Vous aimerez peut-être aussi
- Bulletin - 118 - E Audit in Sugar & DistilleryDocument4 pagesBulletin - 118 - E Audit in Sugar & DistilleryBala MuruganPas encore d'évaluation
- Sugar 2016Document25 pagesSugar 2016krishnaPas encore d'évaluation
- Power Generation by Bagasse FuelDocument48 pagesPower Generation by Bagasse FuelShawala AzharPas encore d'évaluation
- Vasantdada Sugar Institute PDFDocument26 pagesVasantdada Sugar Institute PDFNanasaheb PatilPas encore d'évaluation
- Sugarcane Processing Technologies: by Md. Akram HossainDocument16 pagesSugarcane Processing Technologies: by Md. Akram HossainDeva Mk100% (1)
- 5000tcd PDFDocument114 pages5000tcd PDFAli HyderPas encore d'évaluation
- Sugar Plant Energy ConservationDocument24 pagesSugar Plant Energy ConservationShivam walaskarPas encore d'évaluation
- Short Circuit RepulsionDocument7 pagesShort Circuit Repulsionwy6279Pas encore d'évaluation
- 6 High Efficiency Boiler Technology Sugar Industry Suwat en 2Document29 pages6 High Efficiency Boiler Technology Sugar Industry Suwat en 2nghiPas encore d'évaluation
- Mill Extraction Mangal SinghDocument7 pagesMill Extraction Mangal SinghGun SmithPas encore d'évaluation
- Capacity - Calculation 8000 TCDDocument4 pagesCapacity - Calculation 8000 TCDYadav Shweta0% (1)
- Double Effect Steam Driven Vapour Absorption Machine: 310 1 Shalina Laboratories PVT LTDDocument31 pagesDouble Effect Steam Driven Vapour Absorption Machine: 310 1 Shalina Laboratories PVT LTDBashir AliPas encore d'évaluation
- Mohit's Report1 1Document52 pagesMohit's Report1 1Sudeep singhPas encore d'évaluation
- Electrostatic PrecipitorsDocument2 pagesElectrostatic PrecipitorsTeererai KaguraPas encore d'évaluation
- 21Document29 pages21Remington SalayaPas encore d'évaluation
- EA in Biscuit MFG With Photo PDFDocument8 pagesEA in Biscuit MFG With Photo PDFSivakumar SelvarajPas encore d'évaluation
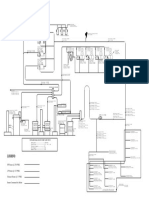
- Steam Balance Layout (TPH) ModelDocument1 pageSteam Balance Layout (TPH) ModelRemington SalayaPas encore d'évaluation
- Ppe NotesDocument51 pagesPpe NotesCharan PrasadPas encore d'évaluation
- Case Study - Venkatesh Krupa SugarDocument3 pagesCase Study - Venkatesh Krupa Sugarvishal aggarwal100% (1)
- Revised Distillery Tender PDFDocument218 pagesRevised Distillery Tender PDFAmol DeshmukhPas encore d'évaluation
- Tips For Operation Maintenance of Batch McsDocument13 pagesTips For Operation Maintenance of Batch Mcsgopalakrishnannrm1202Pas encore d'évaluation
- Hydraulic Actuator SpecificationsDocument3 pagesHydraulic Actuator SpecificationsRizky RamadhaniPas encore d'évaluation
- Angel Rajput 2 Sem - Sugar IndustryDocument29 pagesAngel Rajput 2 Sem - Sugar IndustryMayank jain100% (1)
- Mill House IjazDocument24 pagesMill House IjazZulal AliPas encore d'évaluation
- JBC Common Boiler FormulasDocument12 pagesJBC Common Boiler Formulasnesrine10Pas encore d'évaluation
- 2500 TCDDocument96 pages2500 TCDMohan Raj100% (1)
- 3 Phase Siemens Standard Motors PDFDocument18 pages3 Phase Siemens Standard Motors PDFVishnu KumarPas encore d'évaluation
- Sugar Mill Sanitation - Case Study by Chembond WaterDocument2 pagesSugar Mill Sanitation - Case Study by Chembond WaterRushikesh BhaleraoPas encore d'évaluation
- Sugar Factory DefinitionDocument8 pagesSugar Factory Definitiontsrinivasan5083100% (1)
- Pre-Feasibility Report: Proposed 105 KLPD Molasses/ B-Heavy/ Sugar Cane Juice and Grain Based Distillery ProjectDocument42 pagesPre-Feasibility Report: Proposed 105 KLPD Molasses/ B-Heavy/ Sugar Cane Juice and Grain Based Distillery ProjectChakuliPas encore d'évaluation
- Power Air Preheater Ljungstrom Air Preheaters PDFDocument16 pagesPower Air Preheater Ljungstrom Air Preheaters PDFNaveen ChodagiriPas encore d'évaluation
- Chemical Control (Ansi Sugar Tech. Third Year) : by Dr. Jahar Singh Apst NsikanpurDocument24 pagesChemical Control (Ansi Sugar Tech. Third Year) : by Dr. Jahar Singh Apst NsikanpurSameer Agale100% (1)
- Diagrams PDFDocument15 pagesDiagrams PDFAhmed M. Abdel HamedPas encore d'évaluation
- 1994 Gibbon Cad Thrashplate DesignDocument3 pages1994 Gibbon Cad Thrashplate DesignnghiPas encore d'évaluation
- PPTDocument29 pagesPPTAnaytullah AnsariPas encore d'évaluation
- Thermax BoilerDocument10 pagesThermax Boileramitrawal0100% (1)
- 1974 Murray Filtering Quallity of RAw Sugar - Mechanism of Starch Influence in CarbonatationDocument11 pages1974 Murray Filtering Quallity of RAw Sugar - Mechanism of Starch Influence in CarbonatationnghiPas encore d'évaluation
- Trials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryDocument4 pagesTrials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Reference Control PhilosophyDocument22 pagesReference Control PhilosophyReno MurdaPas encore d'évaluation
- General Specification For Electric Actuators - Integral Motor ControlDocument4 pagesGeneral Specification For Electric Actuators - Integral Motor ControlschgirlPas encore d'évaluation
- Specifications of 1250Tcd Sulphitation Sugar Plant Expandable To 2000 TCDDocument73 pagesSpecifications of 1250Tcd Sulphitation Sugar Plant Expandable To 2000 TCDAHmad NaqashPas encore d'évaluation
- Syrup ClarificationDocument14 pagesSyrup ClarificationArun Gupta100% (1)
- VFD For Compresor Motor 75 HP Bhimavrm IMCDocument35 pagesVFD For Compresor Motor 75 HP Bhimavrm IMCVivek SinghPas encore d'évaluation
- Boiler and Power Plant 20011 FinalDocument187 pagesBoiler and Power Plant 20011 FinalGebeyehu GetachewPas encore d'évaluation
- Technical Specs For Sugar Lauriya - FinalDocument140 pagesTechnical Specs For Sugar Lauriya - FinalMohan RajPas encore d'évaluation
- Biodiese LDocument12 pagesBiodiese LNishikPas encore d'évaluation
- Cep 1 PDFDocument17 pagesCep 1 PDFNisha YadavPas encore d'évaluation
- DM PlantDocument93 pagesDM PlantPRAMOD KUMAR NANDAPas encore d'évaluation
- Jaggery Manufacturing Unit Jaggery Unit Investment MachinesDocument4 pagesJaggery Manufacturing Unit Jaggery Unit Investment MachinesFarooq Ameer Jordan WalaPas encore d'évaluation
- BOE CertificatesDocument2 pagesBOE CertificatesMahadev KovalliPas encore d'évaluation
- Vacuum System ParametersDocument7 pagesVacuum System ParametersOmar Ahmed ElkhalilPas encore d'évaluation
- Specification of Sugar Plant 9000 TCDDocument7 pagesSpecification of Sugar Plant 9000 TCDArif ShafiPas encore d'évaluation
- Energy Conservation in Sugar ManufacturingDocument19 pagesEnergy Conservation in Sugar Manufacturingtsrinivasan5083100% (1)
- DIIPA Lecture-4 Grain Based Distillery 07042020Document26 pagesDIIPA Lecture-4 Grain Based Distillery 07042020chandrasekhar chPas encore d'évaluation
- Distillery Wastwater Treatment-CDM Project-2012Document60 pagesDistillery Wastwater Treatment-CDM Project-2012tsrinivasan5083Pas encore d'évaluation
- Ash ProjectDocument85 pagesAsh ProjectAshish RawatPas encore d'évaluation
- NTPC Kayamkulam Training ReportDocument18 pagesNTPC Kayamkulam Training ReportAdam Weiss67% (3)
- Natural Gas EquipmentDocument26 pagesNatural Gas Equipmenthanisshi100% (1)
- An Overview of Combined Cycle Power Plant - EEPDocument12 pagesAn Overview of Combined Cycle Power Plant - EEPrereilham100% (1)
- Literature Review On Cement Industry WHRDocument24 pagesLiterature Review On Cement Industry WHRnihal attarPas encore d'évaluation
- Connexion March 11Document2 pagesConnexion March 11Pervin KumarPas encore d'évaluation
- Howto Do Analysis and DesignDocument90 pagesHowto Do Analysis and Designanon_265830271100% (1)
- Sridhar ResumeDocument4 pagesSridhar ResumePervin KumarPas encore d'évaluation
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Heat Recovery Steam Generator Oxygen Injection-Case Study F PDFDocument42 pagesHeat Recovery Steam Generator Oxygen Injection-Case Study F PDFAndres Walter RodrigoPas encore d'évaluation
- Lay-Up of BoilersDocument68 pagesLay-Up of Boilerseric100% (3)
- LPG C Summer Main Engine Repair Report SsetDocument41 pagesLPG C Summer Main Engine Repair Report SsetFirooz JavizianPas encore d'évaluation
- Boiler Performance Audit Report by K.K.parthiban at A Tyre PlantDocument35 pagesBoiler Performance Audit Report by K.K.parthiban at A Tyre Plantparthi2006576850% (2)
- Impact of The HP Preheater Bypass On The Economizer Inlet HeaderDocument5 pagesImpact of The HP Preheater Bypass On The Economizer Inlet HeaderMadhulika SrinivasPas encore d'évaluation
- Flash Tank Heat Recovery Operating and Maintenance ManualDocument2 pagesFlash Tank Heat Recovery Operating and Maintenance ManualCastoriadisPas encore d'évaluation
- Summer Training ReportDocument46 pagesSummer Training ReportADITYAPas encore d'évaluation
- DFIU 330079-3 Temp y EventoDocument4 pagesDFIU 330079-3 Temp y EventoAstin R. MartinezPas encore d'évaluation
- 800 - 1 - Refrigeration Product Catalogue With ZanottiDocument64 pages800 - 1 - Refrigeration Product Catalogue With ZanottiLmaoPas encore d'évaluation
- Boiler Handbook Guide-Rev 1Document326 pagesBoiler Handbook Guide-Rev 1venus energy100% (1)
- HRSG SimulationDocument57 pagesHRSG SimulationsatishchemengPas encore d'évaluation
- Carrier 50tcq 3 12TRDocument118 pagesCarrier 50tcq 3 12TRjack-bcPas encore d'évaluation
- Installation Instructions: Part No. CRTIMEGD001A00Document4 pagesInstallation Instructions: Part No. CRTIMEGD001A00Freddy MartinezPas encore d'évaluation
- Boiler EmergancyDocument35 pagesBoiler EmergancyAshok RasekarPas encore d'évaluation
- Training Report IpgclDocument50 pagesTraining Report IpgclSahil SinghalPas encore d'évaluation
- Boiler Ash Handeling System Gyanendra Sharma NPTI DelhiDocument46 pagesBoiler Ash Handeling System Gyanendra Sharma NPTI DelhiNPTIPas encore d'évaluation
- York ChillerDocument34 pagesYork ChillerNATHAN100% (1)
- Latest Developments in Zinc ProcessingDocument18 pagesLatest Developments in Zinc ProcessingMohammad SoltaniPas encore d'évaluation
- Boiler: Sabari Girish N Sr. Engineer (O)Document37 pagesBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghPas encore d'évaluation
- Tech DiaryDocument155 pagesTech Diary008911Pas encore d'évaluation
- Paquete Landmark KCA 2-7.5Document60 pagesPaquete Landmark KCA 2-7.5Carlos EafPas encore d'évaluation
- Boilers Basic Components (Att. VIII)Document28 pagesBoilers Basic Components (Att. VIII)Vijay RajPas encore d'évaluation
- LNGC Al Ghashamiya - Imo 9397286 - Machinery Operating ManualDocument537 pagesLNGC Al Ghashamiya - Imo 9397286 - Machinery Operating Manualseawolf50Pas encore d'évaluation
- Oral MEP, MOTOR, ELEC, SAFETYDocument38 pagesOral MEP, MOTOR, ELEC, SAFETYhrushikesh sahuPas encore d'évaluation
- Chemical Engineering 2010 01Document92 pagesChemical Engineering 2010 01triuneenergy50% (2)
- Whrs ManualDocument41 pagesWhrs ManualAKHLESH JHALLAREPas encore d'évaluation
- Reciprocal CompressorsDocument40 pagesReciprocal CompressorsSathish KasilingamPas encore d'évaluation
- Part 3 Power Plant Volume I PDFDocument850 pagesPart 3 Power Plant Volume I PDFyuchakr100% (5)
- Line DiagramDocument32 pagesLine DiagramShambhu MehtaPas encore d'évaluation
- INPAC-1 - 50 Ton Capacity CatalogoDocument44 pagesINPAC-1 - 50 Ton Capacity CatalogolazaroPas encore d'évaluation