Vous aimerez peut-être aussi
- Scientific American Supplement, No. 787, January 31, 1891D'EverandScientific American Supplement, No. 787, January 31, 1891Pas encore d'évaluation
- HTHP Gas Production Casing CementingDocument5 pagesHTHP Gas Production Casing Cementinganeka2Pas encore d'évaluation
- When Tonot To BackreamDocument14 pagesWhen Tonot To BackreamGharib HashemPas encore d'évaluation
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!D'EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Évaluation : 5 sur 5 étoiles5/5 (2)
- Kick Detection - Drilling Process SafetyDocument3 pagesKick Detection - Drilling Process SafetyUok RitchiePas encore d'évaluation
- A Guide to the Wet Plate Process of Photography - Camera Series Vol. XVIII. - A Selection of Classic Articles on Development, Fixing, Chemicals andD'EverandA Guide to the Wet Plate Process of Photography - Camera Series Vol. XVIII. - A Selection of Classic Articles on Development, Fixing, Chemicals andPas encore d'évaluation
- Lecture 10 - DrillingWellDocument38 pagesLecture 10 - DrillingWellJuwisa Diky PPas encore d'évaluation
- Nozzle RepairDocument3 pagesNozzle RepairCarlos MolinaPas encore d'évaluation
- Sewage Disposal Works: Their Design and ConstructionD'EverandSewage Disposal Works: Their Design and ConstructionPas encore d'évaluation
- Ingolf June 2015Document2 pagesIngolf June 2015pushkar rawalePas encore d'évaluation
- 5) Plug CementingDocument35 pages5) Plug Cementingeng20072007Pas encore d'évaluation
- Understanding Your Boats Systems and Choices.D'EverandUnderstanding Your Boats Systems and Choices.Évaluation : 3 sur 5 étoiles3/5 (1)
- Benoil Stripper Rubber Catalogue PDFDocument15 pagesBenoil Stripper Rubber Catalogue PDFOgheneroPas encore d'évaluation
- LC - Gunk SqueezesDocument5 pagesLC - Gunk SqueezesHeris SitompulPas encore d'évaluation
- Failures of HC-Drifter: For HC155R, HC107R, HC108R, HC109RDocument23 pagesFailures of HC-Drifter: For HC155R, HC107R, HC108R, HC109RYebrail Mojica RuizPas encore d'évaluation
- PETE 689 Underbalanced Drilling (UBD) : Well Engineering Read: UDM Chapter 5 Pages 5.1-5.41Document74 pagesPETE 689 Underbalanced Drilling (UBD) : Well Engineering Read: UDM Chapter 5 Pages 5.1-5.41Heris SitompulPas encore d'évaluation
- Unit 2: The Basics of Drilling: Interview at A Drilling SiteDocument5 pagesUnit 2: The Basics of Drilling: Interview at A Drilling SiteAlex AlexandruPas encore d'évaluation
- ShopNotes Issue 11Document32 pagesShopNotes Issue 11benignoPas encore d'évaluation
- Engine Valve DesignsDocument6 pagesEngine Valve DesignsGhanvir SinghPas encore d'évaluation
- Hydraulic FracturingDocument31 pagesHydraulic FracturingDeepesh KhandelwalPas encore d'évaluation
- Actuators in An Hour WebDocument17 pagesActuators in An Hour WebBrunoPas encore d'évaluation
- 5 - GP CompletionsDocument37 pages5 - GP Completionsweldsv1Pas encore d'évaluation
- Reverse Circulation Cementing: The Complete PictureDocument104 pagesReverse Circulation Cementing: The Complete PictureJoan Corso100% (1)
- Mark Hafle Testimony: Comments On Cement Job - May 28Document3 pagesMark Hafle Testimony: Comments On Cement Job - May 28editorial.onlinePas encore d'évaluation
- Magazine Civil EngineerDocument3 pagesMagazine Civil Engineerconsultor9010Pas encore d'évaluation
- DRILCO Handbook 2001Document99 pagesDRILCO Handbook 2001Carlos Perdomo100% (2)
- Drilling EngineeringDocument36 pagesDrilling EngineeringNajeebPas encore d'évaluation
- Primary Cementing: Wathik Mohammad Alhashimi, P.EngDocument30 pagesPrimary Cementing: Wathik Mohammad Alhashimi, P.EngSyaiful AdriPas encore d'évaluation
- Side Tracking in Open Hole: Charles Ingold, Schlumberger D&MDocument46 pagesSide Tracking in Open Hole: Charles Ingold, Schlumberger D&MAnilPas encore d'évaluation
- Avoid Getting Differentially Stuck Drilling Depleted ZonesDocument5 pagesAvoid Getting Differentially Stuck Drilling Depleted ZonesJairo PuentesPas encore d'évaluation
- Mud Logging Definitions - Petro-Services - AHMED ABD EL FATAH EDREES PDFDocument57 pagesMud Logging Definitions - Petro-Services - AHMED ABD EL FATAH EDREES PDFCarlos Mario Jimenez RamosPas encore d'évaluation
- Trex 00040Document5 pagesTrex 00040OSDocs2012Pas encore d'évaluation
- Open and Case Hole LoggingDocument33 pagesOpen and Case Hole LogginggattPas encore d'évaluation
- A Guide To Well ConstructionDocument127 pagesA Guide To Well ConstructionEliezer JimenezPas encore d'évaluation
- Adm186 259Document386 pagesAdm186 259telemaco01Pas encore d'évaluation
- Oros PistonDocument6 pagesOros Pistonbrigolmustihotmail.com100% (1)
- Interview QuestionsDocument4 pagesInterview QuestionsAbdelkader Fattouche100% (1)
- Exhaust Valve Borescope InspectionsDocument21 pagesExhaust Valve Borescope InspectionsJesse100% (1)
- GL Venturi DesignDocument6 pagesGL Venturi DesignRoland GarciaPas encore d'évaluation
- Wire Line ch-1Document20 pagesWire Line ch-1Ammar HrzPas encore d'évaluation
- SPE-64297-PA Sand Production On Water Injectors-How Bad Can It GetDocument8 pagesSPE-64297-PA Sand Production On Water Injectors-How Bad Can It GetyemiPas encore d'évaluation
- KSB Sicca Valves For The Ansi World: PDF Processed With Cutepdf Evaluation EditionDocument36 pagesKSB Sicca Valves For The Ansi World: PDF Processed With Cutepdf Evaluation EditionPravin KohalePas encore d'évaluation
- Ips Pip Installation Tuberia PVCDocument24 pagesIps Pip Installation Tuberia PVCsgm6911Pas encore d'évaluation
- Indigo Package DyeingDocument8 pagesIndigo Package DyeingAwais ImranPas encore d'évaluation
- Modulo 3 RDocument38 pagesModulo 3 RDANIEL YANESPas encore d'évaluation
- Casing DesignDocument24 pagesCasing DesignYosef ShaabanPas encore d'évaluation
- Quiz AITDocument4 pagesQuiz AITazizsarshoghPas encore d'évaluation
- Driving BandsDocument14 pagesDriving BandsImran AliPas encore d'évaluation
- Topper - Revisited - Booklet Full PDFDocument24 pagesTopper - Revisited - Booklet Full PDFAlexios ChatziAlexiouPas encore d'évaluation
- Section 3, Drilling and Well CompletionDocument17 pagesSection 3, Drilling and Well CompletionhammamiPas encore d'évaluation
- Drilling Assembly HandbookDocument99 pagesDrilling Assembly HandbookRodrigo Sena100% (7)
- Mud Logging InfoDocument55 pagesMud Logging InfoYoucef BenferdiPas encore d'évaluation
- Coiled TubingDocument57 pagesCoiled TubingMostafa IsmailPas encore d'évaluation
- GTS P&P ExersiceDocument132 pagesGTS P&P ExersiceMessere HubenakPas encore d'évaluation
- Keene's Model 4505PH: 3 Stage Four Inch Gold DredgeDocument4 pagesKeene's Model 4505PH: 3 Stage Four Inch Gold Dredgehendy91 jkgPas encore d'évaluation
- Mackay: Some Dangers of Batch Processes Ross MackayDocument3 pagesMackay: Some Dangers of Batch Processes Ross MackayGeorgi Mitkov SavovPas encore d'évaluation
- BP's Proposed Findings - Combined FileDocument1 303 pagesBP's Proposed Findings - Combined FileOSDocs2012Pas encore d'évaluation
- HESI's Proposed FOF and COLDocument335 pagesHESI's Proposed FOF and COLOSDocs2012Pas encore d'évaluation
- To's Proposed FOF and COLDocument326 pagesTo's Proposed FOF and COLOSDocs2012Pas encore d'évaluation
- PSC Post-Trial Brief (Phase One) (Doc 10458) 6-21-2013Document72 pagesPSC Post-Trial Brief (Phase One) (Doc 10458) 6-21-2013OSDocs2012100% (1)
- BP's Post-Trial BriefDocument72 pagesBP's Post-Trial BriefOSDocs2012Pas encore d'évaluation
- Foam Stability Testing: Request Date Slurry I.D. Result CommentsDocument1 pageFoam Stability Testing: Request Date Slurry I.D. Result CommentsOSDocs2012Pas encore d'évaluation
- Plaintiffs Proposed Findings and Conclusions (Phase One) (Doc 10459) 6-21-2013Document199 pagesPlaintiffs Proposed Findings and Conclusions (Phase One) (Doc 10459) 6-21-2013OSDocs2012Pas encore d'évaluation
- Circa 2003Document1 pageCirca 2003OSDocs2012Pas encore d'évaluation
- Exterior: Circa 2003Document1 pageExterior: Circa 2003OSDocs2012Pas encore d'évaluation
- USAs Proposed Findings Phase I (Doc. 10460 - 6.21.2013)Document121 pagesUSAs Proposed Findings Phase I (Doc. 10460 - 6.21.2013)OSDocs2012Pas encore d'évaluation
- Macondo Bod (Basis of Design)Document23 pagesMacondo Bod (Basis of Design)OSDocs2012Pas encore d'évaluation
- Driller HITEC Display CCTV Camera System: Source: TREX 4248 8153Document1 pageDriller HITEC Display CCTV Camera System: Source: TREX 4248 8153OSDocs2012Pas encore d'évaluation
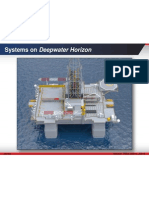
- Systems On Deepwater Horizon: Source: TREX-30014, 30015 D6753Document1 pageSystems On Deepwater Horizon: Source: TREX-30014, 30015 D6753OSDocs2012Pas encore d'évaluation
- Webster:: Trial Transcript at 3975:2-4Document1 pageWebster:: Trial Transcript at 3975:2-4OSDocs2012Pas encore d'évaluation
- DR Gene: CloggedDocument1 pageDR Gene: CloggedOSDocs2012Pas encore d'évaluation
- Arnaud Bobillier Email: June 17, 2010: "I See Some Similarities With What Happened On The Horizon"Document5 pagesArnaud Bobillier Email: June 17, 2010: "I See Some Similarities With What Happened On The Horizon"OSDocs2012Pas encore d'évaluation
- April 20, BLOWOUT: BP Misreads Logs Does Not IdentifyDocument22 pagesApril 20, BLOWOUT: BP Misreads Logs Does Not IdentifyOSDocs2012Pas encore d'évaluation
- Laboratory Results Cement Program Material Transfer TicketDocument13 pagesLaboratory Results Cement Program Material Transfer TicketOSDocs2012Pas encore d'évaluation
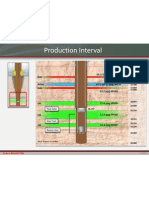
- Production Interval: 14.1-14.2 PPG M57B Gas Brine GasDocument1 pageProduction Interval: 14.1-14.2 PPG M57B Gas Brine GasOSDocs2012Pas encore d'évaluation
- End of Transmission: Transocean Drill Crew Turned The Pumps Off To InvestigateDocument1 pageEnd of Transmission: Transocean Drill Crew Turned The Pumps Off To InvestigateOSDocs2012Pas encore d'évaluation
- Webster:: Trial Transcript at 4136:17-18Document1 pageWebster:: Trial Transcript at 4136:17-18OSDocs2012Pas encore d'évaluation
- Webster:: Trial Transcript at 4015:14-16Document1 pageWebster:: Trial Transcript at 4015:14-16OSDocs2012Pas encore d'évaluation
- Thrusters: Propulsion (PROP)Document1 pageThrusters: Propulsion (PROP)OSDocs2012Pas encore d'évaluation
- Transocean 2009 Annual Report: D6732 Source: TREX-5649Document3 pagesTransocean 2009 Annual Report: D6732 Source: TREX-5649OSDocs2012Pas encore d'évaluation
- Engines: Electrical Power Generation (ELPG) Emergency Shutdown System (ESD)Document1 pageEngines: Electrical Power Generation (ELPG) Emergency Shutdown System (ESD)OSDocs2012Pas encore d'évaluation
- Major DWH Maintenance Timeline: April 20, 2010 Rig in ServiceDocument7 pagesMajor DWH Maintenance Timeline: April 20, 2010 Rig in ServiceOSDocs2012Pas encore d'évaluation
- BP September 2009 Audit: Total Items 188Document3 pagesBP September 2009 Audit: Total Items 188OSDocs2012Pas encore d'évaluation
- Time Out For Safety Think Start: D6731 Source: TREX-4942Document1 pageTime Out For Safety Think Start: D6731 Source: TREX-4942OSDocs2012Pas encore d'évaluation
- BP Is The OperatorDocument1 pageBP Is The OperatorOSDocs2012Pas encore d'évaluation
- Lloyd's Report - Appendix C: Deepwater Horizon Summary ReportDocument1 pageLloyd's Report - Appendix C: Deepwater Horizon Summary ReportOSDocs2012Pas encore d'évaluation
- Wellbore Problems and Solutions, Well ControlDocument87 pagesWellbore Problems and Solutions, Well ControlVinod Kumar100% (1)
- Well Control System in DrillingDocument4 pagesWell Control System in DrillingASIF SADARPas encore d'évaluation
- IADC Vol-1 09 Downhole ToolsDocument36 pagesIADC Vol-1 09 Downhole Toolsballa bammounePas encore d'évaluation
- Naveed MusarratDocument4 pagesNaveed Musarratnaveed mussaratPas encore d'évaluation
- Well Control MethodsDocument48 pagesWell Control MethodsSZ EccvPas encore d'évaluation
- WellsafeDocument34 pagesWellsafeHendra Jurbon0% (1)
- Depth 1m:20m GR 0 150 CPS CL 0 15 Inch LD 500 2500 CPS SD 9000 14000 CPSDocument3 pagesDepth 1m:20m GR 0 150 CPS CL 0 15 Inch LD 500 2500 CPS SD 9000 14000 CPSsyahrir83Pas encore d'évaluation
- How To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred GrowcockDocument16 pagesHow To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred Growcockrıdvan duranPas encore d'évaluation
- لوله مغزی سیار COILED TUBINGDocument90 pagesلوله مغزی سیار COILED TUBINGArdita S IrwanPas encore d'évaluation
- Perencanaan Lumpur Pemboran Berbahan Das Ec8af90bDocument10 pagesPerencanaan Lumpur Pemboran Berbahan Das Ec8af90bHastin Dwi UtamiPas encore d'évaluation
- AXON 001 Corporate Overview v2015.02.25Document35 pagesAXON 001 Corporate Overview v2015.02.25Juan Pablo Villazon Richter100% (1)
- Anadrill - Drilling PracticesDocument7 pagesAnadrill - Drilling PracticessonlnPas encore d'évaluation
- Test P&PDocument13 pagesTest P&PMuhammad Ali0% (1)
- CFR 2011 Title30 Vol2 Part250Document233 pagesCFR 2011 Title30 Vol2 Part250ccordovamPas encore d'évaluation
- Peralatan PemboranDocument42 pagesPeralatan PemboranJimmy Agung Silitonga100% (1)
- Sonatrach Casing DesignDocument31 pagesSonatrach Casing DesignDeny Fatryanto EkoPas encore d'évaluation
- CH 1 Review of Rig Components Drilling System PDFDocument73 pagesCH 1 Review of Rig Components Drilling System PDFAnusha Anu100% (1)
- KamranDocument7 pagesKamranHunterPas encore d'évaluation
- Hydril Tubular Connection Finds Perfect Harmony With Weatherford MPD SystemDocument3 pagesHydril Tubular Connection Finds Perfect Harmony With Weatherford MPD SystemAlberto CárdenasPas encore d'évaluation
- Paper 10 Bow Tie and BayesDocument10 pagesPaper 10 Bow Tie and BayesdonprofaghatisePas encore d'évaluation
- Daily Drilling Report TemplateDocument2 pagesDaily Drilling Report TemplateIbama Mirilla100% (5)
- SPE 37615 Wellbore Design With Reduced Clearance Between Casing StringsDocument9 pagesSPE 37615 Wellbore Design With Reduced Clearance Between Casing StringsBrucePas encore d'évaluation
- Well InterventionsDocument124 pagesWell InterventionsTrue Story100% (1)
- Principle of Kill Method: Well ControlDocument17 pagesPrinciple of Kill Method: Well ControlfarajPas encore d'évaluation
- Well Control Intro SlidesDocument40 pagesWell Control Intro SlidesKenaouia BahaaPas encore d'évaluation
- Test 2-20202021-1-SPACE KLDocument4 pagesTest 2-20202021-1-SPACE KLKaoru AmanePas encore d'évaluation
- Logging - Pt. Angsana Jaya EnergiDocument13 pagesLogging - Pt. Angsana Jaya EnergiRoby FirnandoPas encore d'évaluation
- Well Control Data Sheet: Vertical WellsDocument2 pagesWell Control Data Sheet: Vertical WellsscrbdgharaviPas encore d'évaluation
- Rig: GD Chitra 16.06.2022 LAST CSG: 20"/423M Well Date Final TD: PHASE: 17 1/2" Phase TD: Drilled Depth: 1063M. Present OperationDocument7 pagesRig: GD Chitra 16.06.2022 LAST CSG: 20"/423M Well Date Final TD: PHASE: 17 1/2" Phase TD: Drilled Depth: 1063M. Present Operationongcchemist gd chitraPas encore d'évaluation
- DRILLING RIG & EquipmentDocument74 pagesDRILLING RIG & Equipmentbratugeorgealin71% (7)
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Well Integrity for Workovers and RecompletionsD'EverandWell Integrity for Workovers and RecompletionsÉvaluation : 5 sur 5 étoiles5/5 (3)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesD'EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Advanced Production Decline Analysis and ApplicationD'EverandAdvanced Production Decline Analysis and ApplicationÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Casing and Liners for Drilling and Completion: Design and ApplicationD'EverandCasing and Liners for Drilling and Completion: Design and ApplicationÉvaluation : 5 sur 5 étoiles5/5 (3)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsD'EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsPas encore d'évaluation
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideD'EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideÉvaluation : 2 sur 5 étoiles2/5 (1)
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Flow Analysis for Hydrocarbon Pipeline EngineeringD'EverandFlow Analysis for Hydrocarbon Pipeline EngineeringPas encore d'évaluation
- Industrial Piping and Equipment Estimating ManualD'EverandIndustrial Piping and Equipment Estimating ManualÉvaluation : 5 sur 5 étoiles5/5 (7)
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsD'EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsPas encore d'évaluation
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsD'EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsPas encore d'évaluation
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryD'EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryÉvaluation : 5 sur 5 étoiles5/5 (3)
- The Petroleum Engineering Handbook: Sustainable OperationsD'EverandThe Petroleum Engineering Handbook: Sustainable OperationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (5)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesD'EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesÉvaluation : 5 sur 5 étoiles5/5 (7)
- Guide to the Practical Use of Chemicals in Refineries and PipelinesD'EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesD'EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Essentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsD'EverandEssentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonD'Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonPas encore d'évaluation