Vous aimerez peut-être aussi
- Green Building GlossaryDocument27 pagesGreen Building GlossarysebascianPas encore d'évaluation
- Winter Finland inDocument20 pagesWinter Finland insebascianPas encore d'évaluation
- Plumbing Glossary-Straight HardwareDocument13 pagesPlumbing Glossary-Straight HardwaresebascianPas encore d'évaluation
- Plumbing Glosary Any TimeDocument25 pagesPlumbing Glosary Any TimesebascianPas encore d'évaluation
- BlobDocument42 pagesBlobsebascianPas encore d'évaluation
- Adam Robinson Oct 12 2009Document35 pagesAdam Robinson Oct 12 2009sebascianPas encore d'évaluation
- Surviving The RecessionDocument21 pagesSurviving The RecessionsebascianPas encore d'évaluation
- Investor GlossaryDocument20 pagesInvestor GlossarysebascianPas encore d'évaluation
- Espresso GlossaryDocument19 pagesEspresso GlossarysebascianPas encore d'évaluation
- On Earth As It Is in Heaven MorriconeDocument37 pagesOn Earth As It Is in Heaven Morriconeapi-25930345Pas encore d'évaluation
- Cement Kiln Flue Gas Recovery Scrubber Project: A DOE AssessmentDocument27 pagesCement Kiln Flue Gas Recovery Scrubber Project: A DOE AssessmentsebascianPas encore d'évaluation
- The Global Risk of SubprimeDocument17 pagesThe Global Risk of SubprimesebascianPas encore d'évaluation
- Surviving The RecessionDocument21 pagesSurviving The RecessionsebascianPas encore d'évaluation
- On Earth As It Is in Heaven MorriconeDocument37 pagesOn Earth As It Is in Heaven Morriconeapi-25930345Pas encore d'évaluation
- Winter in NiagaraDocument19 pagesWinter in NiagarasebascianPas encore d'évaluation
- Stress Analysis of Piping SystemsDocument108 pagesStress Analysis of Piping SystemsShijumon KpPas encore d'évaluation
- 1893-Winter in RussiaDocument45 pages1893-Winter in RussiasebascianPas encore d'évaluation
- Water Pex Installation GuidelinesDocument18 pagesWater Pex Installation GuidelinessebascianPas encore d'évaluation
- Polykun Technical ManualDocument63 pagesPolykun Technical ManualsebascianPas encore d'évaluation
- Feasibility ROE AnalysisDocument15 pagesFeasibility ROE AnalysissebascianPas encore d'évaluation
- Va 241 09 RP 0280 172Document21 pagesVa 241 09 RP 0280 172sebascianPas encore d'évaluation
- Safety GuidebookDocument112 pagesSafety Guidebooksebascian100% (1)
- WWW - Watertechonline Digital - PDF 2011buyer GuideDocument78 pagesWWW - Watertechonline Digital - PDF 2011buyer GuidesebascianPas encore d'évaluation
- Recycling Todat SeptDocument125 pagesRecycling Todat SeptsebascianPas encore d'évaluation
- February 2012Document92 pagesFebruary 2012sebascianPas encore d'évaluation
- International January 2012Document76 pagesInternational January 2012sebascianPas encore d'évaluation
- Wind Vs Nuclear 2003Document8 pagesWind Vs Nuclear 2003sebascianPas encore d'évaluation
- Windsight Feb07Document20 pagesWindsight Feb07sebascianPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Design of a 27 MW Power Plant in PampangaDocument364 pagesDesign of a 27 MW Power Plant in PampangaRendhie RomeroPas encore d'évaluation
- Assignment - Energy Resource Project StudentDocument3 pagesAssignment - Energy Resource Project StudentGaurav GadhesariaPas encore d'évaluation
- Siemens Syngas Capable TurbinesDocument8 pagesSiemens Syngas Capable TurbinesAlasdair McLeodPas encore d'évaluation
- Non Conventional Energy Sources PDFDocument1 pageNon Conventional Energy Sources PDFKartheek Kolla0% (1)
- Research Topics in Renewable Energy For Master ThesisDocument8 pagesResearch Topics in Renewable Energy For Master Thesisbshpab74Pas encore d'évaluation
- Evx 12400Document2 pagesEvx 12400api-170472102Pas encore d'évaluation
- Proximate, Ultimate and Related Analysis of COALQUAL Data PDFDocument2 pagesProximate, Ultimate and Related Analysis of COALQUAL Data PDFMelisa EstesPas encore d'évaluation
- The Current Energy Landscape in NigeriaDocument3 pagesThe Current Energy Landscape in NigeriaSadeko danielPas encore d'évaluation
- Gt-2000acDocument3 pagesGt-2000acmanual imbPas encore d'évaluation
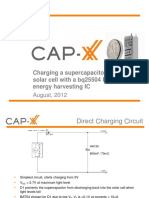
- 1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFDocument12 pages1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFmehralsmenschPas encore d'évaluation
- Module 2 - Classification of The Natural ResourcesDocument16 pagesModule 2 - Classification of The Natural Resourcesflaxen spiritPas encore d'évaluation
- G. Tyler Miller's Living in The Environment 14 EditionDocument92 pagesG. Tyler Miller's Living in The Environment 14 EditionjyotiangelPas encore d'évaluation
- Power Generation Handbook 2nd Edition ChaptersDocument4 pagesPower Generation Handbook 2nd Edition ChaptersperpanersPas encore d'évaluation
- Institute of Engineering & Science Ips Academy Indore: Major Project ReportDocument33 pagesInstitute of Engineering & Science Ips Academy Indore: Major Project Reportshruti20_mittalPas encore d'évaluation
- Passive Solar HeatingDocument7 pagesPassive Solar HeatingccwebbizPas encore d'évaluation
- Life Cycle Assessment and Techno-Economic Analysis of Ethanol Pro - 2Document5 pagesLife Cycle Assessment and Techno-Economic Analysis of Ethanol Pro - 2Suraj Kumar SamalPas encore d'évaluation
- Understanding Batteries For EV - PPT PDFDocument20 pagesUnderstanding Batteries For EV - PPT PDFsrujanodayPas encore d'évaluation
- Biodisel RancimetDocument12 pagesBiodisel RancimetGOWTHAM GUPTHAPas encore d'évaluation
- Solar Grass CutterDocument75 pagesSolar Grass CutterRajreddy100% (4)
- Grid-connected PV System for EV Charging StationDocument15 pagesGrid-connected PV System for EV Charging StationLam VuPas encore d'évaluation
- Welcome To Ilocos Region!!1Document20 pagesWelcome To Ilocos Region!!1bernaldcatliPas encore d'évaluation
- Hybrid Power GenerationDocument47 pagesHybrid Power GenerationGowri Ganesh100% (1)
- ESS Flyer Hybrid VentlationDocument4 pagesESS Flyer Hybrid VentlationBli Guruh Pratama ZPas encore d'évaluation
- Biomass Gasification Report Final-SubmittedDocument103 pagesBiomass Gasification Report Final-SubmittedLeandro Baran100% (2)
- India Solar Market Update - Whitepaper by Mercom India Research (Sep 2019)Document32 pagesIndia Solar Market Update - Whitepaper by Mercom India Research (Sep 2019)Vinutha MBPas encore d'évaluation
- Fluence and Renew To Set Up Local Joint Venture To Boost Energy Storage Sector in IndiaDocument3 pagesFluence and Renew To Set Up Local Joint Venture To Boost Energy Storage Sector in IndiaAjinkya JoshiPas encore d'évaluation
- Key Renewables Trends: Excerpt From: Renewables InformationDocument12 pagesKey Renewables Trends: Excerpt From: Renewables InformationDhyogo WoskylevyPas encore d'évaluation
- Overhauling Assets: Also in This IssueDocument48 pagesOverhauling Assets: Also in This Issueeduardo100% (1)
- Solar Panels PDFDocument17 pagesSolar Panels PDFScribd.ComPas encore d'évaluation
- Grand Composite CurveDocument4 pagesGrand Composite CurveNas TonPas encore d'évaluation