Vous aimerez peut-être aussi
- Troubleshooting and Repairing Diesel Engines, 5th EditionD'EverandTroubleshooting and Repairing Diesel Engines, 5th EditionÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- MAHLE Failures in Pistons, Rings, Liners, Bearings & Bushings ManualDocument68 pagesMAHLE Failures in Pistons, Rings, Liners, Bearings & Bushings Manualaakk7592% (12)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionD'EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionPas encore d'évaluation
- Piston DamageDocument104 pagesPiston DamageOwen Sanchez100% (3)
- Engine Bearing Failure Analysis GuideDocument32 pagesEngine Bearing Failure Analysis Guidetiredforever100% (1)
- Piston and Ring Failures 1Document27 pagesPiston and Ring Failures 1Sushant Patil100% (2)
- Failure Analysis of A Diesel Engine Rocker ArmDocument7 pagesFailure Analysis of A Diesel Engine Rocker Armabhijeet7362Pas encore d'évaluation
- Study On Fatigue Failure Analysis On Ic Engine PistonDocument35 pagesStudy On Fatigue Failure Analysis On Ic Engine PistonRavi Parkhe100% (1)
- Piston Ring TribologyDocument108 pagesPiston Ring TribologyShrigopal Prajapat100% (2)
- Clevite Distress GuideDocument76 pagesClevite Distress GuideMichael Pataki100% (2)
- MAHLE Engine Failure Manual PDFDocument68 pagesMAHLE Engine Failure Manual PDFAnonymous kJE994yU78% (9)
- Piston RingDocument43 pagesPiston RingSudath Kularathna67% (3)
- Piston Damage Recognising and Rectifying - 51730 PDFDocument92 pagesPiston Damage Recognising and Rectifying - 51730 PDFnaveentaak100% (1)
- CrankshaftDocument126 pagesCrankshaftRishab Sharma100% (1)
- Bearing Tech GuideDocument48 pagesBearing Tech GuideOsama Elnahrawy100% (1)
- Engine Failure Cause PDFDocument5 pagesEngine Failure Cause PDFRohmanPas encore d'évaluation
- Journal BearingsDocument32 pagesJournal Bearingsa_salehiPas encore d'évaluation
- Sos Coolant AnalysisDocument4 pagesSos Coolant Analysiskwakwa4Pas encore d'évaluation
- Diesel Engine Analysis Guide-107135Document143 pagesDiesel Engine Analysis Guide-107135jrri16100% (1)
- en Bearing Damage and Failure AnalysisDocument106 pagesen Bearing Damage and Failure Analysisacicuencano100% (5)
- Failure AnalysisDocument103 pagesFailure AnalysisPong ManicdaoPas encore d'évaluation
- The SNR Expert Diagnosis:: Analysis and Recommendations For Optimizing Bearing LifeDocument36 pagesThe SNR Expert Diagnosis:: Analysis and Recommendations For Optimizing Bearing Lifejarneberg100% (3)
- Failure Analysis of Diesel Engine CrankshaftDocument11 pagesFailure Analysis of Diesel Engine Crankshaftricrf5297100% (1)
- Causes of Engine Bearing Failure PDFDocument15 pagesCauses of Engine Bearing Failure PDFManuel Roberto Chirinos ValerPas encore d'évaluation
- Ceb 2 1114 Engine Bearing Failures Brochure PDFDocument39 pagesCeb 2 1114 Engine Bearing Failures Brochure PDFAlessandro Maia100% (2)
- Service Bulletin - Piston Rings:: Piston Ring Failure Diagnosis - Foreign Particle ContaminationDocument0 pageService Bulletin - Piston Rings:: Piston Ring Failure Diagnosis - Foreign Particle ContaminationVelshankar MJPas encore d'évaluation
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear Failuresrobertoalfaro49100% (1)
- S O S Services Oil AnalysisDocument4 pagesS O S Services Oil AnalysisAlex JordánPas encore d'évaluation
- Engine Pressure Indicating HandbookDocument171 pagesEngine Pressure Indicating HandbookMihael Škriljak100% (2)
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear FailuresHudson Saldanha SpiffPas encore d'évaluation
- Connecting Rod FaultDocument66 pagesConnecting Rod FaultAbdallah MansourPas encore d'évaluation
- Engine Bearing Failure Analysis PDFDocument20 pagesEngine Bearing Failure Analysis PDFgume pesaPas encore d'évaluation
- Seal FailureDocument17 pagesSeal Failurenikita100% (3)
- FAG Failure Diagnosis PC en PDFDocument28 pagesFAG Failure Diagnosis PC en PDFLeire MeigaPas encore d'évaluation
- How To Calculate IMEPDocument9 pagesHow To Calculate IMEPpramodPas encore d'évaluation
- Engine Failure Cause PDFDocument5 pagesEngine Failure Cause PDFRohmanPas encore d'évaluation
- Turbocharger Failure Analysis 3-09Document21 pagesTurbocharger Failure Analysis 3-09PCezzzPas encore d'évaluation
- Engine BearingsDocument32 pagesEngine BearingsSwarg Vibha100% (1)
- Turbocharger - Basics PrincipleDocument16 pagesTurbocharger - Basics PrincipleIzad Bin IdrisPas encore d'évaluation
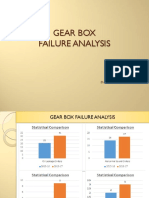
- Gear Box Failure AnalysisDocument39 pagesGear Box Failure AnalysisAli Hasnain100% (1)
- Thermodynamic Analysis Testing and Validation of Engine PDFDocument49 pagesThermodynamic Analysis Testing and Validation of Engine PDFGuru SamyPas encore d'évaluation
- Failure Analysis GuidebookDocument32 pagesFailure Analysis Guidebookhidayat rachmatPas encore d'évaluation
- General Information: 1 Intensive MaintenanceDocument5 pagesGeneral Information: 1 Intensive MaintenanceArizona RonnPas encore d'évaluation
- Engine DiagnosticDocument9 pagesEngine DiagnosticKuleba iddiPas encore d'évaluation
- Motovario MaintenanceDocument72 pagesMotovario Maintenancearachman297988Pas encore d'évaluation
- Assessment Sheet: Student ID: Unit Code & NameDocument17 pagesAssessment Sheet: Student ID: Unit Code & NameheshanPas encore d'évaluation
- Top 5 Troubleshooting Issues For Blower SystemsDocument4 pagesTop 5 Troubleshooting Issues For Blower SystemsUdhayakumar VenkataramanPas encore d'évaluation
- 3306 TroubleshootDocument86 pages3306 Troubleshootferdyak194% (16)
- Calibracion de Valvulas D399Document82 pagesCalibracion de Valvulas D399Reynol Rivas80% (5)
- Motor Daewoo Lanos Mecanica ElectricidadDocument615 pagesMotor Daewoo Lanos Mecanica ElectricidadSergio Isaac Lagos LagosPas encore d'évaluation
- Fuelsystemtroubleshooting 140810164639 Phpapp02 PDFDocument7 pagesFuelsystemtroubleshooting 140810164639 Phpapp02 PDFeliasp_65Pas encore d'évaluation
- Instructions Egr DeleteDocument8 pagesInstructions Egr Deletegeorge100% (1)
- Pruebas y Ajustes.Document79 pagesPruebas y Ajustes.Francisco Wilson Bezerra FranciscoPas encore d'évaluation
- AMTE 126 Oil Servicing Procedures On Light AircraftDocument3 pagesAMTE 126 Oil Servicing Procedures On Light AircraftRebecca Lepon LegaspiPas encore d'évaluation
- Head Gasket Replacement and Head Stud Install: Flopster843Document26 pagesHead Gasket Replacement and Head Stud Install: Flopster843fishhunter18Pas encore d'évaluation
- QuickServe en Línea - (4310736) ISX15 CM2250 SN Manual de Servicio PDFDocument3 pagesQuickServe en Línea - (4310736) ISX15 CM2250 SN Manual de Servicio PDFHamilton mirandaPas encore d'évaluation
- 3306 Industrial Engine - Troubleshooting - Testing and AdjustingDocument93 pages3306 Industrial Engine - Troubleshooting - Testing and AdjustingJordy Zavaleta100% (7)
- LubricaciónDocument5 pagesLubricaciónboris.cayojPas encore d'évaluation
- Grade 12: Tle-Ia Automotive Servicing NC Ii Perform Carburetor Adjustment Overhaul CarburetorDocument9 pagesGrade 12: Tle-Ia Automotive Servicing NC Ii Perform Carburetor Adjustment Overhaul CarburetorNomer PacilanPas encore d'évaluation
- Leakage Test 1Document7 pagesLeakage Test 1Hazem NouhPas encore d'évaluation
- Chapter 14Document10 pagesChapter 14ovidiu_blnPas encore d'évaluation
- Quick Start Guide: HUAWEI Ascend Y210Document28 pagesQuick Start Guide: HUAWEI Ascend Y210azeem2009Pas encore d'évaluation
- Bloque de DistribuciónDocument10 pagesBloque de DistribuciónRoberto ArpPas encore d'évaluation
- StandardsDocument2 pagesStandardsAmir Reza RashidfarokhiPas encore d'évaluation
- Process D'installation LAMP Pour Ispconfig Multi PHPDocument7 pagesProcess D'installation LAMP Pour Ispconfig Multi PHPLoic KODZOVI-DEFORPas encore d'évaluation
- ISO On Records ManagementDocument10 pagesISO On Records ManagementJayne WeePas encore d'évaluation
- Standardisation of Ergonomic Assessment of Speech Communication - Herman J.M. Steeneken (STI)Document5 pagesStandardisation of Ergonomic Assessment of Speech Communication - Herman J.M. Steeneken (STI)Yong Shen LimPas encore d'évaluation
- Cisco ME 3600X Series Ethernet Access Switches - Support in CiscoDocument3 pagesCisco ME 3600X Series Ethernet Access Switches - Support in CiscoĐỗ TháiPas encore d'évaluation
- The News Wheel Used Car Inspection ChecklistDocument7 pagesThe News Wheel Used Car Inspection ChecklistTom KentPas encore d'évaluation
- ASME Boiler and Pressure Vessels Code - bpvc13Document1 pageASME Boiler and Pressure Vessels Code - bpvc13cristinelbPas encore d'évaluation
- SR2Document37 pagesSR2ramitPas encore d'évaluation
- Sauer Compressors - Navy - 2009 - 11Document12 pagesSauer Compressors - Navy - 2009 - 11Paulo Costa SilvaPas encore d'évaluation
- File Type Signatures SearchDocument10 pagesFile Type Signatures SearchmadhanPas encore d'évaluation
- Firefly-RK3399 V10 SCH (2017-2-8)Document30 pagesFirefly-RK3399 V10 SCH (2017-2-8)Satvik HardatPas encore d'évaluation
- Xmlschema PDFDocument42 pagesXmlschema PDFdaemondevPas encore d'évaluation
- CH 19Document32 pagesCH 19Abebe Tesfaye0% (1)
- T Rec I.431 199303 I!!pdf eDocument43 pagesT Rec I.431 199303 I!!pdf eAhbeberPas encore d'évaluation
- Chapter 2 Design For ServiceabilityDocument29 pagesChapter 2 Design For ServiceabilityJoena Linda100% (1)
- Inspection of Electrical Equipment: OISD - 137Document45 pagesInspection of Electrical Equipment: OISD - 137Suraj SarojPas encore d'évaluation
- Test POP & IMAP From Command LineDocument4 pagesTest POP & IMAP From Command Linemotasim_mahPas encore d'évaluation
- Practical # 6 Tcp/Port Scanning Using Nmap (Use Zen Map)Document3 pagesPractical # 6 Tcp/Port Scanning Using Nmap (Use Zen Map)mann123456789Pas encore d'évaluation
- Analysis of The Integrity of A Single Stud Assembly With Externally Corroded NutsDocument19 pagesAnalysis of The Integrity of A Single Stud Assembly With Externally Corroded NutsrandyooiscribdPas encore d'évaluation
- D 4649 - 03 - RDQ2NDKDocument11 pagesD 4649 - 03 - RDQ2NDKStuartPas encore d'évaluation
- Track-Type Tractor: XL & LGPDocument20 pagesTrack-Type Tractor: XL & LGPRoussel Florez Zuloaga100% (3)
- Utilisation Du RB500 en PDFDocument3 pagesUtilisation Du RB500 en PDFAmro HassaninPas encore d'évaluation
- Aws BisDocument2 pagesAws BisJinesh SanghviPas encore d'évaluation
- C Aptitude Questions and Answers With Explanation-2Document23 pagesC Aptitude Questions and Answers With Explanation-2vishwanathyadav649Pas encore d'évaluation
- Deutz-Fahr 25.5 Service - English PDFDocument180 pagesDeutz-Fahr 25.5 Service - English PDFduongpn100% (1)
- Chap 9Document64 pagesChap 9joPas encore d'évaluation
- PSPP User Manual PDFDocument208 pagesPSPP User Manual PDFuserefr.jfgrPas encore d'évaluation
- Advanced Production Decline Analysis and ApplicationD'EverandAdvanced Production Decline Analysis and ApplicationÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Flow Analysis for Hydrocarbon Pipeline EngineeringD'EverandFlow Analysis for Hydrocarbon Pipeline EngineeringPas encore d'évaluation
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Well Integrity for Workovers and RecompletionsD'EverandWell Integrity for Workovers and RecompletionsÉvaluation : 5 sur 5 étoiles5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideD'EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideÉvaluation : 2 sur 5 étoiles2/5 (1)
- Casing and Liners for Drilling and Completion: Design and ApplicationD'EverandCasing and Liners for Drilling and Completion: Design and ApplicationÉvaluation : 5 sur 5 étoiles5/5 (3)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesD'EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesÉvaluation : 4 sur 5 étoiles4/5 (2)
- Oil: An Overview of the Petroleum IndustryD'EverandOil: An Overview of the Petroleum IndustryÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresD'EverandAsset Integrity Management for Offshore and Onshore StructuresPas encore d'évaluation
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsD'EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsPas encore d'évaluation
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryD'EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryÉvaluation : 5 sur 5 étoiles5/5 (3)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsD'EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsPas encore d'évaluation
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsD'EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsPas encore d'évaluation
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationD'EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonD'Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonPas encore d'évaluation
- The Certified Oil and Gas Project ManagerD'EverandThe Certified Oil and Gas Project ManagerÉvaluation : 4 sur 5 étoiles4/5 (2)
- Industrial Piping and Equipment Estimating ManualD'EverandIndustrial Piping and Equipment Estimating ManualÉvaluation : 5 sur 5 étoiles5/5 (7)
- Pocket Guide to Flanges, Fittings, and Piping DataD'EverandPocket Guide to Flanges, Fittings, and Piping DataÉvaluation : 3.5 sur 5 étoiles3.5/5 (22)