Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
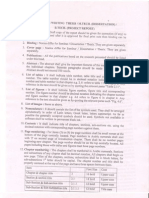
- HD T Sublimation GuideDocument12 pagesHD T Sublimation GuideJared Formalejo100% (1)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- PAL Identifier 2015-16Document72 pagesPAL Identifier 2015-16vinoedhnaidu_rajagopalPas encore d'évaluation
- InfographicsDocument36 pagesInfographicsalissandra100% (5)
- Paper Sizes ChartDocument5 pagesPaper Sizes Chartcool_sandy001Pas encore d'évaluation
- HH Arnason - Futurism Abstraction in Russia and DeStil (Ch. 11)Document26 pagesHH Arnason - Futurism Abstraction in Russia and DeStil (Ch. 11)KraftfeldPas encore d'évaluation
- Computer GraphicsDocument71 pagesComputer GraphicsxhajiyoPas encore d'évaluation
- Skoda (Brand Guide)Document73 pagesSkoda (Brand Guide)Alexandre NobrePas encore d'évaluation
- Pointillism Lesson PlanDocument2 pagesPointillism Lesson PlanspektorishPas encore d'évaluation
- Writing Ideas For 5e RPHDocument2 pagesWriting Ideas For 5e RPHCahaya PemberiankuPas encore d'évaluation
- Pentaksiran 2022 - 2023Document7 pagesPentaksiran 2022 - 2023Cahaya PemberiankuPas encore d'évaluation
- Ujian Satu 2017 Tingkatan Dua Sains (1 Jam 30 Minit) Instruction: Answer ALL The QuestionsDocument9 pagesUjian Satu 2017 Tingkatan Dua Sains (1 Jam 30 Minit) Instruction: Answer ALL The QuestionsCahaya PemberiankuPas encore d'évaluation
- Form 2 Science Test 11: (Choose Your Answers From The Following Numbers: 2000, 80, 3)Document5 pagesForm 2 Science Test 11: (Choose Your Answers From The Following Numbers: 2000, 80, 3)Hasmi MohamadPas encore d'évaluation
- SOWSF1Document26 pagesSOWSF1haddrickPas encore d'évaluation
- Soalan LatihanDocument1 pageSoalan LatihanCahaya PemberiankuPas encore d'évaluation
- Soalan LatihanDocument1 pageSoalan LatihanCahaya PemberiankuPas encore d'évaluation
- Soalan LatihanDocument1 pageSoalan LatihanCahaya PemberiankuPas encore d'évaluation
- Distinction of Male Students in IPTDocument32 pagesDistinction of Male Students in IPTCahaya PemberiankuPas encore d'évaluation
- Eve Lam CVDocument2 pagesEve Lam CVEve LamPas encore d'évaluation
- BellaNaija Rate Card - 2017 PDFDocument13 pagesBellaNaija Rate Card - 2017 PDFJoan RosanwoPas encore d'évaluation
- PrinterCrossReference 2018.06.01bDocument2 pagesPrinterCrossReference 2018.06.01bramzibtrPas encore d'évaluation
- Harun Abdul Ghoni: Work BackgroundDocument1 pageHarun Abdul Ghoni: Work BackgroundHarun Abdul GhoniPas encore d'évaluation
- Imc 2Document54 pagesImc 2Puneet SahotraPas encore d'évaluation
- LG 50PZ950 CNET Review Calibration ResultsDocument7 pagesLG 50PZ950 CNET Review Calibration ResultsDavid KatzmaierPas encore d'évaluation
- Mnwscalendar: Heidi E. NelsonDocument4 pagesMnwscalendar: Heidi E. NelsonRavi SalimathPas encore d'évaluation
- Instructions For Thesis WritingDocument4 pagesInstructions For Thesis Writingdramala69Pas encore d'évaluation
- Sdre14-13 PSB 1-4-Rev17Document5 pagesSdre14-13 PSB 1-4-Rev17lwin_oo2435Pas encore d'évaluation
- Visual Communication: Visual Communication Is The Conveyance of Ideas and InformationDocument7 pagesVisual Communication: Visual Communication Is The Conveyance of Ideas and Informationhmltdt9221Pas encore d'évaluation
- One Brand Which Failed Only Due To Wrong Marketing Strategy Is LirilDocument6 pagesOne Brand Which Failed Only Due To Wrong Marketing Strategy Is LirilKanan Unni0% (1)
- Protractor ArtsDocument4 pagesProtractor Artsapi-258063021Pas encore d'évaluation
- Paper SizesDocument6 pagesPaper SizesbinscribdPas encore d'évaluation
- Nielsen - Trust in Advertising Oct07Document6 pagesNielsen - Trust in Advertising Oct07jakerockwell100% (7)
- Brevant GuidelinesDocument42 pagesBrevant GuidelinesDaniel BatemanPas encore d'évaluation
- TEMPartists 2012 LondonDocument21 pagesTEMPartists 2012 LondonTheodora Chico SuttonPas encore d'évaluation
- Pantry 2Document1 pagePantry 2Arjuna Foto Copy & AdvertisingPas encore d'évaluation
- Iso 12647 3 2005 en PDFDocument8 pagesIso 12647 3 2005 en PDFOscar ValenciaPas encore d'évaluation
- My Professional Career in Eight Lines: Enviroment ArtistDocument2 pagesMy Professional Career in Eight Lines: Enviroment ArtistAlberto Garcia GonPas encore d'évaluation
- Artisan Themes - 7 Ways To Make Your Website Look ProfessionalDocument19 pagesArtisan Themes - 7 Ways To Make Your Website Look ProfessionalAbhijit BiswasPas encore d'évaluation
- Perencanaan Jadwal KerjaDocument40 pagesPerencanaan Jadwal KerjaSandi Arif FirmansyahPas encore d'évaluation
- CP3000 MFP Brochure USDocument4 pagesCP3000 MFP Brochure USAshok DahiyaPas encore d'évaluation