Vous aimerez peut-être aussi
- 07 EnvironmentDocument14 pages07 EnvironmentMKPashaPashaPas encore d'évaluation
- Ultra Low Nox BurnersDocument6 pagesUltra Low Nox BurnersRujisak MuangsongPas encore d'évaluation
- Oxy Fuel CombustionDocument18 pagesOxy Fuel CombustionLmaoPas encore d'évaluation
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995D'EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Évaluation : 5 sur 5 étoiles5/5 (1)
- Yohannes ShiferawDocument98 pagesYohannes ShiferawAnonymous o29GUBm1Tc100% (2)
- Acid Rain ExperimentDocument5 pagesAcid Rain ExperimentSAAHIBA BHATIAPas encore d'évaluation
- CHAP9Document11 pagesCHAP9KARTHIKEYANPas encore d'évaluation
- Handbook Nitrogen Oxides Pollution Prevention and ControlDocument5 pagesHandbook Nitrogen Oxides Pollution Prevention and ControlrupigapigaPas encore d'évaluation
- NOx Control in Power Plants R1Document10 pagesNOx Control in Power Plants R1Vishal JaishankarPas encore d'évaluation
- Burner TechnologyDocument9 pagesBurner TechnologyTint TigerPas encore d'évaluation
- NOx Reductionhandout FINALDocument2 pagesNOx Reductionhandout FINALKunal ChandPas encore d'évaluation
- Boiler Combustion & EmissionDocument15 pagesBoiler Combustion & EmissionMustafa HusainPas encore d'évaluation
- NOx Control in Gas TurbineDocument10 pagesNOx Control in Gas TurbineDuyen Tran VanPas encore d'évaluation
- "Effect of Exhaust Gas Recirculation (Egr) On Nox Emission From C.I. Engine" - A Review StudyDocument5 pages"Effect of Exhaust Gas Recirculation (Egr) On Nox Emission From C.I. Engine" - A Review StudyShreyash BalpandePas encore d'évaluation
- What You Require To Know About NOx Reduction.20130104.123704Document2 pagesWhat You Require To Know About NOx Reduction.20130104.123704anon_931869105Pas encore d'évaluation
- "Effect of Exhaust Gas Recirculation (Egr) On Nox Emission From C.I. Engine" - A Review StudyDocument5 pages"Effect of Exhaust Gas Recirculation (Egr) On Nox Emission From C.I. Engine" - A Review Studyslv_prasaadPas encore d'évaluation
- TP PC 11 02Document16 pagesTP PC 11 02Khoirul Walad100% (1)
- Effect of EgrDocument10 pagesEffect of EgrSumit JainPas encore d'évaluation
- BurnersDocument4 pagesBurnersDhanny Miharja100% (1)
- Nox Reduction TechsDocument4 pagesNox Reduction TechsMehulkumar PatelPas encore d'évaluation
- Flue Gas Treatment in Thermal Power PlantsDocument65 pagesFlue Gas Treatment in Thermal Power PlantsdstpschemlabPas encore d'évaluation
- NOx ComplianceDocument2 pagesNOx ComplianceUdhayakumar VenkataramanPas encore d'évaluation
- Nox Emissions and Its Control: Abhishek Pundir (16105049)Document27 pagesNox Emissions and Its Control: Abhishek Pundir (16105049)SavitarPas encore d'évaluation
- NOx ControlDocument4 pagesNOx Controlmathur97Pas encore d'évaluation
- Nox Reduction Origin of NoxDocument5 pagesNox Reduction Origin of NoxclauPas encore d'évaluation
- Ultralow NOx BurnersDocument3 pagesUltralow NOx Burnersdatalogger123456100% (2)
- The Formation of NOxDocument1 pageThe Formation of NOxS SanchitPas encore d'évaluation
- 5B2. Nox Reduction Technology: Environmental Protection Technologies (Flue Gas Treatment and Gas Cleaning Technologies)Document2 pages5B2. Nox Reduction Technology: Environmental Protection Technologies (Flue Gas Treatment and Gas Cleaning Technologies)Hussein AlyahriPas encore d'évaluation
- Ref7 PDFDocument7 pagesRef7 PDFJulian BermudezPas encore d'évaluation
- Exhaust Gas Recirculation in Four Stroke EngineDocument29 pagesExhaust Gas Recirculation in Four Stroke Enginejatin guptaPas encore d'évaluation
- How To Reduce NOX and SOXDocument3 pagesHow To Reduce NOX and SOXnoraiz fozanPas encore d'évaluation
- Trimming NOx From FurnacesDocument6 pagesTrimming NOx From FurnacesAbdul HayyePas encore d'évaluation
- (Document Title) : For Engine To Reduce Oxides of Nitrogen Is Chosen For Present WorkDocument22 pages(Document Title) : For Engine To Reduce Oxides of Nitrogen Is Chosen For Present WorkrassPas encore d'évaluation
- Applied Thermal Engineering: Research PaperDocument12 pagesApplied Thermal Engineering: Research Paperdigitalginga2Pas encore d'évaluation
- Waste Management: Reto Strobel, Maurice H. Waldner, Helen GablingerDocument6 pagesWaste Management: Reto Strobel, Maurice H. Waldner, Helen GablingerhabbibrachmanPas encore d'évaluation
- NO and N O: Control in Nitric Acid PlantsDocument4 pagesNO and N O: Control in Nitric Acid PlantsftmPas encore d'évaluation
- 6 Tips For Improving Efficiency and Reducing NOX - 2018-09-13 - Process HeatingDocument15 pages6 Tips For Improving Efficiency and Reducing NOX - 2018-09-13 - Process Heatingwest kestPas encore d'évaluation
- NOx SOxDocument9 pagesNOx SOxYohannes DennisPas encore d'évaluation
- Combustion Principles and ControlDocument32 pagesCombustion Principles and ControlThalia de la FuentePas encore d'évaluation
- A Review Study of The Effect of Exhaust Gas Recirculation (EGR) On Performance and Emission Characteristics of Diesel EngineDocument8 pagesA Review Study of The Effect of Exhaust Gas Recirculation (EGR) On Performance and Emission Characteristics of Diesel EngineEis NovidhaPas encore d'évaluation
- 1 s2.0 S0016236122006093 MainDocument8 pages1 s2.0 S0016236122006093 Mainvictor palmaPas encore d'évaluation
- STOC03 (Emissions)Document20 pagesSTOC03 (Emissions)tungluongPas encore d'évaluation
- VOC, NOx, SOxDocument47 pagesVOC, NOx, SOxDIANA CALLISTA ARTANTIPas encore d'évaluation
- Selective Catalytic ReductionDocument15 pagesSelective Catalytic ReductionJuan Esteban EnriquezPas encore d'évaluation
- Trimming Nox From Furnaces - Rev3Document6 pagesTrimming Nox From Furnaces - Rev3Deepika UmlaniPas encore d'évaluation
- TopsoeDocument5 pagesTopsoelaiping_lumPas encore d'évaluation
- Report AJUDocument20 pagesReport AJUTHE DARK KNIGHTPas encore d'évaluation
- NOx Reduction TA Study Feb2010Document70 pagesNOx Reduction TA Study Feb2010naikPas encore d'évaluation
- 8-Clean Combustion TechnologiesDocument58 pages8-Clean Combustion TechnologiesNomaan AsimPas encore d'évaluation
- Profiles: Nox Control For Pulverised Coal Fired Power StationsDocument2 pagesProfiles: Nox Control For Pulverised Coal Fired Power StationsColin RobertsPas encore d'évaluation
- Sources and Control Methods: CE/AE 524B Air Pollution J. (Hans) Van LeeuwenDocument28 pagesSources and Control Methods: CE/AE 524B Air Pollution J. (Hans) Van LeeuwenSteve Johnson100% (1)
- Nitrogen OxidesDocument30 pagesNitrogen OxidesskywalkerPas encore d'évaluation
- Air Pollution FinalDocument131 pagesAir Pollution FinalfaheemabbasPas encore d'évaluation
- AZEP - Development of An Integrated Air Separation Membrane - Gas TurbineDocument6 pagesAZEP - Development of An Integrated Air Separation Membrane - Gas TurbineeddyPas encore d'évaluation
- NOx Reduction TA Study v1 - December2005Document70 pagesNOx Reduction TA Study v1 - December2005Dilnesa Ejigu100% (1)
- Exhaust Gas Recirculation SystemDocument7 pagesExhaust Gas Recirculation Systemmalik visheshPas encore d'évaluation
- COMPLEX PROBEM IcDocument2 pagesCOMPLEX PROBEM Ichafizarslanmushtaq0Pas encore d'évaluation
- Precalciner Systems Cement IndustryDocument22 pagesPrecalciner Systems Cement IndustryfaheemqcPas encore d'évaluation
- CFD Simulation of Pollutant Emission in Power Plant BoilersDocument8 pagesCFD Simulation of Pollutant Emission in Power Plant BoilersRajneesh VachaspatiPas encore d'évaluation
- BR-1834 SOFA System Nox Reduction SystemDocument8 pagesBR-1834 SOFA System Nox Reduction Systemparveen16481Pas encore d'évaluation
- Recent Development in Marine EnginesDocument81 pagesRecent Development in Marine EnginesShashidhar ChandraiahPas encore d'évaluation
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsD'EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsPas encore d'évaluation
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingDocument8 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingmynulPas encore d'évaluation
- 11 Vesda Eco Detector Tds A4 LoresDocument2 pages11 Vesda Eco Detector Tds A4 LoresEduardo ParrudoPas encore d'évaluation
- Fully Report Vs-Group 5Document25 pagesFully Report Vs-Group 5Faradilah Binti Ajma'inPas encore d'évaluation
- Environmental LeadershipDocument4 pagesEnvironmental LeadershipElpi FerrerPas encore d'évaluation
- Safety Data Sheet Toner - Black: Toner Xerox® Versalink B400, Xerox® Versalink B405 Multifunction PrinterDocument7 pagesSafety Data Sheet Toner - Black: Toner Xerox® Versalink B400, Xerox® Versalink B405 Multifunction PrinterJUANPas encore d'évaluation
- ECOBADocument5 pagesECOBAYennifer AliocPas encore d'évaluation
- Mohamed Ibrahim Darwish 15101468 12th ReportDocument45 pagesMohamed Ibrahim Darwish 15101468 12th ReportMohamed DarwishPas encore d'évaluation
- All English Editorials 24 - 3Document30 pagesAll English Editorials 24 - 3hmezzbclzeiswocbgpPas encore d'évaluation
- MEB4513 Assignment 1 PDFDocument6 pagesMEB4513 Assignment 1 PDFCalvin ChanPas encore d'évaluation
- Acetone Ex Mitsui 2010 MSDSDocument10 pagesAcetone Ex Mitsui 2010 MSDSsuciPas encore d'évaluation
- Dimethyl Carbonate Di Methyl EsterDocument24 pagesDimethyl Carbonate Di Methyl EsterAlptekinPas encore d'évaluation
- NIMASA An Ever Revolving BodyDocument4 pagesNIMASA An Ever Revolving BodyfawsiyyahlamidiPas encore d'évaluation
- LEEDS Existing BLDG ChecklistDocument5 pagesLEEDS Existing BLDG ChecklistMedz MedinaPas encore d'évaluation
- EVS MCQ Module - 3 For V SemDocument9 pagesEVS MCQ Module - 3 For V SemMohanPas encore d'évaluation
- Environmental Performance: MeasureDocument2 pagesEnvironmental Performance: MeasureChristian BalanPas encore d'évaluation
- The Negative Effects of Recycling PaperDocument1 pageThe Negative Effects of Recycling PaperVBChanpPas encore d'évaluation
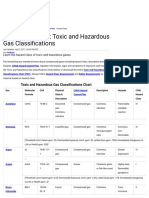
- Compressed Gas: Toxic and Hazardous Gas ClassificationsDocument9 pagesCompressed Gas: Toxic and Hazardous Gas Classificationsomar benounaPas encore d'évaluation
- California Community Colleges Sustainability Template FINAL v3 PDFDocument167 pagesCalifornia Community Colleges Sustainability Template FINAL v3 PDFamitjain310Pas encore d'évaluation
- Fossil Fuel Introduction and TypesDocument3 pagesFossil Fuel Introduction and TypessalemPas encore d'évaluation
- NoDust BookletDocument16 pagesNoDust BookletDen OpialaPas encore d'évaluation
- Potential of CNGDocument72 pagesPotential of CNGhati1Pas encore d'évaluation
- Nitriding DatasheetDocument4 pagesNitriding DatasheetamitPas encore d'évaluation
- Uso de Mascara H2SDocument4 pagesUso de Mascara H2SJavier AraquePas encore d'évaluation
- Project On PollutionDocument29 pagesProject On Pollutionvimal100% (1)
- 350-Optimization of Vinyl Chloride Monomer (VCM) Production Using ASPEN PLUSDocument2 pages350-Optimization of Vinyl Chloride Monomer (VCM) Production Using ASPEN PLUSJesus AngaritaPas encore d'évaluation
- Essay About Climate ChangeDocument2 pagesEssay About Climate Changekim marcosPas encore d'évaluation
- Polycyclic Aromatic Hydrocarbon Determination by Reversed-Phase High-Performance Liquid Chromatography in Olive Oils On The Iranian MarketDocument3 pagesPolycyclic Aromatic Hydrocarbon Determination by Reversed-Phase High-Performance Liquid Chromatography in Olive Oils On The Iranian Marketkurleigh17Pas encore d'évaluation
- Spray TowerDocument10 pagesSpray TowerAkmal AimanPas encore d'évaluation