Vous aimerez peut-être aussi
- Energy Efficiency in Sugar Plant Steam and Power Generation PDFDocument6 pagesEnergy Efficiency in Sugar Plant Steam and Power Generation PDFSrikanth SriPas encore d'évaluation
- CEP - SavingDocument6 pagesCEP - SavingManoj UpadhyayPas encore d'évaluation
- 13.energy Consumption Assessment in A Cement Production PlantDocument6 pages13.energy Consumption Assessment in A Cement Production PlantzeePas encore d'évaluation
- 9 Upgrading Ccc221Document2 pages9 Upgrading Ccc221mhdsolehPas encore d'évaluation
- Steel Asia - Company Case StudyDocument3 pagesSteel Asia - Company Case StudyRaymond VillegasPas encore d'évaluation
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 2 - PowermagDocument11 pagesCoal-Fired Power Plant Heat Rate Improvement Options, Part 2 - PowermagRavi SatyapalPas encore d'évaluation
- T S - 3 Efficiency Improvement in Auxiliary EquipementDocument59 pagesT S - 3 Efficiency Improvement in Auxiliary Equipementmoorthymtps_54120305Pas encore d'évaluation
- 1-s2.0-S0959652619315586-amDocument41 pages1-s2.0-S0959652619315586-amDavid ToyoPas encore d'évaluation
- Investigation of Boiler Performance in A Power Plant: Md. Amanulla Farhan & Dr.P. RathnakumarDocument5 pagesInvestigation of Boiler Performance in A Power Plant: Md. Amanulla Farhan & Dr.P. RathnakumarArjun Jinumon PootharaPas encore d'évaluation
- JK Paper LTD SongadhDocument9 pagesJK Paper LTD SongadhlokririPas encore d'évaluation
- GSFC Energy EfficiencyDocument28 pagesGSFC Energy EfficiencyRajeshkumar ElangoPas encore d'évaluation
- GrasimDocument10 pagesGrasimGaurav SinghPas encore d'évaluation
- Fertiliser Plant Optimization Case StudyDocument17 pagesFertiliser Plant Optimization Case StudyRaghvendra Pratap SinghPas encore d'évaluation
- Energy Management Study of Boiler in An Alcohol Refining Factory in EthiopiaDocument18 pagesEnergy Management Study of Boiler in An Alcohol Refining Factory in EthiopiaTJPRC PublicationsPas encore d'évaluation
- Renovation & Modernisation and Life Extension & Uprating of Thermal Power StationsDocument37 pagesRenovation & Modernisation and Life Extension & Uprating of Thermal Power StationsRamesh EpiliPas encore d'évaluation
- JR PaperDocument8 pagesJR PaperManu KaushalPas encore d'évaluation
- Spinning MillsDocument8 pagesSpinning Millsvvenu_chowdaryPas encore d'évaluation
- Energy analysis of a UK textile mill using real-time energy dataDocument9 pagesEnergy analysis of a UK textile mill using real-time energy dataMilind KshirsagarPas encore d'évaluation
- Energy Conserve TPCDocument30 pagesEnergy Conserve TPCwwe_himanshuPas encore d'évaluation
- Plant OptimizationDocument8 pagesPlant OptimizationNaveen RathaniPas encore d'évaluation
- Waste Energy Recovery Opportunities for Interstate Natural Gas PipelinesDocument30 pagesWaste Energy Recovery Opportunities for Interstate Natural Gas Pipelinesioan1946Pas encore d'évaluation
- Dalmia Cement AriyalurDocument31 pagesDalmia Cement AriyalurMohammed Shafi AhmedPas encore d'évaluation
- Maximizing Economic and Environmental Performance of Existing Coal-Fired AssetsDocument17 pagesMaximizing Economic and Environmental Performance of Existing Coal-Fired AssetsktsnlPas encore d'évaluation
- Power Palnt PerformanceDocument0 pagePower Palnt PerformanceSHIVAJI CHOUDHURY100% (2)
- Boost Plant Capacity and Efficiency with Revamp GuidanceDocument6 pagesBoost Plant Capacity and Efficiency with Revamp GuidanceBramJanssen76Pas encore d'évaluation
- Punjab Alkaliesand Chemicals Limited Ropar PunjabDocument3 pagesPunjab Alkaliesand Chemicals Limited Ropar PunjabMagical RiyaPas encore d'évaluation
- Power Plant Performance PDFDocument161 pagesPower Plant Performance PDFvamsikl100% (2)
- Generation Renovation & Modernisation: India Electricity - 2006 11 May, 2006Document33 pagesGeneration Renovation & Modernisation: India Electricity - 2006 11 May, 2006karthikraja21Pas encore d'évaluation
- Operational Audit: An Effective Way FOR Enhancement of Plant Productivity and Savings in Energy ConsumptionDocument6 pagesOperational Audit: An Effective Way FOR Enhancement of Plant Productivity and Savings in Energy ConsumptionJoshua JordanPas encore d'évaluation
- TFA Model Analysis CogenerationDocument58 pagesTFA Model Analysis CogenerationLai Mei EePas encore d'évaluation
- Processes 06 00114 PDFDocument19 pagesProcesses 06 00114 PDFIssa Mae ObogPas encore d'évaluation
- Base Paper For The Workshop On Renovation and Modernization and Water Optimization in Thermal Power StationsDocument7 pagesBase Paper For The Workshop On Renovation and Modernization and Water Optimization in Thermal Power StationsAmit SharmaPas encore d'évaluation
- Ch.2 QADocument9 pagesCh.2 QArogers4759100% (1)
- Energy Conservation in Welding - Final - Avinash AbnaveDocument6 pagesEnergy Conservation in Welding - Final - Avinash AbnaveAvinashAbnavePas encore d'évaluation
- Flexible Operation of Thermal Power Plants -NTPCDocument57 pagesFlexible Operation of Thermal Power Plants -NTPCmarishankar46115Pas encore d'évaluation
- Day S Conclusions (Day 1) : Indo-German Symposium On Energy Efficiency Energy Efficiency in Thermal Power StationsDocument8 pagesDay S Conclusions (Day 1) : Indo-German Symposium On Energy Efficiency Energy Efficiency in Thermal Power Stationsapi-26797747Pas encore d'évaluation
- 2-080-14 Agha PR publishedonECEEEwebsiteDocument10 pages2-080-14 Agha PR publishedonECEEEwebsiteirc.indusPas encore d'évaluation
- BEE PAT Booklet FinalDocument140 pagesBEE PAT Booklet Finaldinu_eshuPas encore d'évaluation
- Projeect PPT-1Document28 pagesProjeect PPT-1Shubham PawarPas encore d'évaluation
- Projeect PPT-1Document28 pagesProjeect PPT-1Shubham PawarPas encore d'évaluation
- 7-12-2012 TataSteelsDocument4 pages7-12-2012 TataSteelsjanfarsa9623Pas encore d'évaluation
- Energy Efficiency 4 PillarsDocument5 pagesEnergy Efficiency 4 PillarsVenkatesh Kumar RamanujamPas encore d'évaluation
- Refinery Workshop TERI - PAT Presentation 5.7Document8 pagesRefinery Workshop TERI - PAT Presentation 5.7RajveerPas encore d'évaluation
- Energy Audit in The Dairy IndustryDocument4 pagesEnergy Audit in The Dairy Industrykeya2020Pas encore d'évaluation
- Estimation of Energy Saving Potential For A Gas Turbine Power Station Through Empirical and Computational Energy Audit ApproachesDocument17 pagesEstimation of Energy Saving Potential For A Gas Turbine Power Station Through Empirical and Computational Energy Audit ApproachesMubeenPas encore d'évaluation
- Technical and Economic Considerations of Post-Combustion Carbon Capture in A Coal Fired Power PlantDocument34 pagesTechnical and Economic Considerations of Post-Combustion Carbon Capture in A Coal Fired Power PlantRohan SinghaniyaPas encore d'évaluation
- G Steel Company Case StudyDocument6 pagesG Steel Company Case StudyAmit Kumar SharmaPas encore d'évaluation
- ECM Paper 6Document18 pagesECM Paper 6AggaPas encore d'évaluation
- MON TS Ulaanbaatar Power PlantDocument46 pagesMON TS Ulaanbaatar Power Plantsman2905Pas encore d'évaluation
- Renovation, Modernization and Life Extension of Power PlantsDocument24 pagesRenovation, Modernization and Life Extension of Power PlantskrcdewanewPas encore d'évaluation
- 1 s2.0 S0360544223008526 MainDocument15 pages1 s2.0 S0360544223008526 MainFelipe FlorezPas encore d'évaluation
- Promotion of Energy Efficiency and Conservation in Major Industries in South East AsiaDocument39 pagesPromotion of Energy Efficiency and Conservation in Major Industries in South East Asiaimrock1234Pas encore d'évaluation
- Gujarat Report of Development of Ambuja CementDocument14 pagesGujarat Report of Development of Ambuja Cementvkry007Pas encore d'évaluation
- Thermodinamic AnalysysDocument13 pagesThermodinamic AnalysysLeandro BuosiPas encore d'évaluation
- Energy Managers & Auditors Question BankDocument9 pagesEnergy Managers & Auditors Question BankGajanan JagtapPas encore d'évaluation
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsD'EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsÉvaluation : 4 sur 5 étoiles4/5 (9)
- Innovation for Energy Efficiency: Proceedings of the European Conference, Newcastle upon Tyne, UK, 15–17 September 1987D'EverandInnovation for Energy Efficiency: Proceedings of the European Conference, Newcastle upon Tyne, UK, 15–17 September 1987D A ReayPas encore d'évaluation
- Energy Management Principles: Applications, Benefits, SavingsD'EverandEnergy Management Principles: Applications, Benefits, SavingsÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Energy and Thermal Management, Air-Conditioning, and Waste Heat Utilization: 2nd ETA Conference, November 22-23, 2018, Berlin, GermanyD'EverandEnergy and Thermal Management, Air-Conditioning, and Waste Heat Utilization: 2nd ETA Conference, November 22-23, 2018, Berlin, GermanyChristine JuniorPas encore d'évaluation
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsD'EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsPas encore d'évaluation
- IEEE Journal Submission Trans On MTT ExampleDocument10 pagesIEEE Journal Submission Trans On MTT ExampleM ADNAN ZPas encore d'évaluation
- Multiple Choice QuestionsDocument39 pagesMultiple Choice QuestionsSunil Gadekar80% (20)
- IEEE Abstracts and SourcesDocument59 pagesIEEE Abstracts and SourcescrcruzpPas encore d'évaluation
- Technical Diary ThermalDocument121 pagesTechnical Diary ThermalKush SharmaPas encore d'évaluation
- ECE 301 Electronics 1: Measurement TolerancesDocument17 pagesECE 301 Electronics 1: Measurement TolerancesVince Hugo GutibPas encore d'évaluation
- Ablerex MP-RT User ManualDocument30 pagesAblerex MP-RT User Manualsmang10Pas encore d'évaluation
- Energy Conversion and Management: Christopher A HowellsDocument4 pagesEnergy Conversion and Management: Christopher A Howellsescorpion1971Pas encore d'évaluation
- SmpsDocument16 pagesSmpsdeepakishere100% (1)
- Specification For Uninterruptable Ac Power Supply System (Ac-Ups)Document25 pagesSpecification For Uninterruptable Ac Power Supply System (Ac-Ups)Danish MohammedPas encore d'évaluation
- Refrigeration and Air Conditioning PDFDocument43 pagesRefrigeration and Air Conditioning PDFshivPas encore d'évaluation
- Accident-Detection-And-Alerting-System RUSHIDocument49 pagesAccident-Detection-And-Alerting-System RUSHIRushikesh MulePas encore d'évaluation
- ACS480 Standard Control ProgramDocument468 pagesACS480 Standard Control ProgramjuanPas encore d'évaluation
- Epson Stylus Color C67,68, D68Document107 pagesEpson Stylus Color C67,68, D68Pezenelarbol EditorialPas encore d'évaluation
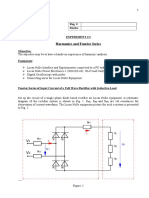
- Three Phase Controlled RectifiersDocument90 pagesThree Phase Controlled RectifiersBolisetti DheerajPas encore d'évaluation
- Maglev Wind MillDocument33 pagesMaglev Wind Millritesh chauhanPas encore d'évaluation
- Isolated Boost Converters: Yungtaek Jang and Milan M. JovanovićDocument7 pagesIsolated Boost Converters: Yungtaek Jang and Milan M. JovanovićRobbi AlamsyahPas encore d'évaluation
- Iti Model CTD 3 Spec en 2020 08 Grid Ais 1070Document2 pagesIti Model CTD 3 Spec en 2020 08 Grid Ais 1070RodrigoMorenoCastilloPas encore d'évaluation
- Physics Yybbu2023Document49 pagesPhysics Yybbu2023manish1903Pas encore d'évaluation
- Edp 70Document163 pagesEdp 70iaward05Pas encore d'évaluation
- Operation & Maintenance Manual: For Khartoum North Power Station-Phase Iii (2×100Mw) ProjectDocument28 pagesOperation & Maintenance Manual: For Khartoum North Power Station-Phase Iii (2×100Mw) Projectمحمد خالدPas encore d'évaluation
- Report For A Power Supply With A Rated Output of 9.9V /1aDocument8 pagesReport For A Power Supply With A Rated Output of 9.9V /1aSend noobsPas encore d'évaluation
- I4 Industrial UPS Catalogue (Domestic)Document8 pagesI4 Industrial UPS Catalogue (Domestic)p41005679Pas encore d'évaluation
- Alpha 9/9P Service Manual Alpha 9/9P Service ManualDocument19 pagesAlpha 9/9P Service Manual Alpha 9/9P Service Manual王军Pas encore d'évaluation
- HER1603G ........ HER1608G: 16.0 Amp. Glass Passivated Ultrafast RectifiersDocument3 pagesHER1603G ........ HER1608G: 16.0 Amp. Glass Passivated Ultrafast RectifiersM SayyafPas encore d'évaluation
- Refresher - Elex 3 (April, 2007)Document11 pagesRefresher - Elex 3 (April, 2007)von kervy onradePas encore d'évaluation
- FM Telephone Transmitter Project ReportDocument11 pagesFM Telephone Transmitter Project ReportAlya FarhanPas encore d'évaluation
- MBR1090CT, MBR10100CT: Vishay General SemiconductorDocument5 pagesMBR1090CT, MBR10100CT: Vishay General SemiconductorBeres DanPas encore d'évaluation
- MPG060 Data SheetDocument2 pagesMPG060 Data SheetPanji Tiyas PratamaPas encore d'évaluation
- PE Lab 2 - F SeriesDocument6 pagesPE Lab 2 - F SeriessalmanPas encore d'évaluation
- 1.speed Synchronization of Multiple MotorsDocument89 pages1.speed Synchronization of Multiple MotorsBhanu TummalapalliPas encore d'évaluation