Vous aimerez peut-être aussi
- Kaiser Aluminum Shapes Soft Alloy PDFDocument18 pagesKaiser Aluminum Shapes Soft Alloy PDFgerrzen64Pas encore d'évaluation
- 6061 Aluminium Alloy - WikipediaDocument33 pages6061 Aluminium Alloy - WikipediaMangesh MishraPas encore d'évaluation
- Aircraft MaterialsDocument16 pagesAircraft MaterialsManicharanPas encore d'évaluation
- 9ni Cryogenic Materials PDFDocument5 pages9ni Cryogenic Materials PDFyogie4061100% (1)
- Chemical Composition: Copper Alloy DataDocument12 pagesChemical Composition: Copper Alloy DataErujPas encore d'évaluation
- AluminiumDocument48 pagesAluminiumGhiffariAwliyaMuhammadAshfaniaPas encore d'évaluation
- Duplex Stainless Steel AL 2205™ Alloy: (UNS S31803 and S32205)Document6 pagesDuplex Stainless Steel AL 2205™ Alloy: (UNS S31803 and S32205)Dell_RevanPas encore d'évaluation
- How To Weld Fully Austenitic Stainless SteelsDocument20 pagesHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezPas encore d'évaluation
- Aluminium and Its Alloys: EF420 Lecture 11 John TaylorDocument48 pagesAluminium and Its Alloys: EF420 Lecture 11 John TaylorzorazhrPas encore d'évaluation
- Stainless AISI 3XXDocument3 pagesStainless AISI 3XXThitaphol HuyananPas encore d'évaluation
- COPPER ALLOY DATADocument11 pagesCOPPER ALLOY DATAStandley LaiaPas encore d'évaluation
- DIE CASTING GUIDELINESDocument12 pagesDIE CASTING GUIDELINESstalinb618Pas encore d'évaluation
- Die Casting AlloysDocument75 pagesDie Casting AlloysYuvaraj YuvarajPas encore d'évaluation
- The Role Stainless Steel in Industrial Heat ExchangersDocument46 pagesThe Role Stainless Steel in Industrial Heat ExchangerswholenumberPas encore d'évaluation
- Designing With Ductile IronDocument4 pagesDesigning With Ductile IronCarlos LaoPas encore d'évaluation
- CRDocument8 pagesCRErfan EffendyPas encore d'évaluation
- AVESTA How To Weld Duplex SteelDocument20 pagesAVESTA How To Weld Duplex SteelGMacella100% (1)
- STEELDocument6 pagesSTEELRico BelledoPas encore d'évaluation
- AluminiumDocument4 pagesAluminiumShàñkâr À SháñzPas encore d'évaluation
- Stainless Steels Guide - Properties, Applications & GradesDocument16 pagesStainless Steels Guide - Properties, Applications & GradesAndika RizalPas encore d'évaluation
- AN ISO 9001: 2000: ProductsDocument2 pagesAN ISO 9001: 2000: ProductsKamlesh DalavadiPas encore d'évaluation
- Grades 6056 Comparison Vs 6061 2024 7075Document2 pagesGrades 6056 Comparison Vs 6061 2024 7075Vinoth Kumar100% (1)
- Alloy 625 Wire & Rod: U.S. Alloy CoDocument1 pageAlloy 625 Wire & Rod: U.S. Alloy CowinstonsequeiraPas encore d'évaluation
- Die Casting AlloysDocument6 pagesDie Casting AlloyskeeblerkhanPas encore d'évaluation
- Austempered Materials For Powertrain App PDFDocument9 pagesAustempered Materials For Powertrain App PDFangel expositoPas encore d'évaluation
- LATEST MATERIALS FOR SHIP CONSTRUCTIONDocument9 pagesLATEST MATERIALS FOR SHIP CONSTRUCTIONAnonymous e3ceN15Pas encore d'évaluation
- 2205 InfoDocument6 pages2205 InfoMave75Pas encore d'évaluation
- MCM AllDocument7 pagesMCM AllPalanisamy RajaPas encore d'évaluation
- Aircraft Materials ReviewDocument71 pagesAircraft Materials ReviewMohammad NayefPas encore d'évaluation
- .Au-Aluminium Alloy 3003Document5 pages.Au-Aluminium Alloy 3003ali alhamilPas encore d'évaluation
- Meet 3 NewDocument51 pagesMeet 3 Newyusufyoga28Pas encore d'évaluation
- Welding Domex SteelsDocument16 pagesWelding Domex SteelspozolabPas encore d'évaluation
- Data Sheet Aluminium 6061 t6 Group (H)Document7 pagesData Sheet Aluminium 6061 t6 Group (H)احمد نعيمPas encore d'évaluation
- YSS Cold Working Die PDFDocument11 pagesYSS Cold Working Die PDFHoang Le VuPas encore d'évaluation
- Aluminized Steel Sheet PropertiesDocument8 pagesAluminized Steel Sheet PropertiesAhmadreza AminianPas encore d'évaluation
- Aluminium 6061 AlloyDocument10 pagesAluminium 6061 AlloymaddilahariniPas encore d'évaluation
- Al AlloyDocument20 pagesAl AlloyFaizan AkbarPas encore d'évaluation
- Duplex Stainless Steel DetailDocument12 pagesDuplex Stainless Steel DetailessnelsonPas encore d'évaluation
- Steel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesDocument93 pagesSteel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesjosemiguelzuPas encore d'évaluation
- EldaDocument28 pagesEldaEldayadi Nefty Rizky ArismawanPas encore d'évaluation
- Aluminium AloyDocument2 pagesAluminium AloyGian GiovaniPas encore d'évaluation
- Atlas Aluminium Datasheet 6063 Rev Oct 2013Document2 pagesAtlas Aluminium Datasheet 6063 Rev Oct 2013aghosh704Pas encore d'évaluation
- AK Hot Rolled Steel 062212 HSLA 60Document6 pagesAK Hot Rolled Steel 062212 HSLA 60Alexandre Lima LopesPas encore d'évaluation
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923Pas encore d'évaluation
- Cast Steel HandBookDocument93 pagesCast Steel HandBookAlexa Harper100% (1)
- Alloy 6moDocument2 pagesAlloy 6moqshaath100% (1)
- Aerospace Interview QuestionsDocument9 pagesAerospace Interview QuestionsrsugarmanPas encore d'évaluation
- Project Report On Ductile PipeDocument8 pagesProject Report On Ductile PipeEIRI Board of Consultants and PublishersPas encore d'évaluation
- Sapa Alloy 6005-6105Document2 pagesSapa Alloy 6005-6105Bob LoblawPas encore d'évaluation
- c954 Aluminum BronzeDocument2 pagesc954 Aluminum Bronzeretrospect1000Pas encore d'évaluation
- Atlas 3CR12 DatasheetDocument3 pagesAtlas 3CR12 DatasheettridatylPas encore d'évaluation
- ST Stainless CatalogueDocument71 pagesST Stainless CatalogueBenjamin RattharojthakunPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkD'EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkPas encore d'évaluation
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingD'EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingÉvaluation : 1 sur 5 étoiles1/5 (1)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopD'EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Topics For Ket Speaking PDFDocument2 pagesTopics For Ket Speaking PDFalmeidaai82100% (1)
- Application of Torsional Vibration Measurement To Shaft Crack Monitoring in Power PlantsDocument11 pagesApplication of Torsional Vibration Measurement To Shaft Crack Monitoring in Power PlantsNini CortesPas encore d'évaluation
- Revisar Hidrociclon Ingles 18-06-2014Document119 pagesRevisar Hidrociclon Ingles 18-06-2014Nini CortesPas encore d'évaluation
- Modeling The Coupled Torsional and Lateral Vibrations of Unbalanced RotorsDocument488 pagesModeling The Coupled Torsional and Lateral Vibrations of Unbalanced RotorsNini CortesPas encore d'évaluation
- A Model-Based Identification Method of Transverse Cracks in Rotating Shafts Suitable For Industrial MachinesDocument36 pagesA Model-Based Identification Method of Transverse Cracks in Rotating Shafts Suitable For Industrial MachinesNini CortesPas encore d'évaluation
- In 200508Document4 pagesIn 200508Nini CortesPas encore d'évaluation
- Application of Torsional Vibration Measurement To Shaft Crack Monitoring in Power PlantsDocument11 pagesApplication of Torsional Vibration Measurement To Shaft Crack Monitoring in Power PlantsNini CortesPas encore d'évaluation
- 2 Dynamic Stability Analysis of Periodically Time-VaryingDocument8 pages2 Dynamic Stability Analysis of Periodically Time-VaryingNini CortesPas encore d'évaluation
- The Laser Torsional Vibrometer: A Step Forward in Rotating Machinery DiagnosticsDocument20 pagesThe Laser Torsional Vibrometer: A Step Forward in Rotating Machinery DiagnosticsNini CortesPas encore d'évaluation
- Glyphosate Goker MSDS 1Document7 pagesGlyphosate Goker MSDS 1Bima SitorusPas encore d'évaluation
- Cartridge Heaters FIREROD ImmersionDocument3 pagesCartridge Heaters FIREROD ImmersionEliasPas encore d'évaluation
- Drilling Waste Management Technology ReviewDocument102 pagesDrilling Waste Management Technology ReviewPham Duc100% (1)
- Plate and Frame Filter Press ExperimentsDocument13 pagesPlate and Frame Filter Press Experimentshazwani75% (4)
- T50 300 Xl092grexbDocument3 pagesT50 300 Xl092grexbSykat ZamanPas encore d'évaluation
- Determination of Amount of CaCO3 in Eggshell by Back Titration MethodDocument5 pagesDetermination of Amount of CaCO3 in Eggshell by Back Titration MethodMg H100% (2)
- Editorial Board of IJAR (International Journal of Advanced Research, ISSN: 2320-5407)Document9 pagesEditorial Board of IJAR (International Journal of Advanced Research, ISSN: 2320-5407)Jiban ShresthaPas encore d'évaluation
- Matriculation Chemistry (Reaction Kinetics) Part 1Document13 pagesMatriculation Chemistry (Reaction Kinetics) Part 1ridwan100% (2)
- Hapter: Conceptual QuestionsDocument16 pagesHapter: Conceptual QuestionsadelPas encore d'évaluation
- RAPID DETECTION OF ALDEHYDE FLAVOURDocument5 pagesRAPID DETECTION OF ALDEHYDE FLAVOURwahyuningsihPas encore d'évaluation
- Lattice VibrationDocument21 pagesLattice VibrationPandu lalPas encore d'évaluation
- Static ElectricityDocument9 pagesStatic ElectricityEssraa KhamisPas encore d'évaluation
- 1200 TDSDocument2 pages1200 TDSRoxana LencinaPas encore d'évaluation
- Food Process Engineering Lab 3. BOILER OPERATIONDocument22 pagesFood Process Engineering Lab 3. BOILER OPERATIONMuhyiddin Noor AfandiPas encore d'évaluation
- High Resolution HAADF Characterization of IrTiO2 Reduced at 500C - Orlando HernándezDocument7 pagesHigh Resolution HAADF Characterization of IrTiO2 Reduced at 500C - Orlando HernándezOr HdezPas encore d'évaluation
- Du Et Al 2020Document12 pagesDu Et Al 2020Deise Dalazen CastagnaraPas encore d'évaluation
- Fmi Unit 2Document86 pagesFmi Unit 2Pranav vigneshPas encore d'évaluation
- ThermodynamicsDocument12 pagesThermodynamicsWasif RazzaqPas encore d'évaluation
- Cell LineDocument12 pagesCell LineLuis PhillipsPas encore d'évaluation
- Lecture - 3 Dosimetric Quantities and Biological EffectsDocument33 pagesLecture - 3 Dosimetric Quantities and Biological Effectsmz2v8rs7srPas encore d'évaluation
- Wastewater Engineering - Treatment and Resource Recovery-Metcalf and Eddy 5th Ed (2014) Seccion 8.1 Cap 8Document30 pagesWastewater Engineering - Treatment and Resource Recovery-Metcalf and Eddy 5th Ed (2014) Seccion 8.1 Cap 8Ricardo Javier PlasenciaPas encore d'évaluation
- Astm 505M 12Document10 pagesAstm 505M 12Alan Isai Valdez CastrejónPas encore d'évaluation
- SSM Su 5003 BDocument84 pagesSSM Su 5003 Bresp-ectPas encore d'évaluation
- Heating Element ArticleDocument10 pagesHeating Element ArticleFrea Kent-Dazze D'DrughiPas encore d'évaluation
- Combustion Theory Ideal Gas ModelDocument74 pagesCombustion Theory Ideal Gas ModelAli ÇelikPas encore d'évaluation
- 0926p5richard-Lee2 Good Slids For Composite Wrap RepairDocument37 pages0926p5richard-Lee2 Good Slids For Composite Wrap RepairVignesh VelPas encore d'évaluation
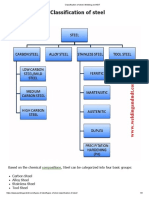
- Classification of Steel - Welding and NDTDocument3 pagesClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- EHS Guidelines Offshore Oil and Gas June2015Document42 pagesEHS Guidelines Offshore Oil and Gas June2015IFC Sustainability100% (3)
- Recycling OF Aluminum Salt Cake: ANL/CP - 73449 DE92 003408Document20 pagesRecycling OF Aluminum Salt Cake: ANL/CP - 73449 DE92 003408Vijaykumar SharmaPas encore d'évaluation
- Chapter 7: Practical Considerations in Modeling: With Examples From Other ChaptersDocument38 pagesChapter 7: Practical Considerations in Modeling: With Examples From Other ChaptersHectistylePas encore d'évaluation