Vous aimerez peut-être aussi
- Procedimiento Hot TappingDocument9 pagesProcedimiento Hot TappingreneluisperezPas encore d'évaluation
- Registro de Inspeccion de Doblado de TuberiaDocument2 pagesRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaPas encore d'évaluation
- Asme ViiiDocument10 pagesAsme ViiiKike Silva100% (1)
- LGS01-Calificacion de SoldadoresDocument14 pagesLGS01-Calificacion de SoldadoresGedalías MartínezPas encore d'évaluation
- Procedimiento para aplicación de recubrimiento en tuberíasDocument15 pagesProcedimiento para aplicación de recubrimiento en tuberíasCamilo RodriguezPas encore d'évaluation
- 2.PO-AP02 Rev.0 Prefabricado de CañeríasDocument8 pages2.PO-AP02 Rev.0 Prefabricado de CañeríasArturo Roberto AvilaPas encore d'évaluation
- Los Criterios de Inspeccion y La CalidadDocument29 pagesLos Criterios de Inspeccion y La CalidadMarcelo Aguilera100% (2)
- WPS D1.1 A36 - E71t11Document2 pagesWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- PR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2Document15 pagesPR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2RESIDENTE CALIDAD CAÑO SUR100% (1)
- PE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesDocument6 pagesPE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesAlejandro NietoPas encore d'évaluation
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Document14 pagesProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- P-LNOM-10 P Aplicacion de Torque Controlado.Document9 pagesP-LNOM-10 P Aplicacion de Torque Controlado.Marcelo Enrique VidalPas encore d'évaluation
- 04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.Document7 pages04 Procedimiento para Trabajos de Doblado, Alineado y Soldado.ALCANGOS70100% (1)
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 pagesCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CallePas encore d'évaluation
- Continuacion API 650 Rev. 01Document3 pagesContinuacion API 650 Rev. 01Anonymous fBIEWgmRzPas encore d'évaluation
- Asme Seccion Viii Uw 52 PDFDocument4 pagesAsme Seccion Viii Uw 52 PDFIgnacio Perez Ramirez100% (1)
- Reporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFDocument10 pagesReporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFJosé LéboloPas encore d'évaluation
- PR-PP-29 Procedimiento para Calibracion de FlexometrosDocument5 pagesPR-PP-29 Procedimiento para Calibracion de FlexometrosJavier Lozano AbrilPas encore d'évaluation
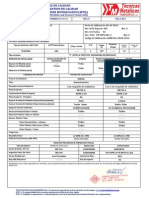
- TMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFDocument2 pagesTMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFsgavilanrequejoPas encore d'évaluation
- ASME W ResumenDocument1 pageASME W ResumenYeison ValdelamarPas encore d'évaluation
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDocument43 pagesPruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973Pas encore d'évaluation
- Pruebas neumáticas de presiónDocument13 pagesPruebas neumáticas de presióndark2072Pas encore d'évaluation
- Factibilidad API 1104 Apendice BDocument128 pagesFactibilidad API 1104 Apendice BHinojosa100% (1)
- Consejos para aprobar la prueba de calificación AWS D1.1Document4 pagesConsejos para aprobar la prueba de calificación AWS D1.1Leon Heart FCPas encore d'évaluation
- PR-03-005-OC Predoblado Y Doblado en Frio de TuberiaDocument13 pagesPR-03-005-OC Predoblado Y Doblado en Frio de Tuberiacalidad Taller100% (1)
- Procedimiento Bajado y Tapado TuberiaDocument10 pagesProcedimiento Bajado y Tapado TuberiaDiego LaraPas encore d'évaluation
- API 650 2010-2013 RevDocument8 pagesAPI 650 2010-2013 Revtony blas cristobalPas encore d'évaluation
- Procedimiento General de Soldadura (2) JoyaDocument12 pagesProcedimiento General de Soldadura (2) Joyamaxi27Pas encore d'évaluation
- API 1104 Complementario 5Document10 pagesAPI 1104 Complementario 5petrePas encore d'évaluation
- Como Soldar Bridads SliponDocument5 pagesComo Soldar Bridads SliponAlexandro Jaimes MoralesPas encore d'évaluation
- Procedimiento Prueba Neumatica TanquesDocument3 pagesProcedimiento Prueba Neumatica TanquesMarvin William Montes CristoPas encore d'évaluation
- Procedim Iento Instalacion de Camisas Tipo B OsoDocument13 pagesProcedim Iento Instalacion de Camisas Tipo B OsoJorge Lenin Coral RoseroPas encore d'évaluation
- ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA PARA TUBERÍA DE 8Document18 pagesESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA PARA TUBERÍA DE 8Manuel FARIAS IMANPas encore d'évaluation
- ICMRD-020-P Sandblasting y Pintura de TuberíasDocument22 pagesICMRD-020-P Sandblasting y Pintura de TuberíasCarlos Sanches100% (2)
- Instructivo TorqueDocument16 pagesInstructivo Torquericardo tellezPas encore d'évaluation
- PROCED - Ajuste y Torque de PernosDocument17 pagesPROCED - Ajuste y Torque de PernosGian VladimirPas encore d'évaluation
- Formato WPSDocument4 pagesFormato WPSÁlejandro FlorezPas encore d'évaluation
- 002.-Procedimiento de Manejo y Almacenamiento de Materiales Consumibles (Soldadura y Fundentes)Document9 pages002.-Procedimiento de Manejo y Almacenamiento de Materiales Consumibles (Soldadura y Fundentes)Yersin Hernandez Aldan100% (1)
- Indura 6011 - Aws E-6011 PDFDocument1 pageIndura 6011 - Aws E-6011 PDFJuan RuedaPas encore d'évaluation
- Procedimiento Inspección Visual de Soldaduras (Autoguardado)Document7 pagesProcedimiento Inspección Visual de Soldaduras (Autoguardado)Àngel Rodriguez100% (1)
- MO-PT-022. Procedimiento para Desmantelamiento de TuberiaDocument4 pagesMO-PT-022. Procedimiento para Desmantelamiento de TuberiaPATRICIA ORDUZ100% (2)
- API - 1104 Espanol Sec 9Document7 pagesAPI - 1104 Espanol Sec 9Darwin_SidneyPas encore d'évaluation
- WPS AsmeDocument7 pagesWPS AsmeCelso Sanabria100% (1)
- Procedimiento Desfile y Doblado de TuberiaDocument13 pagesProcedimiento Desfile y Doblado de TuberiaEdwin Bustamante CabreraPas encore d'évaluation
- AID-CAP17027-1902761-PR-0xx Instalacion de Tuberias de Acero Al CarbonoDocument13 pagesAID-CAP17027-1902761-PR-0xx Instalacion de Tuberias de Acero Al CarbonoEdson Riveros PariapazaPas encore d'évaluation
- Predoblado y Doblado de TuberiaDocument20 pagesPredoblado y Doblado de Tuberiahenry ayala100% (3)
- Procedimiento Reparacion de SoldaduraDocument5 pagesProcedimiento Reparacion de Soldadurawilialexis771Pas encore d'évaluation
- Prueba hidrostática tanque almacenamiento lodosDocument4 pagesPrueba hidrostática tanque almacenamiento lodosMendoza MVPas encore d'évaluation
- Soldadura de Tuberias y AccesoriosDocument8 pagesSoldadura de Tuberias y AccesoriosSandy Valdivia GuardiaPas encore d'évaluation
- Calificación de Procedimiento de SoldaduraDocument22 pagesCalificación de Procedimiento de SoldaduraMartha Huaman GutierrezPas encore d'évaluation
- PPS - SGC.PC.015 Control Dimensional Rev.0Document7 pagesPPS - SGC.PC.015 Control Dimensional Rev.0wilianPas encore d'évaluation
- PREGUNTAS API en Blanco (Ok)Document9 pagesPREGUNTAS API en Blanco (Ok)MarceloToccoPas encore d'évaluation
- Especificación de Materiales de Acuerdo A Su Composición y Empleo PDFDocument1 pageEspecificación de Materiales de Acuerdo A Su Composición y Empleo PDFFa Ch100% (1)
- LOC-MEC-P01 Sandblasting y Pintura de TuberíaDocument9 pagesLOC-MEC-P01 Sandblasting y Pintura de TuberíaNicolás Vera Macías100% (1)
- Formato WpsDocument14 pagesFormato WpsGuillermoSolisPas encore d'évaluation
- 9423-Qua-Pro-023 Instalacion de BoquillasDocument18 pages9423-Qua-Pro-023 Instalacion de Boquillasleonardo jesus flores caleroPas encore d'évaluation
- Aws Español 2020 D1. 1-342Document1 pageAws Español 2020 D1. 1-342Antonio Garcia LopezPas encore d'évaluation
- Calificación de Soldadores API 1104Document10 pagesCalificación de Soldadores API 1104abraham.rodriguez.cwi246Pas encore d'évaluation
- Proceso Operacional de E-6010 y E-7018Document7 pagesProceso Operacional de E-6010 y E-7018Jhonny ArevaloPas encore d'évaluation
- Soldadura de Tuberías Progresión AscendenteDocument10 pagesSoldadura de Tuberías Progresión AscendentedavidavaloPas encore d'évaluation
- Conformado en Caliente y en FríoDocument11 pagesConformado en Caliente y en Fríojoseymonica2010Pas encore d'évaluation
- Especificaciones Aws de Metales de AporteDocument2 pagesEspecificaciones Aws de Metales de Aportejoseymonica2010Pas encore d'évaluation
- Guia de Aprendizaje SmawDocument8 pagesGuia de Aprendizaje Smawjoseymonica2010Pas encore d'évaluation
- Soldadura MIGMAGDocument40 pagesSoldadura MIGMAGcheoramPas encore d'évaluation
- Corte PlasmaDocument24 pagesCorte Plasmajoseymonica2010Pas encore d'évaluation
- Modelo pedagógico SENA: aprendizaje significativo y formación profesional integralDocument27 pagesModelo pedagógico SENA: aprendizaje significativo y formación profesional integraljoseymonica2010Pas encore d'évaluation
- Metalurgia de La Soldadura 2Document171 pagesMetalurgia de La Soldadura 2neripe98% (54)
- Soldadura Fcaw PDFDocument28 pagesSoldadura Fcaw PDFjoseymonica2010Pas encore d'évaluation
- Trazado y Corte PDFDocument26 pagesTrazado y Corte PDFjoseymonica20100% (1)
- Calificacion de Procedimiento Asme Secc. IxDocument36 pagesCalificacion de Procedimiento Asme Secc. IxCarlos Antonio Jimenez MoralesPas encore d'évaluation
- Documento Orientaciones Elaboracion Guias AprendizajeDocument18 pagesDocumento Orientaciones Elaboracion Guias AprendizajeJohan Esteban Pacheco RamirezPas encore d'évaluation
- Soldadura en Tuberias de CobreDocument5 pagesSoldadura en Tuberias de Cobrejoseymonica2010Pas encore d'évaluation
- Cizallado Granallado y RechazadoDocument19 pagesCizallado Granallado y Rechazadoapi-2698078783% (6)
- Calificacion de Procedimiento Asme Secc. IxDocument36 pagesCalificacion de Procedimiento Asme Secc. Ixjoseymonica2010Pas encore d'évaluation
- Programa de MeteorologíaDocument2 pagesPrograma de Meteorologíajoseymonica2010Pas encore d'évaluation
- Procesos EspecialesDocument51 pagesProcesos Especialesjoseymonica2010Pas encore d'évaluation
- Soldadura en Tuberias de CobreDocument5 pagesSoldadura en Tuberias de Cobrejoseymonica2010Pas encore d'évaluation
- Manual Fundamentos TeoricosDocument359 pagesManual Fundamentos Teoricosjoseymonica2010Pas encore d'évaluation
- Soldadura Fcaw TMDocument61 pagesSoldadura Fcaw TMjoseymonica2010100% (1)
- Cuadernillo1. SEC 5Document127 pagesCuadernillo1. SEC 5Lourdes martinezPas encore d'évaluation
- Mentoring y redes de apoyo para promover el liderazgo femeninoDocument19 pagesMentoring y redes de apoyo para promover el liderazgo femeninoClaudio Alberto ManquirrePas encore d'évaluation
- Predica CristocentricosDocument6 pagesPredica Cristocentricosana otilia ferreiraPas encore d'évaluation
- Cómo Leer El Recibo 2014 AdemysDocument72 pagesCómo Leer El Recibo 2014 AdemysMartín González BayónPas encore d'évaluation
- Informe 3 en Proceso.Document21 pagesInforme 3 en Proceso.mauricio luzaPas encore d'évaluation
- Manual de Física General Temario #03 Libro de Fisica General OctubreDocument7 pagesManual de Física General Temario #03 Libro de Fisica General OctubreCarlosPas encore d'évaluation
- El Paralelismo de Gregor y La SoledadDocument1 pageEl Paralelismo de Gregor y La SoledadDiego Rocabado AlvearPas encore d'évaluation
- Tarea2 CamiloGuzmanDocument19 pagesTarea2 CamiloGuzmanCAMILO ANDRES GUZMAN AMOROCHOPas encore d'évaluation
- Entrevista ODISEA para La Evaluación de Competencias ParentalesDocument14 pagesEntrevista ODISEA para La Evaluación de Competencias ParentalesLuz SotoPas encore d'évaluation
- Hernandez Ramos Luis Enrique - Mariposa MonarcaDocument40 pagesHernandez Ramos Luis Enrique - Mariposa MonarcaInocencia PalominoPas encore d'évaluation
- Preguntas Del Juego de JengaDocument9 pagesPreguntas Del Juego de Jengawafernanda.01Pas encore d'évaluation
- Ibero C. Ventilacion Mecanica - TraqueostomíaDocument14 pagesIbero C. Ventilacion Mecanica - TraqueostomíaGisela SotoPas encore d'évaluation
- Instrumento de EvaluaciónDocument9 pagesInstrumento de EvaluaciónKenny MolinaPas encore d'évaluation
- Manual de CitacionDocument15 pagesManual de CitacionMónica Peralta CaballeroPas encore d'évaluation
- Petroleo 1Document4 pagesPetroleo 1Silvia SlimePas encore d'évaluation
- Una baja sensible: el relato de un partido clave sin su estrellaDocument21 pagesUna baja sensible: el relato de un partido clave sin su estrellaAndrés CamachoPas encore d'évaluation
- Teoria ElasticidadDocument9 pagesTeoria ElasticidadPepe VMPas encore d'évaluation
- FOLLETO Sobre Productos de Lompieza Sus Riesgos y Sus Equipos de ProteccionDocument3 pagesFOLLETO Sobre Productos de Lompieza Sus Riesgos y Sus Equipos de ProteccionAngie JuliethPas encore d'évaluation
- Atp y Los Sistemas EnergéticosDocument4 pagesAtp y Los Sistemas EnergéticosJosé David Esteban HernándezPas encore d'évaluation
- Cartas Formales e InformalesDocument18 pagesCartas Formales e Informalesna_ta07084981Pas encore d'évaluation
- Fundamentos de Microestructura BiomaterialesDocument26 pagesFundamentos de Microestructura Biomaterialesvanessa usugaPas encore d'évaluation
- Quinto Año Secundaria-13-ConamatDocument4 pagesQuinto Año Secundaria-13-Conamatviterick40% (5)
- Sindrome de WilliamsDocument12 pagesSindrome de WilliamsJessiica AlejandraPas encore d'évaluation
- Basicos Del Algebra. UNIVIMDocument17 pagesBasicos Del Algebra. UNIVIMSusana Rangel MontoyaPas encore d'évaluation
- Silabo Desarrollado Identificacion Policial ValidoDocument33 pagesSilabo Desarrollado Identificacion Policial ValidoROSYTERPas encore d'évaluation
- Los Regimenes Patrimoniales Del Matrimonio en El SalvadorDocument7 pagesLos Regimenes Patrimoniales Del Matrimonio en El SalvadorpiporodriPas encore d'évaluation
- Pas-Add 10Document73 pagesPas-Add 10ferPas encore d'évaluation
- Giménez La Tertulia Del Fin Del MundoDocument3 pagesGiménez La Tertulia Del Fin Del MundoKeila SantosPas encore d'évaluation
- Actividades El Teatro Barrco 3ESODocument3 pagesActividades El Teatro Barrco 3ESOmonicaPas encore d'évaluation
- Autoevaluación #1 verdadero-falso funciones áreas softwareDocument3 pagesAutoevaluación #1 verdadero-falso funciones áreas softwareSherly Paz100% (1)