Vous aimerez peut-être aussi
- CG150Document16 pagesCG150Carlos Pabon JerezPas encore d'évaluation
- Abasac Ultra 1l Zhejiang China v20160920Document6 pagesAbasac Ultra 1l Zhejiang China v20160920JhonELCombatientePas encore d'évaluation
- Caso Practico No. 5Document3 pagesCaso Practico No. 5angelPas encore d'évaluation
- Manual Uso NewDocument33 pagesManual Uso Newjoaking1992Pas encore d'évaluation
- Mecanismos en MovimientoDocument16 pagesMecanismos en MovimientoJenifer OrdoñezPas encore d'évaluation
- CVR - Informe Técnico Pedagógico 2021 - FinalqDocument7 pagesCVR - Informe Técnico Pedagógico 2021 - FinalqFelix Jose RojasPas encore d'évaluation
- T1 - Empresas FamiliaresDocument11 pagesT1 - Empresas FamiliaresLuis mauricioPas encore d'évaluation
- PSC - Peso de Los Segmentos CorporalesDocument7 pagesPSC - Peso de Los Segmentos CorporalesGENESIS QUINGA PACHERREPas encore d'évaluation
- S03.s1 - Ejercicio PDFDocument1 pageS03.s1 - Ejercicio PDFJULEYSI KATIUSCA NATIVIDAD MONTALBAN CHÁVEZPas encore d'évaluation
- Tarea 3.Document2 pagesTarea 3.ASPas encore d'évaluation
- Plan de VM 02.06.2022Document29 pagesPlan de VM 02.06.2022Lucas Delgado BravoPas encore d'évaluation
- Mercado de CambioDocument3 pagesMercado de CambioBelen PerezPas encore d'évaluation
- LIDERAZGODocument4 pagesLIDERAZGOestudiosdelsector100% (1)
- Impacto de Las Redes Sociales Sobre Las Variables de Decision de Los AgentesDocument30 pagesImpacto de Las Redes Sociales Sobre Las Variables de Decision de Los AgentesCatherine CaballeroPas encore d'évaluation
- RMT96Document9 pagesRMT96Adal ChirinosPas encore d'évaluation
- TRABAJO INTEGRADOR FINAL - Producción de Un Medio PeriodísticoDocument2 pagesTRABAJO INTEGRADOR FINAL - Producción de Un Medio PeriodísticoLara Cejas BocoPas encore d'évaluation
- Fee 15915Document2 pagesFee 15915Minutas JuridicoPas encore d'évaluation
- Existe Una Discusión Historiográfica Acerca de LaDocument1 pageExiste Una Discusión Historiográfica Acerca de LaMatias ArandaPas encore d'évaluation
- Bora 31/7/2017Document121 pagesBora 31/7/2017sebacruzdiablo6884Pas encore d'évaluation
- Informe Tec Validez Acto Adm-005-2014-Ivp - LimonesDocument2 pagesInforme Tec Validez Acto Adm-005-2014-Ivp - LimonesMarcel AlvaradoPas encore d'évaluation
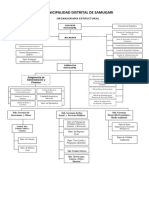
- SamugariDocument1 pageSamugariRubén Michca HuayllaniPas encore d'évaluation
- Fundamentos de Economia Aca 3Document5 pagesFundamentos de Economia Aca 3CAMILO ANDRES PARRA PEÑAPas encore d'évaluation
- Huawei HG531 Manual de Usuario CantvDocument19 pagesHuawei HG531 Manual de Usuario CantvOportunidadesweb CarreñoPas encore d'évaluation
- Sintesis CurricularDocument3 pagesSintesis CurricularAna PetitPas encore d'évaluation
- Teoría General de Los Sistemas Evolución de La TGS Antecedentes y Conceptos ROBLEDO GARCIA JORGE ALEXANDERDocument59 pagesTeoría General de Los Sistemas Evolución de La TGS Antecedentes y Conceptos ROBLEDO GARCIA JORGE ALEXANDERDani ZamudioPas encore d'évaluation
- Ejercicios Programacion en JavaDocument4 pagesEjercicios Programacion en JavaFranco TorresPas encore d'évaluation
- Actividad 3 Tarea - Diagnóstico de Indicadores FinancierosDocument15 pagesActividad 3 Tarea - Diagnóstico de Indicadores FinancierosMarcelaPas encore d'évaluation
- Compilado CorrespondenciaDocument72 pagesCompilado CorrespondenciaAidé Lupita San JaramilloPas encore d'évaluation
- Estudio de Cortocircuito y Coordinacion de Protecciones PDFDocument165 pagesEstudio de Cortocircuito y Coordinacion de Protecciones PDFBladimir Marin0% (1)
- Ergonomía y Diseño GráficoDocument2 pagesErgonomía y Diseño GráficoCamila ArangoPas encore d'évaluation