of Needs Analysis in Adult ESL Programme Design: Geoffrey BrindleyDocument16 pagesThe Role of Needs Analysis in Adult ESL Programme Design: Geoffrey Brindleydeise krieser100% (2)
- DYCONEX Materials en 2020 ScreenDocument2 pagesDYCONEX Materials en 2020 ScreenhhaiddaoPas encore d'évaluation
- Analysis of Green Entrepreneurship Practices in IndiaDocument5 pagesAnalysis of Green Entrepreneurship Practices in IndiaK SrivarunPas encore d'évaluation
- Surge Arrester PresentationDocument63 pagesSurge Arrester PresentationRamiro FelicianoPas encore d'évaluation
- SL 4001Document2 pagesSL 4001ardiPas encore d'évaluation
- Routine (27th April)Document1 pageRoutine (27th April)SoumitPas encore d'évaluation
- 【SIEMENS】Cios Spin-FlyerDocument8 pages【SIEMENS】Cios Spin-FlyerAshleyPas encore d'évaluation
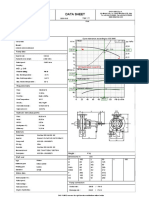
- Data Sheet: Item N°: Curve Tolerance According To ISO 9906Document3 pagesData Sheet: Item N°: Curve Tolerance According To ISO 9906Aan AndianaPas encore d'évaluation
- Lic Nach MandateDocument1 pageLic Nach Mandatefibiro9231Pas encore d'évaluation
- Riveted JointsDocument28 pagesRiveted Jointsgnbabuiitg0% (1)
- The Genius of Marie Curie Shohini GhoseDocument4 pagesThe Genius of Marie Curie Shohini GhoseMarta HrynyovskaPas encore d'évaluation
- GoodElearning TOGAF Poster 46 - Adapting The ADMDocument1 pageGoodElearning TOGAF Poster 46 - Adapting The ADMFabian HidalgoPas encore d'évaluation
- Florida Motor Fuel Tax Relief Act of 2022Document9 pagesFlorida Motor Fuel Tax Relief Act of 2022ABC Action NewsPas encore d'évaluation
- Email ID: Contact No: +971562398104, +917358302902: Name: R.VishnushankarDocument6 pagesEmail ID: Contact No: +971562398104, +917358302902: Name: R.VishnushankarJêmš NavikPas encore d'évaluation
- Dynamic Shear Modulus SoilDocument14 pagesDynamic Shear Modulus SoilMohamed A. El-BadawiPas encore d'évaluation
- Sai Deepa Rock Drills: Unless Otherwise Specified ToleranceDocument1 pageSai Deepa Rock Drills: Unless Otherwise Specified ToleranceRavi BabaladiPas encore d'évaluation
- Pre Intermediate Talking ShopDocument4 pagesPre Intermediate Talking ShopSindy LiPas encore d'évaluation
- Changing Historical Perspectives On The Nazi DictatorshipDocument9 pagesChanging Historical Perspectives On The Nazi Dictatorshipuploadimage666Pas encore d'évaluation
- Bearing TypesDocument5 pagesBearing TypesWayuPas encore d'évaluation
- TOPIC: Movable and Immovable Property Under Section-3 of Transfer of Property ActDocument10 pagesTOPIC: Movable and Immovable Property Under Section-3 of Transfer of Property ActRishAbh DaidPas encore d'évaluation
- IVISOR Mentor IVISOR Mentor QVGADocument2 pagesIVISOR Mentor IVISOR Mentor QVGAwoulkanPas encore d'évaluation
- Hunger Games Mini Socratic Seminar2012Document4 pagesHunger Games Mini Socratic Seminar2012Cary L. TylerPas encore d'évaluation
- Libro INGLÉS BÁSICO IDocument85 pagesLibro INGLÉS BÁSICO IRandalHoyos100% (1)
- 4.1 Hydrostatic Force On Curved Surfaces - CE 309-CE22S2 - Fluid MechanicsDocument4 pages4.1 Hydrostatic Force On Curved Surfaces - CE 309-CE22S2 - Fluid MechanicsRUSSELPas encore d'évaluation
- Research Paper On N Queen ProblemDocument7 pagesResearch Paper On N Queen Problemxvrdskrif100% (1)