Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Kawasaki Gas Turbine PDFDocument45 pagesKawasaki Gas Turbine PDF13421301508100% (1)
- Genrator Dosent StartDocument21 pagesGenrator Dosent StartMohammad AmerPas encore d'évaluation
- Pressuredrop CalculatorDocument7 pagesPressuredrop CalculatorALP69Pas encore d'évaluation
- MG30 NPT Full - Serie 800Document1 pageMG30 NPT Full - Serie 800ALP69Pas encore d'évaluation
- MG30 NPT Full - Serie 800Document1 pageMG30 NPT Full - Serie 800ALP69Pas encore d'évaluation
- Pipe Is Under Clamping ForceDocument7 pagesPipe Is Under Clamping ForceALP69Pas encore d'évaluation
- ActuatorsDocument20 pagesActuatorsmohamedbadawyPas encore d'évaluation
- Ansi-Aws A5.3-M-A5.3-1999Document26 pagesAnsi-Aws A5.3-M-A5.3-1999ALP69Pas encore d'évaluation
- Pig LaunchingDocument2 pagesPig LaunchingChinonso OnuoraPas encore d'évaluation
- Ultrasonic Testing of Welded Joints in Pipelines. New Techniques and InstrumentsDocument4 pagesUltrasonic Testing of Welded Joints in Pipelines. New Techniques and InstrumentsALP69Pas encore d'évaluation
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- API 1102 E7 Errata5Document1 pageAPI 1102 E7 Errata5joselosabeloPas encore d'évaluation
- UT Guide PDFDocument22 pagesUT Guide PDFHatem JafouraPas encore d'évaluation
- 074Document8 pages074ALP69Pas encore d'évaluation
- Entity Framework DocsDocument109 pagesEntity Framework DocsALP69Pas encore d'évaluation
- WebtocDocument29 pagesWebtocALP69Pas encore d'évaluation
- Tu 2 3 4Document8 pagesTu 2 3 4ALP69Pas encore d'évaluation
- Syncfusion WP Native Apps Using MVCDocument14 pagesSyncfusion WP Native Apps Using MVCjunkyardPas encore d'évaluation
- 30 KarpelsonDocument21 pages30 KarpelsonALP69Pas encore d'évaluation
- Secure MVC Application - Saineshwar - Compressed PDFDocument135 pagesSecure MVC Application - Saineshwar - Compressed PDFALP69Pas encore d'évaluation
- Describe Flammable Gas Measurement: Training ModuleDocument14 pagesDescribe Flammable Gas Measurement: Training ModuleALP69Pas encore d'évaluation
- QUTE Exam Double V Report FormDocument1 pageQUTE Exam Double V Report FormALP69Pas encore d'évaluation
- QUTE Equipment Inventory ListDocument1 pageQUTE Equipment Inventory ListALP69Pas encore d'évaluation
- E164-97 UT Contact Examination of WeldmentsDocument23 pagesE164-97 UT Contact Examination of WeldmentsALP69Pas encore d'évaluation
- SecuringASPNETApps RSchieferDocument26 pagesSecuringASPNETApps RSchieferALP69Pas encore d'évaluation
- English2as Project-Experiment2Document12 pagesEnglish2as Project-Experiment2ALP69Pas encore d'évaluation
- Amigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingDocument27 pagesAmigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingHoque AnamulPas encore d'évaluation
- MVC TutorialDocument305 pagesMVC Tutorialarbi100% (1)
- NewDocument7 pagesNewALP69Pas encore d'évaluation
- Check ValvesDocument4 pagesCheck ValvesALP69Pas encore d'évaluation
- Table 5 - Wire Type IQI SelectionDocument3 pagesTable 5 - Wire Type IQI SelectionMehmet SoysalPas encore d'évaluation
- Oil / Gas Pressure Standard: Metrological RangeDocument2 pagesOil / Gas Pressure Standard: Metrological RangeALP69Pas encore d'évaluation
- Gen2 Otis PDFDocument6 pagesGen2 Otis PDFEng M ElseaidyPas encore d'évaluation
- Large Scale FadingDocument10 pagesLarge Scale FadingfauziDWI100% (2)
- PolyplexDocument27 pagesPolyplexkunalkakkadPas encore d'évaluation
- Radioactivity QuestionsDocument22 pagesRadioactivity QuestionsRobert EdwardsPas encore d'évaluation
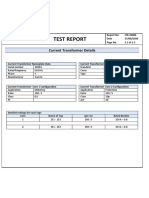
- Test Report: Current Transformer DetailsDocument3 pagesTest Report: Current Transformer DetailsJRC TestingPas encore d'évaluation
- 998-21327565 DVR Ebro GMADocument24 pages998-21327565 DVR Ebro GMACata CatalinPas encore d'évaluation
- Customer Interconnect Standard Devices - Shore Power Component Layout 4.3Document4 pagesCustomer Interconnect Standard Devices - Shore Power Component Layout 4.3Muhammad Usman ZamirPas encore d'évaluation
- Black Body Radiation-Online NotesDocument3 pagesBlack Body Radiation-Online NotesNeeraj Mosawa50% (4)
- SolidWorks Flow SimulationDocument52 pagesSolidWorks Flow SimulationMladen50% (2)
- Hyd TrainingDocument72 pagesHyd TrainingJuned Hamid KhanPas encore d'évaluation
- Pre Test and Post TestDocument12 pagesPre Test and Post TestKathleen OlaloPas encore d'évaluation
- Atomic Physics3Document13 pagesAtomic Physics3Rashid AliPas encore d'évaluation
- Rutherford Scattering: Measuring The Scattering Rate As A Function of The Scattering Angle & The Atomic Number.Document12 pagesRutherford Scattering: Measuring The Scattering Rate As A Function of The Scattering Angle & The Atomic Number.Harsh PurwarPas encore d'évaluation
- Fire Alarm Design PDFDocument19 pagesFire Alarm Design PDFzafar.ucPas encore d'évaluation
- TurbomachineryDocument64 pagesTurbomachineryStefan Arichta100% (1)
- Tata Nano PresentationDocument17 pagesTata Nano Presentation01sanjubhadanaPas encore d'évaluation
- Energy PracticeDocument2 pagesEnergy PracticelianamrPas encore d'évaluation
- Screw-Down Crown: To Set Your Basic Analog ModelDocument3 pagesScrew-Down Crown: To Set Your Basic Analog ModelMatthew GordonPas encore d'évaluation
- Cylinder Serie 61 - CAMOZZI PDFDocument14 pagesCylinder Serie 61 - CAMOZZI PDFAnonymous 80HAPYsoPas encore d'évaluation
- Report Form of Detailed Inspection For Fire ProDocument35 pagesReport Form of Detailed Inspection For Fire Proraul m tuscanoPas encore d'évaluation
- Error CodesDocument3 pagesError CodesJumansyah JumansyahPas encore d'évaluation
- Parts Docs KOMATSU D65 Px16Document966 pagesParts Docs KOMATSU D65 Px16Mayki100% (11)
- Safe OperationDocument1 pageSafe OperationM YunusPas encore d'évaluation
- Nozzle Design Influence On The Supersonic Particle Deposition ProcessDocument21 pagesNozzle Design Influence On The Supersonic Particle Deposition Processபரதன் இராமச்சந்திரன்Pas encore d'évaluation
- CapacitorDocument96 pagesCapacitorHipolito MBPas encore d'évaluation
- Eagle PERC 72M: 350-370 WattDocument2 pagesEagle PERC 72M: 350-370 WattHenry Johan Ramirez PereiraPas encore d'évaluation
- Air-Handling Unit Casings: Method of Test, Rating Standard, Certification Program Why It MattersDocument39 pagesAir-Handling Unit Casings: Method of Test, Rating Standard, Certification Program Why It Mattersshant_mPas encore d'évaluation
- Jordan Toward A 100% Renewable Electricity SystemDocument14 pagesJordan Toward A 100% Renewable Electricity SystemMinh Pháp VũPas encore d'évaluation