Académique Documents
Professionnel Documents
Culture Documents
Elementos de Maquinas
Transféré par
Isaias J Salgado SaezTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Elementos de Maquinas
Transféré par
Isaias J Salgado SaezDroits d'auteur :
Formats disponibles
ELEMENTOS DE MQUINAS
Los elementos de mquinas tales como roblones, chavetas, poleas, resortes, engranajes,
etc. son partes constitutivas de distintos mecanismos, que cumplen distintas funciones en
ste ltimo, ya sea de unin entre las piezas, de soporte de rganos en movimiento, de
transmisin del movimiento, etc. Por tal motivo estn expuestos a solicitaciones de distinta
ndole, principalmente mecnicas, como esfuerzos, choques, rozamientos, deformaciones,
etc. por lo que deben cumplir con distintos requisitos tcnicos a los efectos de soportar estas
exigencias y lograr el comportamiento lo ms eficiente del mecanismo. Deben por lo tanto
ser calculados de acuerdo a principios tericos y experimentales de la mecnica. Los
mismos deben tener suficiente resistencia y duracin funcionando con el menor desgaste y
reparacin posibles y cumplir su finalidad con el costo mnimo de fabricacin y
mantenimiento. Pueden agruparse los mismos como elementos activos, que son aquellos
que transmiten movimiento (poleas, ruedas dentadas, etc.) y pasivos los que tienen como
misin soportar, sujetar o guiar los anteriores (roblones, cuas, tornillos, etc.)
En este captulo analizaremos distintos elementos, a excepcin de los engranajes que por
su importancia, merecen un estudio aparte.
rganos de unin
Se deben distinguir dos tipos de uniones, las fijas o inamovibles, que para ser retiradas
deben ser destruidas, no pudindose usarlas nuevamente, y las movibles, que pueden ser
retiradas sin deterioro y usadas nuevamente.
Uniones fijas o inamovibles
Se tienen dos tipos de uniones fijas: 1) roblones y
remaches, y 2) soldaduras.
Roblones y remaches
Se los utilizan generalmente para unir chapas,
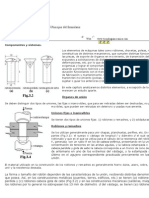
planchuelas, perfiles, etc. En el robln pueden
distinguirse las siguientes partes (Fig.3.1): el
cuerpo o vstago de longitud l y dimetro d el cual
se expande hasta un dimetro d
1
luego del
roblonado y que es el que se utiliza para el clculo
de la resistencia del robln, la cabeza propia de
dimetro D y altura K, generada con un radio R en
los de cabeza esfrica, presentando en la
unin con el vstago un radio r para evitar la
concentracin de tensiones en las aristas
agudas, y la cabeza estampada o de cierre.
En los roblones denominados de cabeza
perdida y gota de sebo la cabeza
corresponde a un tronco de cono de ngulo
. La cabeza propia est hecha de antemano
en uno de los extremos del vstago, y la
estampada se la realiza luego de introducido
ste ltimo en el agujero correspondiente
practicado previamente en las piezas a unir,
constituyndose as la unin.
El material utilizado en la construccin de los
roblones y remaches es generalmente hierro
dulce, acero, cobre, aluminio, etc., segn el
tipo de material a unir y la resistencia deseada.
3
La forma y tamao del robln dependen de las caractersticas de la unin, recibiendo
distintas denominaciones segn el tipo de cabeza propia que posea. As, en las
construcciones metlicas (puentes, torres, edificios, etc.) se tienen (a) roblones cabeza
redonda, (b) roblones cabeza perdida y (c) roblones
cabeza gota de cebo (Fig.3.2) y en las construcciones
mecnicas (calderas, mquinas, etc.), en las cuales el
tamao de los roblones por lo general no sobrepasan
los 13 mm de dimetro d del vstago, se tienen (a)
roblones cabeza redonda, (b) roblones cabeza
perdida, (c) roblones cabeza troncocnica y (d)
roblones cabeza chata (Fig.3.3).
Las dimensiones de los roblones estn dadas en
milmetros o pulgadas. El largo del vstago depende
del espesor a remachar, estando normalizado el
mismo de acuerdo al tipo de cabeza. Generalmente
este largo es igual al espesor de las chapas ms
1,5d
1
.
Para la ejecucin del roblonado se practican
previamente los agujeros ya sea a punzn o taladro y
luego, calentando previamente el robln se lo
introduce a presin remachndose con una remachadora o estampadora el extremo del
vstago, estampando de esa forma la cabeza de cierre (Fig.3.4).
Segn el destino del roblonado o remachado se lo puede clasificar en:
1) Roblonado para calderas de vapor: debe resistir elevadas presiones y temperaturas y
ofrecer al mismo tiempo hermeticidad.
2) Roblonados para recipientes hermticos y sometidos a grandes presiones: deben
asegurar su cierre hermtico y la resistencia mecnica del mismo.
3) Roblonado para construcciones metlicas y mecnicas: deben resistir la accin de
grandes cargas o momentos de fuerzas considerables.
El Roblonado cuando se practica entre dos perfiles o chapas solapadas se denomina
roblonado por recubrimiento o solape (Fig.3.5a) y cuando se utilizan chapas o planchuelas
adicionales se denomina roblonado a cubrejuntas, pudiendo ser a simple (Fig.3.5b) o doble
(Fig.3.5c) cubrejuntas.
Clculo de los roblones
El clculo se hace considerando la resistencia al corte simple que presenta la seccin
solicitada por el esfuerzo de cizalladura que realizan las piezas que se pretende unir al ser
solicitadas por esfuerzos externos, en ese punto del robln. Adems se verifican las
resistencias que presentan las superficies laterales del robln y de la pieza al aplastamiento
y al desgarramiento cuando estn solicitadas por los mismos esfuerzos. Adems es muy
importante la resistencia al deslizamiento que presentan las chapas entre s, ya que,
principalmente en el roblonado para calderas, antes de que el vstago del robln quede
expuesto al esfuerzo de cortadura debe producirse primero el deslizamiento, el cual se debe
a la contraccin del vstago al enfriarse por lo que no rellena el agujero de las chapas
totalmente. Esta resistencia al deslizamiento segn Bach oscila entre 1100 y 1800 kg/cm
2
.
Resistencia del robln al corte simple
Si acta la fuerza P segn indica la figura, sobre cada
plancha de espesores S y S
1
(pudiendo ser S = S
1
) cada
una de ellas, la seccin del robln entre las dos chapas
est sometida al corte. El rea A de la seccin que
soporta este esfuerzo de corte est dada por la
expresin:
4
2
1
d
A
=
(3.1)
siendo d
1
el dimetro del robln remachado.
Si es
adm
el esfuerzo unitario admisible al corte del material del robln, el esfuerzo P que el
robln puede soportar es:
P = A.
adm
(3.2)
y por la (3.1), la (3.2) resulta:
adm
d
P
4
2
1
=
(3.3)
Por lo tanto, conociendo el esfuerzo unitario admisible al corte del material del robln y el
esfuerzo mximo al que puede ser sometido, se lo pude dimensionar, es decir, conocer el
dimetro que debe tener el mismo para soportar la carga a la que estar expuesto.
Despejando de la (3.3) d
1
se tiene:
adm
P
d
4
1
=
(3.4)
El esfuerzo unitario al corte que podr soportar el robln deber ser menor que el
admisible a fin de asegurar su resistencia:
<
adm
(3.5)
Si fueran z roblones, la fuerza que deber soportar cada uno de ellos ser:
adm
d
z P
4
2
1
=
(3.6)
y despejando d
1
de la (3.6):
adm
z
P
d
4
1
=
(3.7)
Adems se debe tener en cuenta la seccin de debilitamiento de la chapa a fin de calcular el
ancho mnimo necesario de la misma, segn muestra la Fig.3.7, causada por el agujereado
que se le practic para el roblonado.
El rea de la superficie de la pieza que ofrece resistencia a la rotura de la misma, teniendo
en cuenta su espesor S o S
1
, tomndose el menor espesor por ser la condicin ms
desfavorable, y su ancho (b d
1
), ya que se descuenta del ancho total b el dimetro d
1
del
agujero, lo que debilita la pieza, es:
A = ( b d
1
)S (3.8)
Siendo A la seccin debilitada de la pieza.
Si es
adm
la resistencia unitaria admisible a la traccin de la pieza, para la fuerza P
actuando sobre cada plancha, se deber cumplir la siguiente condicin para que presenten
la resistencia necesaria al mismo:
adm
S d b
P
) (
1 (3.9)
Para un nmero z de roblones, la (3.9) se transforma en:
adm
S d z b
P
) . (
1 (3.10)
Cuando se tiene ms de un robln de dimetro d
1
, si se denomina paso a la distancia entre
centros de los agujeros en la pieza indicndoselo por t, si es S el espesor de la misma, se
pueden distinguir dos secciones en las chapas a roblonar, una es la seccin total A entre
centros de agujeros para un ancho igual al paso t, y la otra es la seccin debilitada A que
surge de restar al paso t el dimetro d
1
.
La seccin total A para el paso t est dada por la expresin:
A = t.S (3.11)
y la seccin debilitada A dada por la expresin:
A = (t d
1
).S (3.12)
Efectuando el cociente entre el rea de la seccin debilitada A y el total A se obtiene el
rendimiento de la unin, denominado coeficiente de debilitamiento o mdulo de resistencia,
indicndoselo con la notacin v :
t
d t
S t
S d t
A total cin
A debilitada cin
v
1 1
.
). (
sec
sec
=
=
(3.13)
Cuanto mayor es v el roblonado resulta de mejor calidad, siendo el valor de la fuerza
transversal admisible por centmetro de ancho de la plancha, indicada como P
1
, para una
tensin admisible
adm
,, el dado por la expresin:
|
\
|
=
cm
kg
S
t
d t
P
adm
1
1
(3.14)
En el roblonado se deben respetar ciertas dimensiones mnimas a los efectos de lograr la
resistencia y comportamiento adecuado de las chapas y roblones, como son las distancias
del agujero a los bordes, la cantidad z de roblones que se consideran por paso t, algunas de
las cuales se indican en la figura (Fig.3.8):
A los efectos de facilitar los clculos existen tablas, como las que presenta el Manual del
Constructor de Mquinas de H. Dubbel, que dan los valores de P
1
en funcin de v, del
dimetro d
1
y segn la disposicin del roblonado y el tipo de esfuerzos y condiciones a los
cuales estar expuesta la pieza. Se distingue especialmente el roblonado para calderas
atendiendo a la variacin que presentan las dimensiones del vstago de los roblones al
estar sometidos a solicitaciones por variaciones trmicas adems de las mecnicas.
Clculo de verificacin al aplastamiento
El vstago del robln presiona contra las paredes de las chapas deformndose o causando
la deformacin de stas, ovalndose los agujeros hasta que se raja la pared y se destruye la
unin. La presin se supone se ejerce en forma uniforme sobre la seccin del plano
diametral de la chapa (Fig.3.9) la que est dada por la
expresin:
A = d
1
.S (3.15)
Donde es A la seccin de aplastamiento.
Si es la tensin unitaria de compresin a la que est
sometido el robln y la chapa, la fuerza P que
soportan est dada por la expresin:
P = .d
1
.S (3.16)
Si fueran z roblones los que soportan el esfuerzo P :
P = z.d
1
.S (3.17)
Si la tensin unitaria de compresin admisible fuera
adm
debe cumplirse:
adm
S d z
P
=
. .
1 (3.18)
Clculo de verificacin al desgarramiento
En este caso el robln produce el desgarramiento de las chapas a lo largo de las superficies
laterales A paralelas a las generatrices de los extremos del dimetro d
1
del
mismo(Fig.3.10):
A = S.l (3.19)
A = A = 2.S.l (3.20)
Si es
c
el esfuerzo unitario al corte al
cual est sometida la chapa, la fuerza P
ser:
P = 2.S.l.
c
(3.21)
Debiendo verificarse que sea:
c
adm
(3.22)
Si las chapas estuvieran unidas por z roblones, el esfuerzo de corte sera:
adm c
z l S
P
=
. . . 2 (3.23)
Para el caso de ms de una fila de roblones se debe considerar la seccin debilitada de la
chapa.
Roblonado a cubrejuntas
La metodologa de clculo es similar a lo visto para roblonado por solape. Se debe tener en
cuenta que el robln en la doble cubrejuntas, al ser solicitada las chapas por la fuerza P,
presenta dos secciones que resisten el corte, soportando cada una la fuerza P/2, al igual
que las cubrejuntas (Fig.3.11):
Debido a las condiciones favorables de solicitacin de la chapa en la primera fila de roblones
se utilizan cubrejuntas desiguales, lo que adems expone a la misma a menor peligro de
rotura en los borde calafateados con respecto a la doble cubrejuntas
iguales.
La Fig.3.12 indica el calafateado o retacado del borde de la chapa
superior, lo que aumenta el rozamiento entre ambas, lo que como ya se
mencionara, ofrece resistencia a la solicitacin a la que se somete a las
chapas. El calafateado tambin se puede realizar en la cabeza de los
roblones.
Frmulas de clculo de roblones
El clculo de roblones se realiza por lo
general con frmulas semiempricas que
tienen en cuenta la gran experiencia
existente al respecto y que han sido
recopiladas en tablas o manuales lo que
facilita la seleccin del roblonado a
ejecutar y asegura su resultado. A
continuacin se transcribe las expresiones
utilizadas para un caso de los
mencionados anteriormente (Fig.3.13).
Suponemos un recipiente hermtico de
dimetro D y longitud l sometido a una
presin interior p. El dimetro de los
roblones se determina en funcin del
espesor de la chapa. El esfuerzo al que
se sometern los roblones se contrarresta
en parte por la resistencia al
deslizamiento que existe entre las chapas por efecto del rozamiento. Las expresiones y
valores utilizadas para este caso son:
La fuerza P que solicita a la chapa, en funcin de la presin interna p, el dimetro D y la
longitud l del recipiente es igual a:
P = p.D.l (3.24)
c
= 950 kg/cm
2
esfuerzo unitario de corte para doble seccin de corte y considerando el
rozamiento.
d
1
=
S 5
-0,6 cm (3.25)
t = 3,5d
1
+ 1,5 cm (3.26)
S
1
= 0,8S (3.27)
e = 1,5 d
1
(3.28)
e
1
= 0,5t (3.29)
e
2
= 0,9e (3.30)
p
l D
P
d t S
d
n
r
= =
=
. ) (
4
1
2
(3.31)
Uniones soldadas
La soldadura constituye una unin fija entre dos o ms piezas metlicas, por lo general de
igual material, las cuales por medio de calor entregado a las mismas, y casi siempre a un
material adicional de aporte, se funden y se combinan resultando una unin por cohesin en
las denominadas soldaduras fuertes y por adhesin en las denominadas soldaduras
blandas. Por lo tanto se tienen soldaduras con aporte y sin aporte de material, siendo las
primeras las que se unen por simple fusin de cada uno de los materiales, o del material de
aporte, y las segundas las que adems de la fusin necesitan que se ejerza presin entre
ellas para que se realice la unin. Las soldaduras fuertes se realizan mediante soldadura
oxiacetilnica (soldadura autgena), soldadura elctrica por arco voltaico, soldadura
aluminotrmica y por resistencia elctrica y presin. Las soldaduras blandas son las
estaadas, donde el material aportado es de menor resistencia y dureza que los que se
unen.
Actualmente existen soldaduras plsticas que cada da son de mayor utilizacin tanto en la
industria como en aplicaciones hogareas.
En este curso se estudiarn solo las denominadas soldaduras fuertes.
Soldadura oxiacetilnica
Esta soldadura se realiza utilizando el calor producido por la llama que se produce al entrar
en combustin el acetileno (C
2
H
2
) cuando reacciona con el oxgeno que se le proporciona
especficamente con esta finalidad. Para ello se utiliza un soplete soldador (Fig.3.15), al cual
llegan acetileno y oxgeno por distintos conductos, existiendo vlvulas en el soldador para
dejar fluir ambos gases hacia una boquilla y tubo mezclador donde se combinan los mismos.
La reaccin que se produce en el soplete es la siguiente:
C
2
H
2
+ O
2
2 OC + H
2
+ calor (3.32)
2OC + H
2
+
3
/
2
O
2
2CO
2
+ H
2
O + calor (3.33)
En la figura (Fig.3.14) se puede observar el soplete soldador el cual presenta dos entradas,
a una de las cuales llega el acetileno (C
2
H
2
) a una presin normal de trabajo entre 0,3 y 0,6
kg/cm
2
la cual no debe sobrepasar de 1,5 kg/cm
2
;
por la otra entrada penetra el oxgeno a
una presin de trabajo no mayor a los 4
kg/cm
2
. En la figura (Fig.3.15) se observa la
boquilla inyectora del soplete, el oxigeno
sale a gran velocidad de la boquilla a
presin, dilatndose y reduciendo su
presin, aspirando al acetileno debido a la
depresin que se produce. Ambos gases
continan combinndose en el tubo
mezclador y a la salida de la boquilla del soplete se produce la combustin, generndose el
calor necesario para eleva lar temperatura hasta unos 3.200C aproximadamente, fundiendo
los metales a soldar y el de aporte segn la reaccin:
C
2
H
2
+ O
2
2OC + H
2
+ calor (3.34)
2OC + H
2
+ 3/2 O
2
2CO
2
+ H
2
O + calor (3.35)
El acetileno se produce por lo general en los
llamados generadores de acetileno (Fig.3.16 a),
en los cuales, el carburo de clcico (C
a
C
2
) se
combina qumicamente con el agua (H
2
O)
produciendo acetileno (C
2
H
2
) segn la siguiente
reaccin:
C
a
C
2
+ 2H
2
O C
2
H
2
+ C
a
(OH)
2
+ calor (3.36)
El gas se produce en forma automtica a
medida que se consume en el soplete adonde
es conducido por una manguera, luego de
haber pasado previamente por un purificador
qumico, donde se le quita la humedad. Existen
distintos tipos de generadores de acetileno, correspondiendo el de la figura al de cada de
agua sobre el carburo pudiendo adems ser de cada de carburo sobre el agua y de
contacto en balde volcador.
El acetileno tambin puede almacenarse en tubos de acero (Fig.3.16 b) diluido en acetona,
la que se encuentra empapando una masa porosa formada por amianto, tierra de diatomeas
y carbn vegetal que se encuentra dentro de stos, a los efectos de que no se
descomponga el acetileno y evitar posibles explosiones que con una sobrepresin de 2
kg/cm
2
podran producirse. A la presin atmosfrica un litro de acetona diluye
aproximadamente 24 litros de acetileno. El acetileno se comprime dentro de los tubos a una
presin que vara entre 15 a 20 kg/cm
2
, conteniendo aproximadamente 6000 litros a una
presin absoluta de 19 kg/cm
2
disueltos en 13 litros de acetona.
El oxgeno se encuentra almacenado en tubos (Fig.3.17) a una presin que vara
aproximadamente entre 125 kg/cm
2
y 200 kg/cm
2
pudiendo contener a sta ltima presin
unos 10000 litros de oxgeno.
A la salida de los tubos, tanto del acetileno como del oxgeno, se deben utilizar reductores
de presin, denominados por lo general reguladores, ya que la presin dentro de stos es
muy superior a la de trabajo. En la figura (Fig.3.17) se puede observar un regulador
instalado en un tubo de oxgeno adems de un corte del mismo mostrando como est
compuesto para lograr la reduccin de la presin.
Zonas de temperaturas en la llama del soplete
La llama que se produce en la boquilla (e) del
soplete (Fig.3.18) presenta diferentes zonas
segn la temperatura que toman los gases
quemados de acuerdo a la cantidad de oxgeno
que se combina con el acetileno, pudindose
notar las siguientes:
a) a) Zona fra de gases no quemados.
b) b) Cono luminoso de la llama.
c) c) Zona de soldadura.
d) d) Llama dispersa por acceso de
oxgeno del aire.
Segn la regulacin que se realice en las
vlvulas del soplete se obtendr una combustin
neutra sin exceso en la llama de combustible o
comburente, una llama con exceso de oxgeno o
una llama con exceso de acetileno. La llama
neutra, donde la proporcin de combinacin del
oxgeno con el acetileno es de 1:1,1, se utiliza
para soldar acero, presentndose el caso que
con exceso de oxgeno el ncleo se hace ms
pequeo y quema el material en tanto que, con exceso de acetileno el ncleo se agranda, el
material se carbura y se producen sopladuras, siendo la soldadura defectuosa. Para soldar
aleaciones de CuZn se utiliza generalmente un exceso de oxgeno y para soldar fundicin
gris se utiliza un exceso de acetileno.
El material de aporte utilizado depende del tipo de material a soldar, utilizndose varillas de
hierro dulce para soldar acero y de bronce para soldar fundicin.
Segn el espesor de las piezas a soldar y de acuerdo a la temperatura que se quiere
alcanzar, la boquilla debe suministrar un determinado caudal de acetileno en la unidad de
tiempo, para lo que se utilizan diferentes tamaos de boquillas, las que por lo general son
intercambiables en el soldador a los efectos de permitir con un mismo equipo realizar
distintos tipos de soldaduras. En la siguiente tabla (Tabla I) se puede observar la relacin
existente entre los espesores a soldar, los consumos, presiones y tiempos de soldadura del
oxgeno y acetileno:
Espesor de
piezas a
soldar
Presin de
oxgeno
(atmsferas)
Consumo
de
acetileno
por hora en
litros
Consumo
horario de
oxgeno en
litros
Consumo
de
acetileno
en litros por
mm de
soldadura
Tiempos de
soldadura
en minutos
por mm
1 1 80 90 10 5
2 1 140 175 25 8
3 1 220 270 40 11
3 a 5 1,2 290 360 70 16
5 a 7 1,4 430 500 150 24
7 a 9 1,7 570 700 220 42
9 a 10 1,8 950 1.000 300 60
10 a 12 2 1.400 1.500 400 72
12 a 15 2,2 2.000 2.100 600 105
15 a 25 3 2.400 2.700 2.000 165
Tabla I
Mtodos de soldaduras: Existen diferentes mtodos de soldadura segn los casos que se
presenten por la disposicin de las piezas a soldar con respecto al soldador (Fig.3.19):
a) a) Soldadura en planta horizontal: es una de las formas ms sencilla de soldar
puesto que el material de aporte se deposita, luego de fundido, por gravedad,
facilitndose su combinacin con el material de las piezas a soldar.
b) b) Soldadura horizontal sobre pared: adquiere un grado de dificultad ya que
debido a que el material fundido tiende a escurrirse hacia abajo.
c) c) Soldadura vertical: presenta un grado de dificultad similar al anterior.
d) d) Soldadura sobre cabeza: es la que presenta mayor dificultad debido a que el
metal fundido tiende a desprenderse por su propio peso.
Tambin se distingue 1) la soldadura a izquierda, cuando la varilla del material de aporte se
desplaza por delante de la llama, ambas en forma de zigzag, la que por efecto de soplado
empuja el material fundido hacia adelante, utilizada para soldar materiales de hasta 3 mm de
espesor, presentado los inconvenientes de prdida de calor, enfriamiento rpido y textura
con defectos y 2) la soldadura a derecha, para espesores de ms de 3 mm, donde la varilla
del material de aporte se desplaza siguiendo a la llama, ambas en forma circular, la cual
calienta la zona de fusin, reteniendo el material fundido por efecto de soplado (Fig.3.20).
Para efectuar la soldadura se comienza primero por abrir la vlvula del tubo de acetileno y
luego la del tubo de oxgeno, en ambos casos muy lentamente. A continuacin en el soplete
se abre levemente la vlvula que corresponde al oxgeno y a continuacin la del acetileno
iniciando la combustin con un mechero o chispero. Las piezas a soldar deben estar limpias
y previamente calentadas. Al finalizar la soldadura se cierra en el soplete primero la vlvula
del acetileno y luego la del oxgeno.
Se debe tener especial cuidado de no engrasar ni aceitar las roscas u otras partes del
equipo ya que stos arden muy fcilmente con el oxgeno. Adems el soldador debe utilizar
los elementos de proteccin, como ser antiparras, guantes de cuero y delantal, todos ellos
confeccionados especialmente para esta operacin.
Soldadura elctrica por arco voltaico
Se realiza por la fusin de las piezas a soldar y el material de aporte utilizando el calor que
desarrolla el arco voltaico que se produce al circular una corriente elctrica, a travs del aire,
entre los electrodos positivo y negativo, constituidos por la pieza a soldar que acta de
nodo y la pinza con la varilla del material de aporte que es el ctodo, elevndose la
temperatura hasta aproximadamente 3600C. Para simplificar se denomina electrodo a la
pinza con la varilla de aporte de material y pieza al material a soldar. Por lo general se utiliza
corriente continua, con tensiones entre 50 V y 70 V para encender el arco siendo necesario
para mantenerlo durante el trabajo tensiones de 20 V y 30 V, circulando corrientes entre 50
a 500 amperes. La corriente elctrica se produce, ya sea en un transformador-rectificador
conectado a la red elctrica industrial o en un generador de corriente continua movido por un
motor elctrico o motor de combustin interna (Fig.3.21).
El electrodo, en la soldadura manual por arco elctrico, est constituido por una varilla de
acero o aleacin, las que actualmente vienen todas revestidas o recubiertas con un material
especial, como pueden ser el xido de titanio (revestimiento de rutilo), el ferromanganeso
(revestimiento cido), el carbonato clcico (revestimiento bsico) o la celulosa (revestimiento
orgnico). Al producirse la elevacin de la temperatura, el revestimiento se funde y forma
una envoltura gaseosa que impide la penetracin del nitrgeno y del oxgeno del aire, que
causaran, el primero la fragilidad del material y, el segundo, inclusiones de xidos, que
debilitan la soldadura. Adems el revestimiento contiene elementos que suplen las materias
eliminadas por la combustin, como por ejemplo el manganeso y el carbono. Tambin, al
ionizar el aire, estabiliza el arco elctrico. Forma escorias que cubren el cordn de
soldadura, disminuyendo la velocidad de enfriamiento con lo que se reducen las tensiones
en el material adems de absorber las impurezas del bao de fusin.
Los electrodos estn normalizados segn Normas IRAM, DIN, SAE, etc., las que dan sus
dimensiones y caractersticas (Fig.3.22), como ser el dimetro de las varillas, tanto del alma
como del revestimiento, su longitud total l y su longitud l correspondiente a la zona donde es
sujetada por la pinza y la cual no tiene revestimiento para permitir el contacto directo y con
ello la circulacin de la corriente elctrica.
Se utilizan distintos dimetros de electrodos para cada espesor de pieza a soldar, con una
tensin y una intensidad de corriente
adecuadas a los efectos de generar el
calor necesario y suficiente que permitan
la correcta fusin del electrodo y de la
pieza. En la tabla II se dan distintos
espesores de chapas con sus
correspondientes dimetros de electrodos
con revestimiento y las intensidades de
corrientes.
Espesor en
mm de la
Chapa
Dimetro en
mm del
electrodo
Intensidad de
la corriente en
A
Energa en
kwh
absorbida
Consumo en
kg de
electrodos
2 2 40 60 0,8 0,100
4 3 a 4 80 120 1,2 0,200
6 3 a 5 130 180 2 0,400
8 3 a 5 130 200 3 0,600
10 4 a 6 140 210 4 0,800
12 4 a 6 150 220 5 1,000
14 4 a 6 160 230 6 1,200
16 4 a 6 170 240 7 1,400
18 4 a 6 175 250 8 1,600
20 4 a 6 175 260 9 1,800
22 4 a 6 180 260 10 2,100
24 4 a 6 185 260 11 2,400
26 4 a 8 190 260 12 2,700
30 4 a 8 200n 260 14 3,300
Tabla II
Proceso de soldadura
En el proceso de soldadura, al fundirse el metal por la elevada temperatura, el arco elctrico
produce en la pieza una pequea depresin, llamada crter. Al mismo tiempo, la extremidad
del electrodo se funde por el calor del arco elctrico y se desprende en forma de gotas,
depositndose el metal en el crter e
incorporndose al metal base de la
pieza. Para que se produzca una
correcta soldadura el metal del
electrodo y de la pieza deben
mezclarse ntimamente, debiendo
existir, como ya se dijera
anteriormente, una unin por
cohesin. Es de fundamental
importancia la penetracin, o sea la
profundidad o espesor del metal
base que se funde por la accin del
arco, ya que cuanto mayor sea sta,
mejor resultado se obtiene en la
unin soldada. La penetracin depende del tipo de electrodo y de la intensidad de la
corriente empleada. Es necesario que el arco est continuamente en contacto a lo largo de
la lnea de soldadura desplazndose en forma regular y en forma no muy rpida a los
efectos de evitar partes porosas y de poca penetracin.
Es importante que el operario utilice los elementos de proteccin para la vista como para el
resto del cuerpo, a los efectos de protegerlo de la intensa luz y de los rayos ultravioletas que
se producen y pueden afectar el organismo, respetndose las reglas de seguridad
existentes al respecto.
La soldadura elctrica por arco voltaico para casos que exigen mucha pureza tambin se
puede realizar en: a) atmsfera protectora de gases inertes, (gases nobles como el helio y el
argn) y dixido de carbono especial, b) bajo capa protectora de polvo, donde se utiliza un
polvo especial para soldar, con gases protectores y c) por escoria electroltica, donde la
escoria se calienta por resistencia elevando su temperatura por encima del punto de fusin
del acero fundiendo ste; se utiliza para soldar piezas de grandes secciones como por
ejemplo planchas de hasta 450 mm.
Soldadura Aluminotrmica
Consiste en la fusin del metal de aporte el cual por su
alta temperatura, al caer sobre las piezas del mismo
metal las funde soldndolas. Se colocan las piezas a
soldar, por ejemplo un riel que se quiere unir, dentro del
molde de arena (Fig.3.24) y dentro del crisol de
magnesita una mezcla finamente pulverizada de oxido de
hierro y aluminio. Se agrega carbono en forma de polvo, y
se enciende la mezcla con un fsforo especial llevndose
la misma a unos 1000C inicindose una reaccin
exotrmica, fundindose la misma llegando
aproximadamente a 3000C; el carbono se combina con
el hierro del xido de hierro al cual el aluminio le sustrajo
el oxgeno obtenindose, como metal de aporte, acero
colado que por su mayor densidad va a la parte inferior del crisol cayendo dentro del molde
a travs del conducto o bebedero y funde las piezas que se desean soldar produciendo la
unin de stas. La reaccin que se produce al combinarse el xido de hierro con el aluminio
es la siguiente:
Fe
2
O
3
+ 2Al = Al
2
O
3
+ 2Fe + 188 kcal ( 787 kJ) (3.37)
La escoria lquida de Al
2
O
3
que se forma al combinarse el oxgeno del xido de hierro con el
aluminio sobrenada por encima del acero en el crisol.
Las piezas a soldar se calientan previamente en el molde hasta
unos 900C. Una vez que se produce la soldadura de los rieles, el
metal sobrante o hongo que sobresale de los rieles, segn se
indica en la figura (Fig.3.25), se quita mediante el uso de una
trancha o cortafro.
Soldadura por resistencia elctrica y presin
Al hacer circular una corriente elctrica a travs de dos piezas, la zona de contacto entre
ambas, al presentar mayor resistencia hmica que el resto de las mismas, experimenta una
elevacin de temperatura debido al calor generado por el paso de la corriente. Esto hace
que las partes en contacto se fundan, y al presionarlas una contra otra se unan, soldndose
al enfriarse y solidificarse nuevamente.
La cantidad de calor Q en joules (J) generado por la potencia elctrica P en vatios (W)
aplicada al establecer una diferencia de potencial E en voltios (V) que hace circular una
corriente elctrica en amperes (A) est dada por la expresin:
Q = P.t = E.I.t (J) (3.38)
Adems, si se tiene en cuenta que segn la ley de Ohm es E = I.R o I = E/R la (3.38)
resulta:
Q = I
2
.R.t (J) (3.39) o
t
R
E
Q .
2
=
(J) (3.40)
Para obtenerla en caloras se debe tener en cuenta los siguientes factores de conversin:
9,8 J = 1 kgm; 1 cal = 0,427 kgm, de donde resulta 1 J = 0,24 cal. Por lo tanto, la (3.38) se
puede escribir:
Q = 0,24.E.I.t (cal) (3.41)
Y la (3.39) y (3.40) se pueden escribir:
Q = 0,24.I
2
.R.t (cal) (3.42) y
t
R
E
Q . . 24 , 0
2
=
(cal) (3.43)
La soldadura se realiza utilizando dos electrodos con los cuales se aplica una tensin
elctrica a las piezas haciendo circular una corriente la que produce el calentamiento de las
partes en contacto y su fusin. Luego, con los mismos electrodos, se aplica una presin a
ambas piezas con lo cual se logra que se suelden en las partes en contacto. Segn sea el
tipo de unin que se desee realizar, el contacto donde se produce la soldadura de las piezas
puede ser puntual, lineal o con caractersticas especiales, utilizndose distintos tipos de
electrodos para lograrlo y segn como sea la soldadura que se realiza por este mtodo se la
clasifica como soldadura por puntos, soldadura de costura, soldadura al tope, soldadura con
resaltos y soldadura con arco de chisporroteo o centelleo.
Soldadura por puntos : consiste en la aplicacin de una tensin a las piezas a soldar
mediante dos electrodos (Fig.3.26-a), que por lo general son cilndricos y enfriados
interiormente por agua, con un dimetro D en el cuerpo del electrodo y un dimetro d en la
punta de contacto del electrodo con las piezas (Fig.3.26-b), siendo ste, para acero dulce:
Para materiales delgados: d = 0,25 + 2t (3.44)
Y para materiales gruesos:
t d . 54 , 2 =
(3.45)
Para la ejecucin de la soldadura de dos piezas, las mismas se solapan una longitud L
(Fig.3.26-c), dada por la expresin:
L = d +2e (3.46)
Siendo e la distancia desde el extremo del dimetro del punto de soldadura hasta los
extremos de la pieza, dndose el e mximo para:
e
max
= d (3.47)
Se utilizan tensiones del orden de los 2V a los 10V e intensidades de 3.000 A a 50.000 A,
con la aplicacin de fuerzas desde los 90 daN a los 900 daN.
Soldadura por costura: est compuesta por una serie
de soldaduras por puntos realizadas en forma continua
por un electrodo circular que rueda sobre las piezas a
unir al mismo tiempo que se aplica una tensin elctrica
y una fuerza mecnica (Fig.3.27).
Las dimensiones que se deben aplicar para el solape y
la distancia a los extremos de las piezas desde el
extremo de la soldadura, son las mismas que para la
soldadura por puntos.
Los electrodos estn constituidos por dos ruedas o
rodillos de cobre de dimetros que varan, segn el
espesor del material a soldar, de 5 cm a 60 cm y an
ms.
Soldadura con resaltos: cuando se deben soldar una
cantidad de piezas fabricadas en serie, a los efectos de
facilitar y hacer
ms veloz la
ejecucin del
trabajo, se utilizan
matrices con formas especiales, las que
constituyen los electrodos, tomando formas
especiales con resaltos, segn sea la forma de las
piezas a soldar. Una de estas formas se puede
observar en la figura (Fig.3.28).
Soldadura al tope: se denomina as a la
soldadura por resistencia de dos barras que se
unen enfrentadas por sus extremos (Fig.3.29), las
cuales son sujetadas por los electrodos, los que
son al mismo tiempo mordazas, y por las cuales
circula una corriente debido a la diferencia de potencial V,
calentndose por la mayor resistencia de las dos
superficies en contacto, fundindose stas y luego,
desconectando la corriente, con una presin mecnica se
unen ambas. Se usa en aceros con bajo contenido de
carbono, para metales no ferrosos como el cobre, aluminio
y aleaciones de cobre y zinc.
Soldadura por arco de chisporroteo: es similar a la
soldadura al tope, con la diferencia que en este caso se
colocan las piezas en contacto ligero y se hace circular
la corriente (Fig.3.30); luego se separan levemente una
pequea distancia para producir el chisporroteo del arco
elctrico que forma la corriente al seguir circulando a
travs del espacio entre ambas superficies con lo que
aumenta la temperatura fundindose el metal de las
superficies en contacto. Luego de obtenido el estado
casi lquido del metal, se desconecta la corriente, se
aplica una presin con lo que se obliga a despedir el
mismo y se realiza la soldadura en el metal en estado
pastoso que est detrs del fundido. Con esto se logra que la soldadura quede libre de
impurezas, siendo apropiado para
aceros con alto contenido de
carbono.
Clculo de soldadura por fusin
Segn sean las formas en que
deban unirse dos o ms piezas, los
cordones de soldadura a realizar
con el material aportado presentan
distintos tipos. Se pueden observar
en la figura (Fig.3.31) algunas de
las formas adoptadas.
Cuando se realiza una soldadura,
se debe conocer previamente si la
misma cumplir con el fin
propuesto, esto es que tenga la
resistencia adecuada, pudiendo ser
menor, igual o mayor que la
resistencia propia del material de
las piezas que se estn uniendo.
Por este motivo, es necesario
realizar el clculo de la seccin del
cordn de soldadura que se deber ejecutar a los efectos de su dimensionamiento
adecuado, teniendo en cuenta las caractersticas del metal a unir, las del electrodo a utilizar
y las condiciones de trabajo a la que estar sometida la pieza.
Adems es necesario en otras ocasiones, conocer la resistencia de cordones de soldaduras
ya existentes en elementos que sern sometidos a diferentes esfuerzos, motivo por el cual
se debe verificar si soportarn los mismos.
Supongamos las piezas de espesores t y t
1
segn muestra la figura (Fig.3.32) las cuales se
encuentran unidas por cordones angulares de soldaduras de espesores a y longitudes l
1
como se indica. La longitud efectiva de la costura es l ya que por los efectos de borde se
introducen por lo general defectos que debilitan la soldadura, motivo por el cual se
descuentan los extremos en una longitud aproximadamente igual al espesor de la soldadura
y no se los considera para el clculo de la resistencia de la misma, guardando las siguientes
proporciones:
a) a
min
= 3mm; b) a
max
=
1 1
7 , 0
2
1
t t =
; c) l = l
1
2a (3.48)
Donde es t
1
el espesor de la pieza ms delgada.
Para el caso de unin de dos
piezas a tope en V (Fig.3.33 a),
el clculo de la resistencia de la
soldadura se hace considerando
la seccin de la mis- ma
correspondiente a la pieza de
menor espesor y la lon- gitud
efectiva l del cordn soldadura
se obtiene descontan- do a la
longitud total l
1
los extremos a
iguales al espesor de la pieza
ms delgada. Para el caso que
se coloque un refuerzo debajo
de ambas piezas de mayor
ancho que las mismas
(Fig.3.33b), la longitud del
cordn l
1
se realiza de la misma
longitud que ste ancho, motivo
por el cual la longitud efectiva l
del cordn es igual al ancho de
las piezas.
La resistencia de un cordn de soldadura a las solicitaciones a los cuales estar sometido
depender de la resistencia unitaria admisible del material de aporte y de la seccin que el
cordn presente a estas solicitaciones. En todos los casos deber verificarse que la
resistencia unitaria a la cual est sometido el cordn de la soldadura deber ser menor que
la resistencia unitaria admisible del material que constituya ste, es decir:
a)
sold
sold.admisible
y b)
sold
sold.admissible
(3.49)
Para el caso de varios cordones de soldaduras expuestos a una fuerza F, la seccin
resultante que soportar esta fuerza, ser la sumatoria de las secciones que estn en
posicin de resistir la misma.
Para el caso de la figura (Fig.3.34), el cordn de
soldadura sometido a la fuerza F es A = a.l
resultando por lo tanto las tensiones unitarias de
resistencia a la traccin o compresin y al corte
respectivamente, las siguientes:
admisible sold sold
l a
F
.
.
=
(3.50)
y
admisible sold sold
l a
F
.
.
=
(3.51)
Para el caso de ms de una seccin se tendr:
admisible sold sold
l a
F
.
) . (
=
(3.52)
y
admisible sold sold
l a
F
.
) . (
=
(3.53)
Si la unin soldada estuviera sometida a
esfuerzos de flexin segn indica la
figura (Fig.3.35) se tiene que el
momento flector que deber resistir el
cordn de soldadura es:
M = F.e (3.54)
Pero considerando el esfuerzo unitario a
la flexin
sold
a una distancia c del eje
neutro, el momento de inercia I
sold
de la
seccin de la soldadura que resiste el
esfuerzo se tiene:
flexion la a adm sold
sold
sold
c
I
M
. .
=
(3.55)
Del cociente entre el momento de inercia I
sold
y la fibra ms alejada del eje neutro, se
obtiene el momento resistente o mdulo resistente de la seccin W:
sold
I
W =
(3.56)
Resultando por lo tanto para el esfuerzo unitario a la flexin de la soldadura la expresin:
admisible sold
sold
sold
sold
W
M
I
M
I
M
.
.
= = =
(3.57)
Para la seccin rectangular, por ser:
a) = 2
1
a y b) I
sold
= 12
.
3
a l
(3.58)
el mdulo resistente resulta:
6
.
2
a l
W
sold
=
(3.59)
En las uniones soldadas se deben considerar para el clculo solo aquellos cordones o
costuras que estn en posicin de
resistir el esfuerzo al que estn
sometidos. Un caso muy especial es el
de los perfiles que presentan distintas
posiciones de los cordones de
soldadura. Se debe tener especial
cuidado en las determinacin de los
momentos de inercia de las secciones
de los cordones de soldadura a fin de
obtener la seccin resistente total.
Supongamos un perfil I soldado a una
plancha de acero de espesor s segn
muestra la figura (Fig.3.36). Sobre el
mismo acta una fuerza F a una
distancia x, sometiendo a la pieza a un
momento de flexin M siendo ste dado
por la expresin:
M = F.x (3.60)
Correspondiendo a este momento un
esfuerzo cortante Q. La figura (Fig.3.37)
representa la pieza soldada de la
Fig.3.36 trasladada al plano en la cual
se pueden observar las dimensiones de
los cordones de soldadura que resistirn los esfuerzos a los cuales stos estarn sometidos.
El momento resistente W
sold
de los cordones de soldadura est referido al plano de unin
considerando el espesor a de cada cordn abatido sobre este plano. Por lo general se toma
el espesor a del cordn de soldadura en funcin de las dimensiones del perfil:
a) a
max
= 0,7 t y b) a
1max
= 0,7 d (3.61)
De acuerdo con la teora de la resistencia de materiales del esfuerzo normal mximo, se
deber verificar para el mximo esfuerzo principal
sold
, para los valores simultneos del
momento flector M y el esfuerzo cortante Q para un determinado estado de carga, la
expresin:
( )
2 2
4
2
1
+ + =
sold
(3.62)
La ecuacin (3.62) debe verificarse ya sea para un esfuerzo cortante Q correspondiente a
un momento flector mximo M
mx
:
admisible sold
sold
mx
sold
mx
sold
l a
Q
W
M
W
M
.
2
2
) . (
4
2
1
(
(
(
|
|
\
|
+
|
|
\
|
+ =
(3.63)
O para un momento flector M correspondiente al mximo esfuerzo transversal Q
mx
:
admisible sold
mx
sold sold
sold
l a
Q
W
M
W
M
.
2
2
) . (
4
2
1
(
(
(
|
|
\
|
+
|
|
\
|
+ =
(3.64)
Adems debe cumplirse que sea:
admisible sold
mx
sold
l a
Q
.
) . (
=
(3.65)
En este tipo de uniones con perfiles, ya sean [, I, L u otros similares,
se supone que el esfuerzo de corte Q solo lo soportan las costuras
que estn en posicin de resistir esfuerzos cortantes, siendo para
este caso, segn muestra la figura (Fig.3.37), solo las costuras h
1
del alma.
Si las costuras angulares de la soldadura se vieran adems
sometidas a esfuerzos longitudinales o normales N adems del
momento flector M (Fig.3.38), se manifestarn tensiones dadas por
la expresin
admisible sold N
l a
N
.
) . (
=
(3.66)
Y se deber verificar tambin:
admisible sold
sold
mx
sold
l a
N
W
M
.
) . (
+ =
(3.67)
Todas aquellas costuras que debido a su difcil accesibilidad no puedan soldarse en forma
correcta, debern omitirse en el clculo de la resistencia.
Segn las Normas DIN por defectos de ejecucin y concentracin de tensiones se deben
disminuir las tensiones admisibles segn se indica en el siguiente cuadro:
Tipos de
Tensiones
Defectos de
ejecucin
Concentracin de
tensiones
Total
Traccin 15% 10% 25%
Compresin 15% - 15%
Flexin 15% 5% 20%
Corte 15% 5% 20%
Cuando se tratan de soldaduras delicadas y que exigen un alto grado de perfeccin se
comprueban las calidades de las mismas mediante ensayos especiales, siendo los ms
comunes las radiografas, ultrasonido y tintas penetrantes.
Uniones Movibles (tornillos de fijacin)
El tornillo es el elemento ms empleado en estas clases de unin. Se trata de un perno o
cilindro con resaltos en forma helicoidal que forma la rosca del tornillo, que le permite
penetrar sujetando dos o ms piezas, o con otro elemento adicional, la tuerca, la que
tambin tiene una rosca interna de la misma caracterstica que la del tornillo y en la cual se
enrosca este ltimo. Suponemos en la figura (Fig.3.39) el ngulo AOB = y la longitud
horizontal OB = 2 r de uno de sus lados. En el mismo plano el eje xx distante una distancia
r del vrtice O del ngulo. Si se enrolla el plano del ngulo alrededor del eje xx manteniendo
constante la distancia r, el lado OB engendra una circunferencia de radio r normal a xx y el
lado OA engendra una hlice con una inclinacin respecto de la horizontal, designndose
a h como el paso de la hlice, y que es la distancia vertical entre dos puntos homlogos
consecutivos de la hlice, y de acuerdo a la figura anterior su longitud es:
h = 2 r tg (3.68)
La hlice puede ser derecha o
izquierda segn sea el sentido
en el cual se enrolla el plano
del ngulo alrededor del eje
xx. Para este caso es de
izquierda. AB es la altura h del
tringulo AOB, y se defini
como el paso, siendo este el
avance completo que
experimenta un punto de la
hlice al dar una vuelta
completa.
Tambin puede considerarse
la hlice como la trayectoria de
un punto animado de un movimiento compuesto de traslacin y rotacin, correspondiendo la
elevacin h para una vuelta completa.
Con el movimiento de rotacin de tres o cuatro
puntos dispuestos sobre dos cilindros
concntricos, estando unidos entre s estos
puntos mediante rectas, se obtiene el tornillo,
formando las aristas que generan los puntos
unidos entre s en la traslacin, la rosca cuyo
perfil ser triangular, rectangular o de un perfil
cualquiera, generalizando el procedimiento. En la
figura (Fig.3.40) se observan una rosca (a)
triangular y una (b) rectangular. Se observan
adems los ejes xx de los tornillos, sus
dimetros interiores d
1
, correspondientes a sus
ncleos y los dimetros exteriores d
correspondientes a los filetes de las roscas.
Tipos de roscas
Segn el perfil generado las roscas se clasifican en dos grandes grupos:
a) Roscas para tornillos de fijacin, es decir para unir o sujetar una o ms piezas.
b) Roscas para tornillos de transmisin de movimiento, como pueden ser elevadores,
prensas, etc.
Del grupo a) las ms comnmente utilizadas son las roscas Whitworth, cuyas dimensiones
estn en pulgadas, y la Internacional, cuyas dimensiones estn en milmetros.
Rosca Whitworth
Su perfil bsico es un tringulo issceles de ngulo en el vrtice = 55 (Fig.3.41). Las dos
ms comunes son : roscas regulares o sin juego en los vrtices y roscas finas con juego en
los vrtices, siendo en estas ltimas el paso menor que en las regulares. Se identifican en
las roscas sus parmetros constructivos, los que generalmente estn en funcin del paso h,
siendo las principales las siguientes:
- h: paso de la rosca en pulgadas.
- t: altura del tringulo generador.
- t
1
: profundidad del filete. Se redondea el vrtice del tringulo generador en la base a los
efectos de eliminar la concentracin de tensiones en los cantos vivos.
- z: nmero de filetes por pulgada inglesa.
- r: radio de redondeo del fondo de la rosca en el vrtice del tringulo generador.
- d: dimetro exterior del tornillo.
- d
1
: dimetro interior del tornillo.
- d
2
: dimetro medio de la rosca.
- a: juego o huelgo existente entre el extremo del filete y el fondo de la rosca en la rosca
Whitworth fina (no se muestra en la figura).
En la rosca sin juego en los vrtices tericamente no existe huelgo, pero debido a problemas
constructivos existe una tolerancia, por lo que siempre se tiene en este tipo de roscas un
pequeo huelgo.
Si se toma el nmero de filetes z por pulgada, el paso h ser igual a:
z
h
' ' 1
=
(3.69)
Luego se tendr en funcin de h los medidas de los otros parmetros:
t = 0,96049h (3.70)
t
1
= 0,64033h (3.71)
r = 0,13733h (3.72)
a= 0,074h (3.73)
d
1
= d 1,28h = d 2t
1
(3.74)
d
2
=
2 2
1 1
t
d
d d
=
+
(3.75)
Rosca Internacional
El perfil bsico es un tringulo equiltero de ngulo en el vrtice = 60 (Fig.3.42). Tambin
en stas se distinguen las de roscas corrientes de las de roscas finas. Sus parmetros
caractersticos, al igual que en la rosca Whitworth, estn en funcin del paso h, el cual est
en milmetros, siendo los principales los siguientes:
- h: paso de la rosca en milmetros.
- t: altura del tringulo generador.
- t
1
: profundidad del filete. Se redondea el vrtice del tringulo generador en la base a los
efectos de eliminar la concentracin de tensiones en los cantos vivos.
- z: nmero de filetes. En este caso el nmero est dado por la longitud de la rosca.
- r: radio de redondeo del fondo de la rosca en el vrtice del tringulo generador.
- d: dimetro exterior del tornillo.
- d
1
: dimetro interior del tornillo o del ncleo.
- d
2
: dimetro medio de la rosca.
- : ngulo del vrtice del tringulo generador.
En funcin del paso h las medidas son:
t = 0,866h (3.77)
d
2
= d t
1
(3.78)
d
1
= d 2t
1
(3.79)
t
1
= 0,6945h (3.80)
r = 0,058h (3.81)
Existen otros tipos de roscas adems de las citadas, como las roscas trapeciales, en diente
de sierra, redondas, cuadradas y para construcciones especiales (Sellers, A.C.M.E.,
Lwenherz, Buttres, etc.), estando la mayora normalizadas segn normas DIN, SAE, UNIM,
IRAM, etc., segn los pases. Existen tablas con las distintas medidas de las roscas, con sus
caractersticas principales y diferencias con las de otros tipos. Las roscas pueden adems
ser de filetes dobles, triples o de mayor nmero. En estos casos el avance es mltiplo del
paso entre filetes consecutivos; por ejemplo en las roscas de filetes doble el avance es el
doble del paso de las de un solo filete. Las roscas de sujecin son siempre de un solo filete,
en tanto que las de movimiento pueden se de uno o varios filetes. El roscado, por lo general,
es a la derecha.
Tipos de tornillos: Existen distintos tipos de tornillos de unin, segn se puede observar en
la figura (Fig.3.43): a- Prisionero de cabeza fresada, consta de un vstago roscado,
cilndrico, que se atornilla directamente sobre una de las piezas a unir presionando una
contra la otra; b- Prisionero de cabeza hexagonal, donde la longitud roscada del tornillo es
menor que la longitud roscada de la pieza inferior; c- Buln, consta de un perno roscado,
cabeza y tuerca de apriete hexagonal y arandela; d- Esprrago, que es un perno roscado en
ambos extremos, pudiendo llevar tuercas en ambas puntas o ir, como es el caso de la figura,
una de ellas roscada en la pieza y la otra con tuerca.
La cabeza de los tornillos pueden tener diferentes formas, como se puede apreciar en la
figura (Fig.3.44): (a) hexagonal, (b) cuadrada, (c) redonda, (d) cilndrica, (e) cilndrica con
hexgono interior, (f) cnica, (g) gota de sebo, (h) alomada, (i) moleteada.
Del mismo modo, tambin las tuercas pueden ser de diferentes formas, algunas de las
cuales se muestran en la figura (Fig.3.45): (a) tuerca hexagonal, (b) tuerca cuadrada, (c)
tuerca redonda con dos chaflanes para llave, (d) tuerca redonda con agujeros cruzados para
llave de gancho, (e) tuerca redonda con ranuras fresadas para llave, (f) tuerca de caperuza
para cierre estanco de botellas.
Tambin el extremo de los tornillos de unin presentan distintas formas, algunas de las
cuales se indican en la figura (Fig.3.46) con la designacin de cada una de ellas: (a)
chaflanado, (b) bombeado, (c) de espiga, (d) de espiga para pasador, (e) de espiga esfrica,
(f) de espiga troncocnica y (g) de espiga cilndrica plana.
Generalmente los tornillo, salvo los prisioneros de cabeza fresada, se utilizan con arandelas,
(Fig.3.47), las que pueden ser planas (Fig.3.47 a) para uniformar la presin sobre la pieza
que se ajusta el tornillo, y con arandelas de presin
(Fig.3.47b) para evitar que la tuerca se afloje por causa de
los movimientos o vibraciones que puedan tener las
piezas ajustadas.
Roscas del grupo b: son las que se utilizan para la
transmisin del movimiento. Pueden por lo general ser de filetes rectangulares o cuadrados,
dientes de sierra, trapeciales y de filetes redondos. Su clculo se efecta de manera similar
a las de fijacin, adquiriendo importancia especial el paso y el nmero de filetes para el
avance del tornillo. En la figura (Fig.3.48) se pueden observar las roscas mencionadas,
siendo sus dimensiones principales las que a continuacin se detallan:
a) Rosca cuadrada
h: paso 1) t = 0,55h 2) t
1
= t + 0,254 mm 3) e = 0,5h
4) 4) e
1
= e + 0,08 a 0,02mm (segn el nmero de filetes por pulgada) ` (3.82)
5) 5) a = 0,05h )
b)Rosca diente de sierra
h: paso a) t = 1,73205h b) t
2
= 0,75h c) t
1
= t
2
+ b
d) e = 0,26384h e) b = 0,11777h f) r = 0,12427h ` (3.83)
)
c) Rosca trapecial
h: paso a) t = 1,866h b) t
1
= 0,5h + a c) t
2
= 0,5h + a b
d) e = 0,36603h e) a y b = varan segn el paso ` (3.84)
)
d) Rosca redonda
h: paso a) t = 1,86603h b) t
1
= 0,5 c) a = 0,05h d) r = 0,25597h (3.85)
Clculo de la resistencia de un tornillo
El clculo de la resistencia de un tornillo permite su dimensionado a los efectos de que
ofrezca la resistencia necesaria a los esfuerzos al cual estar sometido. Una forma
sencilla y rpida de realizarlo consiste en considerar, el giro del tornillo con una carga P
que soporta la rosca, equivalente a elevar una carga igual por el plano inclinado de la
hlice. Se parte de la hiptesis de que el esfuerzo mximo que experimenta el tornillo
tanto en su ncleo como en sus filetes se deben a esfuerzos de traccin.
Suponiendo el caso de un tornillo que sujeta dos piezas con una tuerca, la cual es
apretada por una llave a la cual se le aplica
una fuerza P
1
con un brazo de palanca a
(Fig.3.49), segn la expresin ya vista (2.215)
el momento ejercido considerando la existencia
del rozamiento es:
M
m
= P
1
.a
Este momento hace que se ejerza una fuerza
de cierre P de traccin sobre el tornillo.
Si se denomina M
0
al momento ejercido por
una fuerza P
0
sin considerar el rozamiento,
sobre el mismo brazo de palanca a, resulta:
M
0
= P
0
.a (3.86)
y el rendimiento segn la (2.220), estaba dado por:
1
0
1
0 0
.
.
P
P
a P
a P
M
M
m
= = =
< 1 (3.87)
De la (3.86) se obtiene:
P
0
= P
1
(3.88)
La fuerza de cierre, segn la expresin (2.228), ser:
m
m
m
r h
h r
r
a P
P
2
2 .
1
+
=
(3.89)
Donde es r
m
el radio medio del tornillo, h es el paso y el coeficiente de roce entre los
filetes de la rosca del tornillo y de la tuerca.
Si no existiera rozamiento, la fuerza de cierre P en funcin de P
0
, haciendo en la (3.89)
= 0 resulta:
h
a
P P
2
0
=
(3.90)
y reemplazando P
1
por su valor dado por la (3.88) se obtiene:
h
a
P P
2
1
=
(3.91)
Conocida la fuerza P se puede dimensionar el tornillo.
Sean d
f
, d
n
y d
m
los dimetros del filete , del ncleo y medio del filete
respectivamente, (Fig.3.50) del tornillo. Si es
t
la resistencia o esfuerzo
unitario a la traccin, se tiene que la fuerza que puede resistir el ncleo
del tornillo est dada por la expresin:
t
n
d
P
4
2
=
(3.92)
de donde es:
t
n
P
d
4
=
(3.93)
Para obtener el dimetro del filete d
f
, teniendo en cuenta que es
aproximadamente:
65 , 0
2
2
f
n
d
d
(3.94)
y aplicando en la (3.91) el artificio de multiplicar y dividir por
2
f
d
se obtiene:
2 2
2
2
2
2
2
2
51 , 0
4
65 , 0
4 4
f t f t
f
n
t
f
f
f
t
n
d d
d
d
d
d
d
d
P
= = =
(3.95)
De donde resulta:
t
f
P
d
2
=
(3.96)
Si adems el tornillo est sometido a torsin, el valor de la resistencia unitaria
t
para
este caso se toma:
t
=
t
(3.97)
Por lo que el valor de P resulta:
P = 0,5.
t f f t
d d
2 2
375 , 0
4
3
=
(3.98)
Si adems debe el tornillo resistir esfuerzos dinmicos, como por ejemplo vibraciones,
ser la resistencia unitaria
t
an menor, adoptndose el valor:
t t
=
4
3
(3.99)
De donde resulta:
2
28 , 0
f t
d P =
(3.100)
Por lo tanto, para el tornillo sometido a esfuerzo de traccin, torsin y esfuerzos
dinmicos es:
t
f
P
d
57 , 3
=
(3.101)
Tiene mucha importancia el sistema constructivo de la rosca, por ejemplo, para roscas
hechas al torno, si se aplica para valores conocidos de
t
segn estado de carga II
segn Bach, por ejemplo para acero dulce y cargas variables y el valor de la tensin
t
=
600 a 800 kg/cm
2
, o para hierro forjado y cargas variables y
t
= 600 kg/cm
2
es, segn
la (3.95):
P = 0,51.600.
2
f
d
= 300.
2
f
d
(3.102)
Para roscas hechas con tarraja se toma, para d
f
> 40 mm,
t
= 540 kg/cm
2
, es:
P = 0,5.540.
2
f
d
= 270.
2
f
d
(3.103)
Y para d
f
< 40 mm,
t
= 480 kg/cm
2
:
P = 0,5.480.
2
f
d
= 240.
2
f
d
(3.104)
Clculo de la altura de la tuerca
Se supone que el mayor esfuerzo que soportan
los filetes de la tuerca es el de flexin. Segn la
teora de la Resistencia de Materiales,
considerando al filete de la tuerca como una
mnsula, la fuerza P que acta a una distancia l,
provocar un
momento flector M,
el cual ser
soportado por la
seccin resistente
W. Si se analiza la
figura (Fig.3.51)
para rosca internacional, la cual se muestran las
medidas de los filetes de la tuerca, se tiene que segn la hiptesis de carga, la fuerza P
est aplicada a una distancia l del dimetro del filete del tornillo igual a:
t l
16
7
=
(3.105)
El Mdulo Resistente del filete de la rosca, W es, segn la figura (Fig.3.52):
2
8
7
6
. .
|
\
|
= h
d z
W
f
(3.106)
Siendo, en la (3.106):
z: nmero de pasos del filete que comprenden la altura de la tuerca.
z..d
f
: base del rectngulo de la seccin que resiste el esfuerzo P.
h
8
7
: altura del rectngulo de la seccin que resiste el esfuerzo P.
Por lo tanto, el Momento Flector ser:
M = P.l = W.
f
(3.107)
Reemplazando en la (3.107) los valores de l y de W dados por las (3.105) y (3.106)
respectivamente se obtiene:
f
f
h
d z
t P
2
8
7
6
. .
16
7
|
\
|
=
(3.108)
Pero de la figura (Fig.3.51) es:
t = h.cos 2
= h.cos30 = h.0,866 (3.109)
Reemplazando en la (3.108) el valor de t dado por la (3.109) se obtiene:
f
f
h
d z
P h
2
8
7
6
. .
. . 866 , 0 .
16
7
|
\
|
=
(3.110)
Operando la (3.110), haciendo z.h = H altura de la tuerca, se obtiene:
f f
d
P
H
34 , 0
=
(3.111)
La (3.111) permite dimensionar la altura de la tuerca.
Como al mismo tiempo el tornillo soporta esfuerzos de traccin dado por la expresin
(3.92), reemplazando el valor de P dada por sta ltima en la (3.111) se obtiene:
f
t
f
f f
t
f
d
d
d
H
. 735 , 0
34 , 0
4
.
2
= =
(3.112)
Para un estado de carga variable (Bach II) y para
t
=
f
= 350 kg/cm
2
(hierro dulce) la
(3.112) se transforma en:
H = 0,735d
f
0,8d
f
(3.113)
Pero de la (3.94) resulta:
d
n
= 0,8d
f
(3.114)
De donde se obtiene:
H d
n
(3.115)
Clculo de la altura de la cabeza del tornillo
Se considera que por la traccin del tornillo se produce un
esfuerzo de corte en la superficie cilndrica de dimetro d
n
y
altura h
1
(Fig.3.53). La cabeza se separara del vstago segn
las generatrices ab y cd, siendo la superficie de corte igual a:
P = .d
n
.h
1
.
c
(3.116)
Despejando en la (3.116) h
1
, obtenemos:
c n
d
P
h
. .
1
=
(3.117)
Para el caso anterior ya visto para roscas torneadas, reemplazando en la (3.117) el valor
de P dado por la (3.102) y operando se obtiene:
300.
2
f
d
= .d
f
.h
1
.
c
(3.118)
Operando en la (3.118) obtenemos:
c
f
d
h
.
300
1
=
(3.119)
Si es
c
= 135 kg/cm
2
, se obtiene para la altura de la cabeza del tornillo:
h
1
= 0,7d
f
(3.120)
Muelles o resortes
Son elementos de mquinas que sometidos a carga varan su forma entre lmites ms o
menos amplios, siempre que estas cargas no los expongan a solicitaciones superiores a
los lmites de elasticidad del material con el cual estn construidos, produciendo su
destruccin. Segn el tipo de muelle, la energa de la carga que soporta el mismo, se
transforma total o parcialmente en trabajo de deformacin y de rozamiento, o solo en
energa de deformacin del resorte, con lo que se evita total o parcialmente la fuerza de
choque sobre los apoyos o se logra almacenar en l energa potencial. Se utilizan como
uniones de mquinas a sus bases para disminuir sus trepidaciones, para almacenar
energa para el accionamiento de dispositivos, para suspensin de diferentes partes de
vehculos para absorcin de impactos, etc.
Existen diferentes tipos de muelles, estando clasificados por su forma geomtrica:
muelles de hojas elsticas, de plato, helicoidales o de barras de torsin, etc., o por su
forma de trabajo: traccin, compresin, flexin, torsin. Pueden ser de seccin
rectangular, cuadrada, circular o de formas especiales.
Almacenaje de energa por los resortes
Si se designa, segn se muestra en la figura (Fig.3.54), por f la desviacin, o sea una
medida de la traslacin (Fig.3.54a), del giro (Fig.3.54b), o del alargamiento o
acortamiento (Fig.3.54c) por flexin, torsin, traccin o compresin respectivamente del
muelle, bajo la accin de una fuerza F, la caracterstica de un muelle sin rozamiento, en
el campo de las deformaciones elsticas (ley de Hooke) es una recta o una curva.. Es
una recta si f crece proporcionalmente con F, como por ejemplo en los muelles espirales
y de ballesta sin rozamiento. Si por el contrario, a medida que aumenta la deformacin
del muelle, ste se hace ms rgido, entonces la lnea caracterstica se va inclinando
cada vez ms al ir aumentando la carga, o sea que se va curvando (amortiguacin
progresiva). En este caso, la pendiente de la tangente a la lnea caracterstica es una
medida de la fuerza unitaria del muelle (Fig.3.55).
El valor del trabajo absorbido por el muelle de caractersticas
rectilnea (recta 1 de la figura Fig.3.55) es:
2
. f F
T =
(3.121)
Siendo la tangente del ngulo
1
que forman las direcciones de
la fuerza F y la deformacin f una constante:
c
f
F
tg = =
1
(3.122)
El valor de tg
1
representa la dureza del muelle y se designa
con la letra c midindose en kg/cm o en N/cm.
Para un muelle en general, de caractersticas rectilneas o no, (curva 2 de la figura
Fig.3.55) es:
df
dF
tg =
2
(3.123)
Para el muelle de caractersticas elsticas se puede escribir:
2
.
2
.
2
f c f F
T = =
(3.124)
Estando T en kgcm oNm, correspondiente al rea rayada del tringulo de la figura
(Fig.3.55).
Clculo de muelles
Muelles de traccin y compresin
Considerando un resorte de seccin constante A y de longitud l, medidos en cm
2
y en cm
respectivamente. Si se designa con l = f el alargamiento o acortamiento del resorte
debido a la carga F que acta en la direccin del eje del muelle (Fig.3.55 c). Si es la
tensin de traccin o compresin y E el modulo de elasticidad del material (para el acero
es E = 2,1.10
6
kg/cm
2
= 205,8 Gpa) , ambos en kg/cm
2
o N/m
2
, en el campo de las
deformaciones elsticas se verifica que el alargamiento o acortamiento unitario es:
l
f
l
l
E
=
= =
(3.125)
De la (3.125), operando se obtiene la deformacin en funcin de la tensin, del mdulo
de elasticidad y de la longitud del resorte:
E
l
f
.
=
(3.126)
Si es:
F = .A (3.127)
Luego el trabajo total de deformacin dado por la expresin (3.124) en la que se
reemplazan los valores de F y f dados por las expresiones (3.126) y (3.126)
respectivamente ser:
l A
E
T .
2
2
=
(3.128)
Para su clculo debe tenerse en cuenta que la mxima tensin de traccin o compresin
que en los muelles tenga lugar no debe sobrepasar las tensiones admisibles; es decir
que debe verificarse:
a)
max
traccin admisible
b)
max
compresin admisible
(3.129)
Adems si el volumen del muelle es:
V = A.l (3.130)
Se tendr que para los muelles trabajando a traccin y compresin, la energa absorbida
en el proceso total de deformacin, o sea el trabajo elstico, valdr:
V
E
T
2
max
2
1
=
(3.131)
Muelles de anillos elsticos: es un ejemplo de muelle que trabaja a la traccin y
compresin (Fig.3.56). Consiste en una serie de anillos concntricos de secciones
cnicas unas interiores y otras exteriores, superpuestos unos sobre otros, con los de
dimetro menor introducidos dentro de los de dimetro mayor. Los
internos trabajan a la compresin y los externos a la traccin, existiendo
adems, entre las superficies en contacto rozamiento. Las tensiones a
las que estn sometidos los anillos estn dadas por las siguientes
expresiones:
a) Para los anillos externos
( )
+
=
tg A
P
e
e
(3.132)
b) Para los anillos internos
( )
+
=
tg A
P
i
i
(3.133)
La deformacin de los anillos es:
( ) E
P
A
r
A
r
tg tg
z
f
i
i
e
e
|
|
\
|
+
+
=
(3.134)
El volumen del resorte es:
V = 2 (n
e
r
e
A
e
+ n
i
r
i
A
i
) (3.135)
Siendo en la (3.132), (3.133) y (3.134) A
e
y A
i
las reas de las secciones de cada anillo
externo e interno respectivamente; r
e
y r
i
los radios desde el centro de gravedad de cada
uno de los anillos externo e interno respectivamente; n
e
el nmero de anillos externos y
n
i
el nmero de anillos internos; z el nmero de superficies cnicas en contacto; el
ngulo que forma el eje del resorte con la cara cnica de un anillo; = tg el coeficiente
de rozamiento. Por lo general , para anillos de acero, es 0,16, debiendo verificarse
> .
Muelles de plato (de flexin)
Los muelles de plato, tambin llamados Belleville, son arandelas de forma cnica, que
cuando se cargan axialmente trabajan a la flexin (Fig.3.57). Se utilizan cuando hay que
absorber grandes cargas y ser pequeo el espacio disponible para el recorrido del
resorte. Varios de estos discos pueden superponerse
simplemente formando paquetes o combinarse para
formar columnas (Fig.3.58).
La tensin admisible que pueden soportar es un 75%
de la tensin de bloque, siendo esta ltima la que
comprime el plato hasta dejarlo horizontal (plano).
Se pueden utilizar, con mucha aproximacin, las
ecuaciones para el clculo a la
flexin de una placa anular, para los
valores prcticos siguientes:
4 7 (3.136)
siendo el valor ptimo:
opt
= 6,5 (3.137)
06 , 0 03 , 0
D
s
(3.138)
Si es D
s
< 0,03 existe el peligro de doblado y para D
s
> 0,06 no se puede
aplicar el clculo como placa anular.
Los valores de la tensin admisible
0
y de la deformacin f del muelle estn dados por
expresiones que contienen factores obtenidos experimentalmente en funcin de la relacin
D
d
=
,
siendo las mismas las siguientes:
1
2
0
k
s
P
=
(3.139)
y para 2
D
R =
, es:
3
2
2 1
.
.
s
R P
k k f =
(3.140)
El trabajo de deformacin T absorbido por el resorte, para la tensin de trabajo a la cual
est sometido el plato, est dado por la expresin:
2 2
3
5 , 0 s R k T =
(3.141)
La mxima deformacin experimentada por el plato al ser sometido a una carga que
produce la tensin de
bloque
es la altura h
0
y est dada por la expresin siguiente:
s
R k
h
bloque
2
1
0
. .
=
(3.142)
Los factores k
1
, k
2
y k
3
estn diagramados para longitudes dadas en milmetros, segn se
muestra en la figura (Fig.3.59).
Muelles de flexin de ballesta rectos
Son utilizados por los general en vehculos, denominados
comnmente elsticos, formando paquetes de hojas o ballesta,
superpuestas unas encimas de las otras. Pueden ser de forma
rectangular, trapecial o triangular. El triangular constituye un slido de
igual resistencia a la flexin de altura h constante, siendo el momento
de inercia y su seccin resistente el de la seccin empotrada. Se logra
la flexin constante obteniendo de esta forma el mximo
aprovechamiento del material. La lnea elstica en este caso
corresponde aproximadamente a un arco de crculo. Analizando la
figura (Fig.3.60), si acta la fuerza F en el extremo del muelle, a la
distancia l, y siendo el momento de inercia de la seccin empotrada el
dado por la expresin:
12
.
3
h b
J =
(3.143)
y su seccin resistente:
6
.
2
h b
W =
(3.144)
El momento flector producido ser:
b b
h b l F M . .
6
1
.
2
= =
(3.145)
Siendo la fuerza F :
b
l
h b
F
6
.
2
=
(3.146)
Y la deformacin:
J E
l F
f
. 2
.
3
=
(3.147)
Reemplazando en la (3.147) el valor de J dado por la (3.143) y el de F dado por la (3.146)
resulta para f el valor:
b
h E
l
f
.
2
=
(3.148)
Haciendo
b
=
bmax
badm
el trabajo que puede absorber el muelle triangular es:
|
\
|
= = bhl
E
f F T
b
2
1
6
1
.
2
1
2
max
(3.149)
Por ser el volumen del muelle:
l h b V . .
2
1
=
(3.150)
la (3.149) resulta:
V
E
T
b
2
max
6
1
=
(3.151)
Los muelles triangulares de una sola hoja resultaran muy anchos
para su aplicacin prctica, por lo que generalmente se lo divide en
varias fajas longitudinales (Fig.3.61) las que superpuestas de a
pares una sobre otras dan un muelle de ballesta triangular
compuesto, obtenindose as un slido de igual resistencia a la
flexin, el cual tiene igual resistencia y capacidad que el muelle
triangular sencillo de ancho B = n.b, siendo n el nmero de hojas.
Se supone que no hay rozamiento entre las hojas, condicin que
nunca se cumple en la prctica, por ms lubricadas que estn las
superficies. Son de aplicacin las mismas expresiones, siendo el
ancho de clculo en este caso n.b.
Muelles de torsin
Los resorte que trabajan a la torsin pueden ser resortes de barra recta y resortes
helicoidales de secciones cuadradas, rectangulares o cilndricas.
a) Resorte a torsin de barra cilndrica recta.: consiste en una barra que es sometida a
un par de fuerzas perpendiculares a su eje que producen un momento torsor igual a:
M
t
= F.r (3.152)
Por la accin de este par las dos secciones paralelas perpendiculares al eje separadas una
distancia l giran, desplazndose un ngulo en el radio r. Adems la lnea espiral originada
por el giro de la periferia forma con la generatriz primitiva del cilindro el ngulo de
deslizamiento .
Si se analiza la figura (Fig.3.62) se puede observar que la deformacin f que experimenta la
seccin en la periferia, es decir, a la distancia r, est dada por el desplazamiento desde el
punto A hasta el punto B, siendo:
f = arco A.B
(3.153)
Por otra parte es:
f = r. = r. l. (3.154)
de donde:
l
r
.
=
(3.155)
Designando con G el mdulo de elasticidad a la
torsin, cuyo valor para el acero es 8.10
5
kg/cm
2
, el
deslizamiento ser:
G
=
(3.156)
Reemplazando en la (3.154) el valor de dado por la (3.155), la deformacin es:
G
l
l f
.
.
= =
(3.157)
La expresin del momento torsor en funcin de la seccin resistente y el esfuerzo unitario de
corte es:
M
t
= W. (3.158)
Estando la seccin resistente polar para la seccin circular dada por:
16
.
3
d
W
p
=
(3.159)
Igualando los segundos miembros de las expresiones (3.152) y (3.158) que dan el momento
torsor, reemplazando adems en la (3.158) el valor de la seccin resistente polar dada por la
(3.159), se obtiene:
16
.
.
3
d
r F =
(3.160)
De la (3.160) se obtiene:
r
d
F
. 16
.
3
=
(3.161)
El trabajo de deformacin, segn la (3.124) es:
G
l d
T
4 4
. .
2 2
=
(3.162)
Como el volumen del cilindro es:
4
.
2
l d
V
=
(3.163)
El trabajo absorbido por la barra, con =
max
adm
segn la (3.162) es:
V
G
T
2
4
1
max
=
(3.164)
b) Muelles helicoidales de seccin circular: el resorte helicoidal est formado por el
arrollamiento de un
alambre o varilla de
seccin uniforme,
alrededor de un
cilindro. El eje del
alambre forma una
hlice, manteniendo
una distancia
constante entre las
espiras sucesivas. Si la
distancia entre espiras
es pequea, se dice
que es un resorte de
espiras cerradas, y
considerando la
tensin a la que est
expuesto el material
del mismo, puede aplicarse la teora de la torsin. Por lo tanto, considerando al resorte
una sucesin de muelles de torsin unidos en el espacio (Fig.3.63a), de dimetro del
alambre d, dimetro de una espira D y radio de la misma R y sometido a una fuerza F,
para que exista equilibrio debe ser igualada esta fuerza externa por las fuerzas internas
del material.
Por ser la pendiente del muelle pequea, se puede suponer sin cometer mucho error,
que la fuerza F acta perpendicular a la lnea helicoidal (Fig.3.63b), y calculando por
torsin con un radio R de la espira, siendo W la seccin resistente polar dada por la
(3.159), se tiene:
M
t
= F.R = W. (3.165)
Despejando de la (3.165) y reemplazando W segn la (3.159) se tiene:
3 3
.
. 8
.
16
d
D F
d
FR
= =
(3.166)
Para obtener la desviacin f se recurre a la figura (Fig.3.64) en la que se considera un
elemento diferencial dL del muelle, el cual es igual
a:
dL = R.d (3.167)
Siendo:
R = OS (3.168)
el radio de la espira del resorte.
Bajo la accin del momento M
t
el radio OA de la
seccin transversal de la barra girar el ngulo d
hasta ocupar la posicin OB describiendo el arco
CD dado por la expresin:
Arco CD = OC. d (3.169)
El punto de aplicacin de la fuerza F descender la
distancia CE. Por tratarse de un elemento
diferencial se puede suponer que el arco CD se
confunde con la secante CD, resultando:
arco OC.d = secante
____
CD
(3.170)
De la (3.170) se obtiene:
CE = OC.d .cos = OC. .d OC
R
(3.171)
Operando en la (3.171) resulta:
CE = R. .d (3.172)
Siendo CE la deformacin del elemento diferencial dL del resorte y d el ngulo de
torsin que corresponde al giro de la seccin del elemento dL por efecto de la fuerza F.
A los efectos de obtener el valor de d en funcin
del momento torsor M
t
, de la longitud dL del
elemento de resorte considerado, del dimetro d del
alambre y del mdulo G de elasticidad a la torsin
del material, se observa en la figura (Fig.3.65) que
es:
d
d
dL d
2
. =
(3.173)
De donde resulta:
dL
d d
d
2
=
(3.174)
Siendo d la deformacin que sufre a lo largo de su generatriz el elemento dL, que en
funcin de el esfuerzo unitario de corte y el mdulo G de elasticidad a la torsin es
igual a:
G
d
=
(3.175)
Igualando los segundos miembros de la (3.174) y de la (3.175) por tener iguales los
primeros miembro, se obtiene:
dL
d d
G
2
=
(3.176)
Despejando de la (3.176) es:
dL
d d
G
2
=
(3.177)
Por otra parte es:
W
M
t
=
(3.178)
Siendo W la seccin resistente polar, de donde reemplazando su valor dado por la
(3.159) en la (3.178), resulta:
3
16
d
M
t
=
(3.179)
Reemplazando en la (3.179) el valor de dado por la (3.177) obtenemos:
3
16
2 d
M
dL
d d
G
t
=
(3.180)
Despejando de la (3.180) d se obtiene:
32
4
d
G
dL M
d
t
=
(3.181)
Pero en la (3.181) es:
32
4
d
I
p
=
(3.182)
Donde es I
p
el momento de inercia polar de la seccin del alambre. Reemplazando en la
(3.181) .d
4
/32 por I
p
se obtiene:
p
t
I G
dL M
d
.
.
=
(3.183)
Reemplazando en la (3.183) el valor de M
t
y de dL dados por las (3.165) y (3.167)
respectivamente y en la (3.172) el valor de d dado por la (3.183), obtenemos:
p
t
I G
d R F M
CE
.
. . .
3
=
(3.184)
Como se dijo, CE es la deformacin para la longitud dL del resorte. La deformacin f
para el largo total 2.n del resorte, siendo n el nmero de espiras del resorte, se obtiene
integrando CE para variando desde 0 hasta 2.n:
= = =
n n
p p
n
d
I G
FR
d
I G
FR
CE f
2
0
2
0
3 3
2
0
. .
(3.185)
Integrando la (3.185) se obtiene:
p
I G
n FR
f
.
. 2
3
=
(3.186)
Y reemplazando I
p
por su valor segn la (3.182) se obtiene finalmente, para la
deformacin total f del resorte:
4
3
64
Gd
n FR
f =
(3.187)
El trabajo de deformacin absorbido por el resorte ser:
G
n R
d f F
T
4
2
4
.
2
.
2 2
= =
(3.188)
Como el volumen V del resorte es:
n R
d
V . . 2
4
.
2
=
(3.189)
Adems, como debe ser para la mayor solicitacin a la que est expuesto el resorte:
=
max
adm
(3.190)
La (3.188) resulta:
V
G
T
2
max
4
1
=
(3.191)
La (3.191) permite calcular el trabajo de deformacin, no influyendo la curvatura de la
barra.
Deben tenerse en cuenta la tensin cortante
en los puntos de la seccin ms prxima al
eje del muelle, la cual est dada por la
expresin:
3
max
8
d
DF
k
=
(3.192)
El factor k depende de la relacin D/d y
puede obtenerse de diagramas similares al
de la figura (Fig.3.66), los cuales se
construyen con datos obtenidos
experimentalmente.
Si se comparan los trabajos de deformacin
T de los distintos muelles, se observa que
los de traccin y compresin tienen la facultad de absorber el mayor con
V
E
T
2
max
2
1
=
,
lo que permite un mayor aprovechamiento del material del muelle.
-------------------- () ------------------
Apuntes de clases extractados de la siguiente bibliografa
TTULO AUTOR EDITORIAL
- Manual del Constructor de Mquinas H. Dubbel Labor
- Elementos de Mquinas Dr. Ing. O. Fratschner Gustavo Gili
- Proyecto de Elementos de Mquinas M. F. Spotts Revert
- Manual del Ingeniero Htte II A Academia Htte Gustavo Gili
- Clculo de Elementos de Mquinas Vallance-Doughtie Alsina
- Diseo de Mquinas Hall-Holowenco-Lau McGraw-Hill
- Manual del Ingeniero Mecnico de Marks Baumeister y Marks Uteha
- Diseo de Elementos de Mquinas Aguirre Esponda Trillas
- Resistencia de Materiales Alvin Sloane Uteha
- Diseo en Ingeniera Mecnica J. Shigley- Ch. Mischke McGraw-Hill
- Elementos de Mquinas Pezzano-Klein El Ateneo
- Elementos de Mquinas Dobrovolski y otros MIR
- Montaje, Ajuste, Verificacin de
Elementos de Mquinas Schrck Revert
- Diseo de Elementos de Mquinas V.M. Faires Montaner y
Simn S.A.
Vous aimerez peut-être aussi
- TECNOLOGIADocument42 pagesTECNOLOGIAcapime1990100% (1)
- Elementos de Máquinas - Elementos UnionDocument53 pagesElementos de Máquinas - Elementos UnionGerbercp Condori Palacios100% (1)
- Uniones RemachadasDocument34 pagesUniones RemachadasAna Cecilia MarquinaPas encore d'évaluation
- Roblones y Uniones ForzadasDocument5 pagesRoblones y Uniones ForzadasSantiago Ezequiel Avila boutonetPas encore d'évaluation
- Elementos de UnionesDocument20 pagesElementos de UnionesMANUEL PADILLA SARABIAPas encore d'évaluation
- ResorteDocument30 pagesResorteAndres Fuentes Campos100% (1)
- Remaches y RoblonesDocument12 pagesRemaches y RoblonesDario CaparròzPas encore d'évaluation
- Informe MAXI SPLICE 100N-mmDocument9 pagesInforme MAXI SPLICE 100N-mmEduardo D. MentePas encore d'évaluation
- 1.flexion en VigasDocument102 pages1.flexion en VigasYajaira Carbonel Calle100% (2)
- Trabajo N°1 de Concreto IIDocument21 pagesTrabajo N°1 de Concreto IIlesther davilaPas encore d'évaluation
- Calculo A Flexion SimpleDocument16 pagesCalculo A Flexion SimpleAnonymous 6VNNwgZPas encore d'évaluation
- TORSIÒNDocument6 pagesTORSIÒNJackson Mario Acuña Baca50% (4)
- Manual de Diseño - Concreto ArmadoDocument7 pagesManual de Diseño - Concreto ArmadoJosé Luis LPas encore d'évaluation
- Barras y Tubos CircularesDocument64 pagesBarras y Tubos CircularesRoberto Molina Roldán0% (4)
- Calculos RoblonesDocument9 pagesCalculos RoblonesRoberth Murillo GomezPas encore d'évaluation
- Elementos de unión permanentesDocument18 pagesElementos de unión permanentesCesar Oliveros chavezPas encore d'évaluation
- Ejercicios TorsiónDocument21 pagesEjercicios TorsiónCIELO ZARAHI CALSINA PINTOPas encore d'évaluation
- Anejo C Hormigón Del CTEDocument5 pagesAnejo C Hormigón Del CTEmarp64Pas encore d'évaluation
- Diseño de Torsion en Viga de Concreto ArmadoDocument12 pagesDiseño de Torsion en Viga de Concreto ArmadoGusmelio DiazPas encore d'évaluation
- Fundamentos Del Diseño de Estructuras de AceroDocument10 pagesFundamentos Del Diseño de Estructuras de AceroDenis RolandoPas encore d'évaluation
- Proyecto y Calculo de Estructuras de Hormigon Tomo Ii - CalaveraDocument508 pagesProyecto y Calculo de Estructuras de Hormigon Tomo Ii - CalaveraTomás Wilson Alemán Ramírez100% (1)
- Calculos de Soldadura Por FusionDocument6 pagesCalculos de Soldadura Por FusionMizzett Cruz SantanaPas encore d'évaluation
- Uniones Con Remaches y Tornillos PDFDocument18 pagesUniones Con Remaches y Tornillos PDFJosé Luis OrdóñezPas encore d'évaluation
- DA120131 RV 2Document15 pagesDA120131 RV 2dlc010Pas encore d'évaluation
- Uniones Atornilladas Tornillos Pretensados 13Document13 pagesUniones Atornilladas Tornillos Pretensados 13ivantrax116Pas encore d'évaluation
- Acero Mínimo ConceptoDocument17 pagesAcero Mínimo Concepto47823220miguelPas encore d'évaluation
- Esfuerzo en Rango ElasticoDocument13 pagesEsfuerzo en Rango ElasticomariaPas encore d'évaluation
- PDF Resistencia de Materiales de Singer 304 325 DLDocument110 pagesPDF Resistencia de Materiales de Singer 304 325 DLGenesis Belen CenizarioPas encore d'évaluation
- TorsionDocument32 pagesTorsionAlexPas encore d'évaluation
- Sistemas de UniónDocument23 pagesSistemas de Uniónfrancisco jaraPas encore d'évaluation
- Nomenclatura internacional muelasDocument6 pagesNomenclatura internacional muelasJonathan GamboaPas encore d'évaluation
- 05-01 TorsiónDocument3 pages05-01 TorsiónGustavo MartinezPas encore d'évaluation
- Resistencia A Flexion y Capacidad de Deformación de Columnas para PuentesDocument21 pagesResistencia A Flexion y Capacidad de Deformación de Columnas para PuentesArturo SMQPas encore d'évaluation
- Resortes HelicoidalesDocument5 pagesResortes HelicoidalesVictor Rivas TemochePas encore d'évaluation
- PernosDocument17 pagesPernosJesus ViEliPas encore d'évaluation
- Vigas 4Document45 pagesVigas 4Isabel CárdenasPas encore d'évaluation
- 05-SEII - Flexion en HºAº - Teoría y Ejemplos Segun CIRSOC 201-05Document39 pages05-SEII - Flexion en HºAº - Teoría y Ejemplos Segun CIRSOC 201-05Sofi PeiranoPas encore d'évaluation
- AcoplamientosDocument7 pagesAcoplamientosSeguridad BosquesolimpoPas encore d'évaluation
- Capitulo Piezas A Flexion - VIIIDocument41 pagesCapitulo Piezas A Flexion - VIIIRoland LoachamínPas encore d'évaluation
- Guia Esfuerzos de CorteDocument12 pagesGuia Esfuerzos de CorteKeno Cortes100% (1)
- Actividad 3. Construccion de EstructurasDocument13 pagesActividad 3. Construccion de EstructurasDulce MoralesPas encore d'évaluation
- AlgoDocument27 pagesAlgoDavid Campos VasquezPas encore d'évaluation
- Conexiones Simples.Document23 pagesConexiones Simples.ISABEL CAROLINA LOPEZ MUTUMBAJOYPas encore d'évaluation
- Diseño de Escalera en VoladizoDocument24 pagesDiseño de Escalera en VoladizoGenry Mario Ramirez100% (3)
- Diseño A La RoturaDocument11 pagesDiseño A La RoturaGuillermo garridoPas encore d'évaluation
- Torsion 2-2Document26 pagesTorsion 2-2Andres Luis Barreto HidalgoPas encore d'évaluation
- 3 Torsion 2015Document12 pages3 Torsion 2015felix nahun gregorio alvaPas encore d'évaluation
- Segunda Practica CalificadaDocument1 pageSegunda Practica CalificadaDemtrio León AyalaPas encore d'évaluation
- Aresorte (2 2015) PDFDocument33 pagesAresorte (2 2015) PDFJavier Zuleta SalasPas encore d'évaluation
- Semana 2 (RM)Document15 pagesSemana 2 (RM)Orlando Capristan100% (1)
- Torison GereDocument21 pagesTorison GereAlejandro Lonndoño17% (6)
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318D'EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Évaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Elementos de concreto reforzado IID'EverandElementos de concreto reforzado IIÉvaluation : 5 sur 5 étoiles5/5 (1)
- Flexión en vigas de concreto reforzado: Método elástico (ASD)D'EverandFlexión en vigas de concreto reforzado: Método elástico (ASD)Évaluation : 5 sur 5 étoiles5/5 (2)
- Mecánica de la fractura y análisis de falla en metalesD'EverandMecánica de la fractura y análisis de falla en metalesÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Análisis estructural básico: Apuntes de claseD'EverandAnálisis estructural básico: Apuntes de claseÉvaluation : 5 sur 5 étoiles5/5 (6)
- Formulário Técnico A. L. CasillasDocument322 pagesFormulário Técnico A. L. CasillasRonaldo Balbino89% (18)
- Catálogo General Cintac PDFDocument28 pagesCatálogo General Cintac PDFErico BarrientosPas encore d'évaluation
- El Camino A Cristo Guia de Estudio de La BibliaDocument84 pagesEl Camino A Cristo Guia de Estudio de La BibliaEdc Uruguay83% (6)
- El Camino A Cristo Guia de Estudio de La BibliaDocument84 pagesEl Camino A Cristo Guia de Estudio de La BibliaEdc Uruguay83% (6)
- Curso Indura PDFDocument2 pagesCurso Indura PDFIsaias J Salgado SaezPas encore d'évaluation
- 2011-05-02 Manual de ToleranciasDocument69 pages2011-05-02 Manual de ToleranciasIsaias J Salgado SaezPas encore d'évaluation
- TornillosVolcanitaPernosAnclajeDocument5 pagesTornillosVolcanitaPernosAnclajeIsaias J Salgado SaezPas encore d'évaluation
- 01 Creciendo en Sabriduria PDFDocument113 pages01 Creciendo en Sabriduria PDFChristian Garcia Garcia ArevaloPas encore d'évaluation
- Fijaciones (Tarugos, Tornillos, Etc PDFDocument5 pagesFijaciones (Tarugos, Tornillos, Etc PDFJose Manuel Nogueiras DiazPas encore d'évaluation
- Curso de Tanques API 650Document94 pagesCurso de Tanques API 650alfredo_cockburn100% (3)
- 4 Basico Cs Naturales Norma ProfesorDocument180 pages4 Basico Cs Naturales Norma ProfesorManuel ArancibiaPas encore d'évaluation
- Alineamiento 0001Document1 pageAlineamiento 0001Isaias J Salgado SaezPas encore d'évaluation
- As Limites Derivadas y OtrosDocument22 pagesAs Limites Derivadas y OtrosBenja Lino MendozaPas encore d'évaluation
- Metalcon Manual de ConstruccionDocument27 pagesMetalcon Manual de Construccionsoftripper100% (2)
- Osb Tec 221110Document6 pagesOsb Tec 221110Isaias J Salgado SaezPas encore d'évaluation
- Reconstrucción superficies desgastadas Build Up 28Document2 pagesReconstrucción superficies desgastadas Build Up 28Isaias J Salgado SaezPas encore d'évaluation
- 1001 Algebra y TrigonomeriaDocument251 pages1001 Algebra y TrigonomeriaBraulio IbañezPas encore d'évaluation
- Muchardi - Tecnología en FinlandiaDocument16 pagesMuchardi - Tecnología en FinlandiaFabrizzio CarpenaPas encore d'évaluation
- Respuesta en Frecuencia de Un Sistema DiscretoDocument5 pagesRespuesta en Frecuencia de Un Sistema DiscretoKarlitosmanPas encore d'évaluation
- Estructuras de WritingDocument7 pagesEstructuras de WritingConsuelo Nayra Ríos AguilarPas encore d'évaluation
- Corrección Primer Parcial de Cálculo III, Lunes 30 de Septiembre de 2019, Mañana.Document6 pagesCorrección Primer Parcial de Cálculo III, Lunes 30 de Septiembre de 2019, Mañana.Hans Müller Santa Cruz80% (5)
- Cuestionario de FisiologíaDocument6 pagesCuestionario de FisiologíaChichaPas encore d'évaluation
- Tema 2 Introducción BT PDFDocument67 pagesTema 2 Introducción BT PDFAne Mi KosteñlPas encore d'évaluation
- Examen - (AAB02) Cuestionario 3 - Diagnostique La Planificación Del Proceso de Venta Del Servicio de TransporteDocument4 pagesExamen - (AAB02) Cuestionario 3 - Diagnostique La Planificación Del Proceso de Venta Del Servicio de TransporteKenia Del PezoPas encore d'évaluation
- Formato Fichas TecnicasDocument12 pagesFormato Fichas TecnicasSebastian Delgado RodríguezPas encore d'évaluation
- Mejora defensa ribereña AtalayaDocument44 pagesMejora defensa ribereña AtalayaKoriPas encore d'évaluation
- Docente CreativoDocument3 pagesDocente CreativoCrisPas encore d'évaluation
- Manual Usuario Bomba Centrif Manual - HidrostalDocument10 pagesManual Usuario Bomba Centrif Manual - HidrostalmpicaPas encore d'évaluation
- Nidos de Hidrociclones IcbaDocument17 pagesNidos de Hidrociclones IcbaMarco Antonio Salcedo100% (1)
- Proyecto Atacocha..Document43 pagesProyecto Atacocha..Jose Luis Tomas Avila LopezPas encore d'évaluation
- Actividades Unidad 6 UPPDocument2 pagesActividades Unidad 6 UPPfiniptPas encore d'évaluation
- HAZOPDocument29 pagesHAZOPErick LópezPas encore d'évaluation
- Leyva Antonio Xochiquetzal 115-26 PDFDocument5 pagesLeyva Antonio Xochiquetzal 115-26 PDFAvy AlyPas encore d'évaluation
- Anexos Acta 03-2010 (Acta de Traslado)Document2 pagesAnexos Acta 03-2010 (Acta de Traslado)Susy Arenas de CortezPas encore d'évaluation
- Variable Volume Pumping FundamentalsDocument16 pagesVariable Volume Pumping Fundamentalsadca100% (1)
- Guia Conversion Estados FinancierosDocument5 pagesGuia Conversion Estados FinancierosSergio SilvaPas encore d'évaluation
- Habilidades motricesDocument3 pagesHabilidades motricesLuci FloresPas encore d'évaluation
- Ensayo RCMDocument3 pagesEnsayo RCMMargarita Cardnas OrozcoPas encore d'évaluation
- Educación de Personas Adultas en El Marco Del Aprendizaje A Lo L PDFDocument364 pagesEducación de Personas Adultas en El Marco Del Aprendizaje A Lo L PDFClaudia Mastino56% (9)
- Reflejos Patologicos 453062 Downloable 2449240Document26 pagesReflejos Patologicos 453062 Downloable 2449240Arlethe OrtegaPas encore d'évaluation
- TTLB01-Maipu-Clase 3 Propiedades IndiceDocument36 pagesTTLB01-Maipu-Clase 3 Propiedades IndiceBastian Araya YañezPas encore d'évaluation
- Manual de Reparacion Despiece Volkswagen Pointer 1994 2008 PDFDocument7 pagesManual de Reparacion Despiece Volkswagen Pointer 1994 2008 PDFJuan Cruz Fonseca57% (7)
- Msds Diluyente Poliuretano 55Document4 pagesMsds Diluyente Poliuretano 55lesliePas encore d'évaluation
- 10 beneficios música clásicaDocument2 pages10 beneficios música clásicaeunicePas encore d'évaluation
- Public Clase-1 1 Programa Curso Ajedrez I Semestre 2022Document5 pagesPublic Clase-1 1 Programa Curso Ajedrez I Semestre 2022Samuel Oliver MullerPas encore d'évaluation
- Tecnologías para conocer seres vivosDocument28 pagesTecnologías para conocer seres vivosJess MartínezPas encore d'évaluation
- Extraccion Liquido-Solido (Lixiviacion)Document14 pagesExtraccion Liquido-Solido (Lixiviacion)Jhon Francísco Hernández JiménezPas encore d'évaluation