Vous aimerez peut-être aussi
- Relatório Tec Lácteos - RequeijãoDocument12 pagesRelatório Tec Lácteos - RequeijãoAndressa Gonçalves100% (2)
- Manual UFCD 0670Document27 pagesManual UFCD 0670Josiene Silva Sousa0% (1)
- Mesada educativa: regras e penalidadesDocument4 pagesMesada educativa: regras e penalidadesLaís Lira100% (1)
- Norma Brasileira: Abnt NBR IEC 60079-31Document18 pagesNorma Brasileira: Abnt NBR IEC 60079-31Caio Cézar100% (1)
- Exercicio IIDocument13 pagesExercicio IIRITA DE CASSIAPas encore d'évaluation
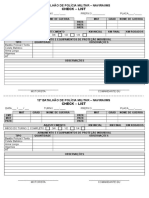
- Check-list de veículo do 12o BPM de NaviraíDocument2 pagesCheck-list de veículo do 12o BPM de NaviraíkaiquePas encore d'évaluation
- Respostas SIMULADODocument61 pagesRespostas SIMULADOVictor Hugo Soares Lima33% (3)
- Documento de cobrança de imposto industrialDocument2 pagesDocumento de cobrança de imposto industrialAlfredo FerrãoPas encore d'évaluation
- Dimensionando lajes pré-moldadas com EPSDocument34 pagesDimensionando lajes pré-moldadas com EPSGuilherme TelesPas encore d'évaluation
- Já Agora, o Jornal Gratuito Da Covilhã e Fundão, Nº 79Document12 pagesJá Agora, o Jornal Gratuito Da Covilhã e Fundão, Nº 79jaagoraPas encore d'évaluation
- Nota Informativa Licencas Sem Vencimento Licencas Sem RemuneracaoDocument7 pagesNota Informativa Licencas Sem Vencimento Licencas Sem RemuneracaocdanielsampaiocPas encore d'évaluation
- OrganofluxogramaDocument1 pageOrganofluxogramaLivia AlessandraPas encore d'évaluation
- Reflexão Cultura Comunicação e MédiaDocument1 pageReflexão Cultura Comunicação e MédiaMélita MeloPas encore d'évaluation
- Artigo Qsar Leave OutDocument9 pagesArtigo Qsar Leave OutClauber HenriquePas encore d'évaluation
- Portaria - 936 2011 - MJ Credenciamento Pag2Document1 pagePortaria - 936 2011 - MJ Credenciamento Pag2Icrad OironetPas encore d'évaluation
- Apostila de Auditoria para ConcursosDocument16 pagesApostila de Auditoria para ConcursosAchei Concursos0% (1)
- Diário Da Justiça Eletrônico - Data Da Veiculação - 23 - 08 - 2023Document240 pagesDiário Da Justiça Eletrônico - Data Da Veiculação - 23 - 08 - 2023desapegolivrosPas encore d'évaluation
- Resumo - Família - 2º BiDocument30 pagesResumo - Família - 2º Bi9g7jzcdx5fPas encore d'évaluation
- Blocos LED segurança reduzem consumo 75Document3 pagesBlocos LED segurança reduzem consumo 75npfhenriquesPas encore d'évaluation
- TCC Farmácia ClinicaDocument11 pagesTCC Farmácia ClinicaHenrique JuniorPas encore d'évaluation
- NR 07 - Vigilância Epidemiológica e Doenças Ocupacionais RespiratóriasDocument4 pagesNR 07 - Vigilância Epidemiológica e Doenças Ocupacionais RespiratóriasCPSSTPas encore d'évaluation
- Licenciamento ambiental de portosDocument32 pagesLicenciamento ambiental de portosRoger landinPas encore d'évaluation
- Inovação em óculos de segurança digitaisDocument8 pagesInovação em óculos de segurança digitaisdesetekPas encore d'évaluation
- Ficha 7 - Integracao Vertical PDFDocument7 pagesFicha 7 - Integracao Vertical PDFJoseph SmithPas encore d'évaluation
- Marketing de Relacionamento Digital - Duração 1hDocument10 pagesMarketing de Relacionamento Digital - Duração 1hWagner BarretoPas encore d'évaluation
- Porcentagem Matemática para IniciantesDocument13 pagesPorcentagem Matemática para IniciantesAdamSoaresPas encore d'évaluation
- Simulado Pne 01Document4 pagesSimulado Pne 01Helio Dos Santos CorreiaPas encore d'évaluation
- Infraestruturas de água e saneamentoDocument20 pagesInfraestruturas de água e saneamentoGerson MacaringuePas encore d'évaluation
- Nota de Serviço Marilan 197Document1 pageNota de Serviço Marilan 197WebSAT SoluçõesPas encore d'évaluation
- Justificativa Edital 5 - Ronda EscolarDocument7 pagesJustificativa Edital 5 - Ronda EscolarMarcos Daniel Schmidt GarofaloPas encore d'évaluation