Vous aimerez peut-être aussi
- Silicon Structural GlazingDocument30 pagesSilicon Structural Glazingedbern20005873Pas encore d'évaluation
- CW Fab GuideDocument76 pagesCW Fab Guideedbern20005873100% (4)
- Dow Corning Glazing MethodDocument32 pagesDow Corning Glazing Methody2kareinPas encore d'évaluation
- Curtain Wall NoAnswersDocument20 pagesCurtain Wall NoAnswersLuiz CarlosPas encore d'évaluation
- Element Facades LR PDFDocument21 pagesElement Facades LR PDFAnkush BhartiPas encore d'évaluation
- Curtain WallDocument38 pagesCurtain Walledbern20005873100% (4)
- Napoleon Hill - How To Overcome FailureDocument56 pagesNapoleon Hill - How To Overcome Failureedbern20005873Pas encore d'évaluation
- Anodizing Aluminum and How It WorksDocument3 pagesAnodizing Aluminum and How It WorksImran ShuaibPas encore d'évaluation
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialDocument22 pagesTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsPas encore d'évaluation
- Buckling Behavior of Split MullionDocument41 pagesBuckling Behavior of Split MullionNguyễn SơnPas encore d'évaluation
- Structural Glazing Guidelines PDFDocument2 pagesStructural Glazing Guidelines PDFAlbert de GuzmanPas encore d'évaluation
- CWCT Vs AstmDocument4 pagesCWCT Vs Astmy2kareinPas encore d'évaluation
- Mill Finish Anodized Finish Powder Coated Finish Super Durable Powder Coated Finish Polyvinylidene Flouride (PVDF) Finish Alodine Chromated FinishDocument27 pagesMill Finish Anodized Finish Powder Coated Finish Super Durable Powder Coated Finish Polyvinylidene Flouride (PVDF) Finish Alodine Chromated Finishedbern20005873Pas encore d'évaluation
- UQ3 Quick Reference Guide For Self-Education PDFDocument50 pagesUQ3 Quick Reference Guide For Self-Education PDFMd. Humayun KabirPas encore d'évaluation
- 15 Aluminium PackagingDocument4 pages15 Aluminium PackagingppmasterPas encore d'évaluation
- Aluminum Silicon PDFDocument126 pagesAluminum Silicon PDFandrea_a48100% (1)
- European - British Standards and Codes of PracticeDocument6 pagesEuropean - British Standards and Codes of PracticetanminweePas encore d'évaluation
- Dow Corning Technical ManualDocument88 pagesDow Corning Technical ManualJerry100% (1)
- Soetens 2008Document37 pagesSoetens 2008jvs11021102Pas encore d'évaluation
- Thermal Conversion of Plastic-Containing Waste-A ReviewDocument77 pagesThermal Conversion of Plastic-Containing Waste-A ReviewVishal BhagwatPas encore d'évaluation
- All About GlassDocument58 pagesAll About Glassdwivedi.p.kPas encore d'évaluation
- Protective CoatingDocument6 pagesProtective CoatingPinaki RahaPas encore d'évaluation
- Aluminum: Aluminum Extrusion Machine Aluminum SectionsDocument15 pagesAluminum: Aluminum Extrusion Machine Aluminum Sectionsedbern20005873Pas encore d'évaluation
- How To Decide Between Anodizing Painting & PVDF CoatingDocument5 pagesHow To Decide Between Anodizing Painting & PVDF CoatingNaveen Karki100% (1)
- Acoustical Glass: Specs & TechDocument12 pagesAcoustical Glass: Specs & TechChen Yaohui VictorPas encore d'évaluation
- Galvalume Brochure Web2Document24 pagesGalvalume Brochure Web2amitPas encore d'évaluation
- Sapa Group - Shape Magazine 2004 # 1 - Aluminium / AluminumDocument24 pagesSapa Group - Shape Magazine 2004 # 1 - Aluminium / Aluminumsapagroup100% (1)
- 1A - SealantsDocument20 pages1A - Sealantsyuyang1024100% (1)
- AGC - Interior Glass - Cleaning & Maintenance GuideDocument7 pagesAGC - Interior Glass - Cleaning & Maintenance GuideengkankwPas encore d'évaluation
- Andy Lee Advanced Facade Engineering and Technology 2006Document6 pagesAndy Lee Advanced Facade Engineering and Technology 2006ravalmanan0% (1)
- W3 - L8 - MRCS - Concrete Deterioration - 3 PDFDocument42 pagesW3 - L8 - MRCS - Concrete Deterioration - 3 PDFsrinivasanPas encore d'évaluation
- Architectural Glass Brochure PDFDocument28 pagesArchitectural Glass Brochure PDFdanndiamondPas encore d'évaluation
- Alubond Tech - Brochure PDFDocument8 pagesAlubond Tech - Brochure PDFLjubisa TopicPas encore d'évaluation
- Building Structures NotesDocument23 pagesBuilding Structures Notestwinkle4545Pas encore d'évaluation
- Condensation On GlassDocument3 pagesCondensation On GlassMancasi RazvanPas encore d'évaluation
- Glass Industry Vocabulary - Learn What Glass Industry Terms Mean - Signa SystemDocument15 pagesGlass Industry Vocabulary - Learn What Glass Industry Terms Mean - Signa SystemkrajasrinivasPas encore d'évaluation
- Introduction To Glass Curtain Wall SystemsDocument7 pagesIntroduction To Glass Curtain Wall SystemsguillermoPas encore d'évaluation
- Glazing TerminologyDocument4 pagesGlazing TerminologyDaliPotter100% (1)
- Facade SelectionDocument34 pagesFacade SelectionSarvesh TalelePas encore d'évaluation
- Architectural AluminumDocument14 pagesArchitectural Aluminumedbern20005873Pas encore d'évaluation
- Structural Assessment of Mashrabiya PerfDocument9 pagesStructural Assessment of Mashrabiya PerfSrikanth BhaskaraPas encore d'évaluation
- Northclad AcmDocument2 pagesNorthclad Acmresearcher911Pas encore d'évaluation
- Pitting Corrosion of AluminumDocument25 pagesPitting Corrosion of AluminumBeatriz BrachettiPas encore d'évaluation
- Splicing of Mullion at Curtain WallDocument14 pagesSplicing of Mullion at Curtain WallKIARA ARGELPas encore d'évaluation
- Silicone Spandrel Glass CoatingsDocument10 pagesSilicone Spandrel Glass CoatingsGino TironiPas encore d'évaluation
- Designs CatalogDocument77 pagesDesigns CatalogGen MendozaPas encore d'évaluation
- Heat Soak TestingDocument9 pagesHeat Soak Testinghisham1958Pas encore d'évaluation
- Glass CorrosionDocument8 pagesGlass CorrosionCan Yigit DincPas encore d'évaluation
- 08 4400 - Curtain Wall and Glazed Assemblies - FinalDocument50 pages08 4400 - Curtain Wall and Glazed Assemblies - FinalAbdullah NajjarPas encore d'évaluation
- PR3 - Aluminium Curtain Wall Market (1629)Document4 pagesPR3 - Aluminium Curtain Wall Market (1629)Prajwal KhandarePas encore d'évaluation
- Mistral Tower Value of System Design, Manufacturing and Installation in Cold Bent SSG UnitsDocument18 pagesMistral Tower Value of System Design, Manufacturing and Installation in Cold Bent SSG UnitsGino TironiPas encore d'évaluation
- National Fenestration Rating Council Incorporated NFRC 100-2014Document109 pagesNational Fenestration Rating Council Incorporated NFRC 100-2014Etienne MagriPas encore d'évaluation
- 13GR - 059 Bituthene HB Web PDFDocument141 pages13GR - 059 Bituthene HB Web PDFWendel MeloPas encore d'évaluation
- Glasscon Glas Static Analysis Sample Egypt 1Document368 pagesGlasscon Glas Static Analysis Sample Egypt 1atalayyPas encore d'évaluation
- M50-2014 V6Document334 pagesM50-2014 V6Dragan MilosevicPas encore d'évaluation
- M9800 AccordionDocument51 pagesM9800 AccordionMunteanu Ionut100% (1)
- Successful Designs For Curtain Wall Attachment PDFDocument4 pagesSuccessful Designs For Curtain Wall Attachment PDFTony ZapantaPas encore d'évaluation
- 7075 Aluminum Plate SuppliersDocument10 pages7075 Aluminum Plate Supplierssanghvi overseas incPas encore d'évaluation
- Aluminum Extrusion Process OverviewDocument4 pagesAluminum Extrusion Process Overviewken_desPas encore d'évaluation
- Pro 045675Document214 pagesPro 045675ho luongPas encore d'évaluation
- BISCO Material Selection Guide PDFDocument9 pagesBISCO Material Selection Guide PDFAmir Hooshang Ghadymi MahaniPas encore d'évaluation
- A List of Most Common Glass Types in The Flat Glass IndustryDocument11 pagesA List of Most Common Glass Types in The Flat Glass IndustryShikha Aggarwal100% (1)
- Eva Film Inter Layer For Laminated GlassDocument7 pagesEva Film Inter Layer For Laminated GlassPeter LinPas encore d'évaluation
- Climatic Design of BuildingsDocument22 pagesClimatic Design of BuildingspatPas encore d'évaluation
- WK4-Salhia Shading CoeffficientDocument17 pagesWK4-Salhia Shading CoeffficienttriplbingaziPas encore d'évaluation
- Smart Materials: Submitted By: Sumukha Sudharshan Gaurav Megha MadhuDocument41 pagesSmart Materials: Submitted By: Sumukha Sudharshan Gaurav Megha MadhuAmrutha PavithranPas encore d'évaluation
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsD'EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsPas encore d'évaluation
- Architectural Glass: Production, Selection and Performance: Page 1 of 61 1Document61 pagesArchitectural Glass: Production, Selection and Performance: Page 1 of 61 1edbern20005873100% (1)
- MPI Sandstone Description GuidelinesDocument1 pageMPI Sandstone Description GuidelinesCarlo Alejandro C. RuizPas encore d'évaluation
- AUXSEA Student-2 PDFDocument124 pagesAUXSEA Student-2 PDFekindedeoglu4913Pas encore d'évaluation
- ASSAB Vanadis 8 SuperClean enDocument12 pagesASSAB Vanadis 8 SuperClean enAre Soo YantoPas encore d'évaluation
- Volume Control DamperDocument16 pagesVolume Control Damperpenglei jiPas encore d'évaluation
- ArcDocument17 pagesArcFatima AhmedPas encore d'évaluation
- CTK CatalogueDocument28 pagesCTK CatalogueAlexx SorokinPas encore d'évaluation
- AbamDocument4 pagesAbamKAIPas encore d'évaluation
- Visual Inspection HRSG # 02Document2 pagesVisual Inspection HRSG # 02Muhammad RezaPas encore d'évaluation
- PetrographyDocument13 pagesPetrographyMI ChoudharyPas encore d'évaluation
- Sika ChapdurDocument2 pagesSika ChapdurcormolioPas encore d'évaluation
- Partial Replacement of Sand With Quarry Dust in ConcreteDocument5 pagesPartial Replacement of Sand With Quarry Dust in ConcreteSuman VarmaPas encore d'évaluation
- 22A Wright RD Builder's ReportDocument13 pages22A Wright RD Builder's ReportAriel LevinPas encore d'évaluation
- Stop Valves,: Type SVA-ST and SVA-LT 15 ( In.) - 200 (8 In.)Document20 pagesStop Valves,: Type SVA-ST and SVA-LT 15 ( In.) - 200 (8 In.)GogaPas encore d'évaluation
- BiodieselDocument2 pagesBiodieseligorsilva13123Pas encore d'évaluation
- Column & Shearwall Formwork CalculationDocument6 pagesColumn & Shearwall Formwork CalculationPrakash Singh RawalPas encore d'évaluation
- Meat and Bone Meal As A Renewable Energy Source inDocument7 pagesMeat and Bone Meal As A Renewable Energy Source inIhsan FajrulPas encore d'évaluation
- Si 5699-EnDocument3 pagesSi 5699-EnWahyu Riz AmblakadarrPas encore d'évaluation
- Table (1) Areas and Weights of Reinforcing Steel BarsDocument2 pagesTable (1) Areas and Weights of Reinforcing Steel BarsLynx101Pas encore d'évaluation
- Ant - 001 - 070723 (1) John Frtiz Cover PageDocument1 pageAnt - 001 - 070723 (1) John Frtiz Cover PageJustin W. ThomasPas encore d'évaluation
- 0685EDocument7 pages0685EJay PanchaniPas encore d'évaluation
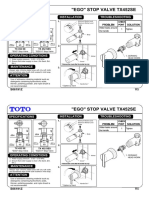
- TX452SEDocument1 pageTX452SEFaiq HaidarPas encore d'évaluation
- Chapter 16 - Acid-Base EquilibraDocument28 pagesChapter 16 - Acid-Base EquilibraUzair IsmailPas encore d'évaluation
- 1 - Paper - Planta Piloto Absorcion H2S PDFDocument7 pages1 - Paper - Planta Piloto Absorcion H2S PDFSilas Calderon LuloPas encore d'évaluation
- Sampling of Construction Materials: Afcons Representative Team Representative Name: Name: Date: DateDocument1 pageSampling of Construction Materials: Afcons Representative Team Representative Name: Name: Date: DateVishwakarma VishwakarmaPas encore d'évaluation
- Moldova N 2015Document8 pagesMoldova N 2015Suissi AnisPas encore d'évaluation
- Kunft KDW4752N DishwasherDocument59 pagesKunft KDW4752N Dishwashermike_sanPas encore d'évaluation
- JeansDocument6 pagesJeansDnim LabPas encore d'évaluation