Vous aimerez peut-être aussi
- Byproduct Operations and ProcessDocument8 pagesByproduct Operations and ProcessAbhaySnghPas encore d'évaluation
- Utilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical ReviewDocument9 pagesUtilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical Reviewijetrm journalPas encore d'évaluation
- Carbonisation of CoalDocument14 pagesCarbonisation of CoalNikhil TanwarPas encore d'évaluation
- 2010 Blast Furnace Coke Properties and The Influence On Off Gas Dust - Licentiate Thesis PDFDocument67 pages2010 Blast Furnace Coke Properties and The Influence On Off Gas Dust - Licentiate Thesis PDFLongdragon KingPas encore d'évaluation
- Role of Moisture in by Product Coke OvensDocument2 pagesRole of Moisture in by Product Coke OvensasnandyPas encore d'évaluation
- CSR PredictionDocument10 pagesCSR PredictionROWHEITPas encore d'évaluation
- Stamped Charging Review: How Coke Quality Improves with Dense Coal BlendsDocument31 pagesStamped Charging Review: How Coke Quality Improves with Dense Coal BlendsJorge MadiasPas encore d'évaluation
- Numerical Analysis Blast Furnace PDFDocument9 pagesNumerical Analysis Blast Furnace PDFLTE002Pas encore d'évaluation
- Waste Management at JSW Steel - An Innovative Approach: DR Amit Ranjan ChakrabortyDocument25 pagesWaste Management at JSW Steel - An Innovative Approach: DR Amit Ranjan ChakrabortyAnindya RoyPas encore d'évaluation
- Enquiry Specification For BOD PlantDocument94 pagesEnquiry Specification For BOD PlantBanerjee SuvranilPas encore d'évaluation
- Stamp Charging TechnologyDocument6 pagesStamp Charging Technologypramod_try100% (1)
- Analyses of The Coal Densification Behaviour and The Coal Cake Stability Within The Stamped Charge Coke Making OperationDocument16 pagesAnalyses of The Coal Densification Behaviour and The Coal Cake Stability Within The Stamped Charge Coke Making OperationBhadra1964100% (2)
- Coke Oven Life Prolongation - A Multidisciplinary ApproachDocument31 pagesCoke Oven Life Prolongation - A Multidisciplinary ApproachJorge MadiasPas encore d'évaluation
- Coke Oven Gas Treatment and Byproduct RecoveryDocument9 pagesCoke Oven Gas Treatment and Byproduct RecoveryYudy TriyogaPas encore d'évaluation
- KeithwrightDocument37 pagesKeithwrightSumit GuptaPas encore d'évaluation
- Drive Failure and Interruption in SCP Machines of Battery 567, Coke PlantDocument37 pagesDrive Failure and Interruption in SCP Machines of Battery 567, Coke Plantnarendramaharana39Pas encore d'évaluation
- Collection and Preparation of Coke Samples For Laboratory AnalysisDocument4 pagesCollection and Preparation of Coke Samples For Laboratory Analysisharrison_sPas encore d'évaluation
- Tecnored Process - High Potential in Using Different Kinds of Solid FuelsDocument5 pagesTecnored Process - High Potential in Using Different Kinds of Solid FuelsRogerio CannoniPas encore d'évaluation
- 7.3m T&S Charging Coke Oven - EnglDocument21 pages7.3m T&S Charging Coke Oven - EnglRobert LeifenPas encore d'évaluation
- Vocational Training Report at Bokaro Steel PlantDocument34 pagesVocational Training Report at Bokaro Steel PlantRavi kumarPas encore d'évaluation
- Fly Ash Journal PDFDocument10 pagesFly Ash Journal PDFMagendranPas encore d'évaluation
- Corex GyanDocument104 pagesCorex Gyanrohitbhat2345Pas encore d'évaluation
- 8th International Congress On Science and Technology of Ironmaking - ICSTI 2018 - Book of AbstractsDocument101 pages8th International Congress On Science and Technology of Ironmaking - ICSTI 2018 - Book of AbstractsEly Wagner FerreiraPas encore d'évaluation
- Electric Arc Furnace Injection System For OxygenDocument7 pagesElectric Arc Furnace Injection System For OxygenIcilma LiraPas encore d'évaluation
- Coke properties at tuyere level with pulverized coal injectionDocument7 pagesCoke properties at tuyere level with pulverized coal injectionsinghbasant12100% (1)
- BF Alkali ProblemDocument6 pagesBF Alkali ProblemSuresh BabuPas encore d'évaluation
- Equipment DesignDocument7 pagesEquipment DesignGodstandAimiuwuPas encore d'évaluation
- Treatment of Coke Oven & Coal EffluentsDocument77 pagesTreatment of Coke Oven & Coal EffluentsCHELLA BOBYPas encore d'évaluation
- Coke CVDocument4 pagesCoke CVAshutosh MishraPas encore d'évaluation
- EU Coke Production Perspectives and Environmental RegulationsDocument27 pagesEU Coke Production Perspectives and Environmental RegulationsFilipe Mansur100% (1)
- Ecomak - 2019 DeSOx PresentationDocument37 pagesEcomak - 2019 DeSOx PresentationHsein WangPas encore d'évaluation
- Blast Furnace Heat and Material Balance Using MS-Excel-SolverDocument11 pagesBlast Furnace Heat and Material Balance Using MS-Excel-SolvermaklesurrahmanPas encore d'évaluation
- Blast Furnace Slag B. InggrisDocument8 pagesBlast Furnace Slag B. InggrisBayuPrasetyaPPas encore d'évaluation
- Bhilai Steel Plant: An OverviewDocument9 pagesBhilai Steel Plant: An OverviewAKANKSHA LAKRA100% (1)
- Colla 2016Document19 pagesColla 2016Venkatakrishnan P.G.Pas encore d'évaluation
- COAL CHARACTERIZATION AND BLENDING PERSPECTIVEDocument15 pagesCOAL CHARACTERIZATION AND BLENDING PERSPECTIVEbhujakhia_748657110Pas encore d'évaluation
- Tata Steel ProjectDocument12 pagesTata Steel Projectsp32483Pas encore d'évaluation
- Comparing Byproduct and Heat-Recovery CokemakingDocument9 pagesComparing Byproduct and Heat-Recovery Cokemakingkselvan_1100% (1)
- AIST Technological Parameters and Blast Furnace Practice ToDocument8 pagesAIST Technological Parameters and Blast Furnace Practice ToНиколайPas encore d'évaluation
- Dri PDFDocument4 pagesDri PDFhablimasyahidPas encore d'évaluation
- Kalugin Shaftless Hot Stoves For Blast Furnaces (KSS)Document3 pagesKalugin Shaftless Hot Stoves For Blast Furnaces (KSS)Maheswar SethiPas encore d'évaluation
- Pig Iron - Blast Furnace RouteDocument3 pagesPig Iron - Blast Furnace RouteRaden Pambudi PratamaPas encore d'évaluation
- Metal Recovery From Waste SludgesDocument7 pagesMetal Recovery From Waste SludgesHugo WizenbergPas encore d'évaluation
- BLTDocument10 pagesBLTRajesh KumarPas encore d'évaluation
- Blast FurnaceDocument28 pagesBlast Furnaceavanisharma_1991Pas encore d'évaluation
- Sinter Plant JSPL, RaigarhDocument14 pagesSinter Plant JSPL, RaigarhJatin BangaliPas encore d'évaluation
- Blast Furnace Japan DevelopmentDocument14 pagesBlast Furnace Japan DevelopmentShyam JiPas encore d'évaluation
- Coke Oven Gas Purification and Cooling ProcessDocument3 pagesCoke Oven Gas Purification and Cooling Processshishir18Pas encore d'évaluation
- Heat - Mass Balance at ULCOS PDFDocument3 pagesHeat - Mass Balance at ULCOS PDFROWHEITPas encore d'évaluation
- Coke Quality and Thermal Reserve Zone PDFDocument6 pagesCoke Quality and Thermal Reserve Zone PDFhalder_kalyan9216Pas encore d'évaluation
- Steel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofDocument8 pagesSteel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofRitesh KumarPas encore d'évaluation
- New-Project Tata SteelDocument24 pagesNew-Project Tata Steelsomnath banerjeePas encore d'évaluation
- Cdi - AliDocument34 pagesCdi - AliNKSPas encore d'évaluation
- Sesa GoaDocument8 pagesSesa Goamek00sPas encore d'évaluation
- Micro Pellet Sintering Method-CIE 20150414Document10 pagesMicro Pellet Sintering Method-CIE 20150414honeygupta121Pas encore d'évaluation
- Coal and CokeDocument6 pagesCoal and CokeAnshul GuptaPas encore d'évaluation
- Energy Conservation in Cupola FurnaceDocument32 pagesEnergy Conservation in Cupola Furnacenayan patel100% (1)
- Critical Analysis of Tap Hole Length and its Impact on Blast Furnace LifeDocument24 pagesCritical Analysis of Tap Hole Length and its Impact on Blast Furnace Liferavish8888Pas encore d'évaluation
- Iron Making Unit 2Document72 pagesIron Making Unit 2Prashant NPas encore d'évaluation
- Ce2131 Geology For Civil Engineers PDFDocument129 pagesCe2131 Geology For Civil Engineers PDFnicole b75% (4)
- CBMSDocument78 pagesCBMSRoj MillerPas encore d'évaluation
- Government Waste Control Measures in KalingalingaDocument17 pagesGovernment Waste Control Measures in KalingalingaLwisha LyobaPas encore d'évaluation
- Geothermal EnergyDocument23 pagesGeothermal EnergyJhenleemae DrequitoPas encore d'évaluation
- Standard For Network Water Pump Stations: Ver. 1 Date: 18 June 2020Document26 pagesStandard For Network Water Pump Stations: Ver. 1 Date: 18 June 2020რაქსშ საჰაPas encore d'évaluation
- NDS Drainage Catalog 2019 PDFDocument36 pagesNDS Drainage Catalog 2019 PDFSopheareak ChhanPas encore d'évaluation
- 4.1 Species, Communities and Ecosystems: DefinitionsDocument10 pages4.1 Species, Communities and Ecosystems: DefinitionsAnuradha SharmaPas encore d'évaluation
- Graceful Waterfowl and Symbols of ResilienceDocument1 pageGraceful Waterfowl and Symbols of ResilienceACHIRA DANIEL RAYNEPas encore d'évaluation
- National Policy On Environmentally Sensitive Areas in Sri LankaDocument14 pagesNational Policy On Environmentally Sensitive Areas in Sri LankaJayananda BamunuarachchiPas encore d'évaluation
- Puzhal WTP - V1.1Document22 pagesPuzhal WTP - V1.1Jaguar EngineeringPas encore d'évaluation
- Thermal Paste Safety SheetDocument9 pagesThermal Paste Safety SheetEric JaegerPas encore d'évaluation
- Bacteriological Analysis of Water Sources in Dutsinma Metropolis Katsina StateDocument7 pagesBacteriological Analysis of Water Sources in Dutsinma Metropolis Katsina StateMustapha Saidu TatiPas encore d'évaluation
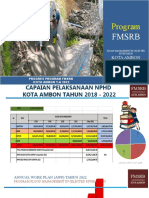
- Paparan FMSRB OktoberDocument11 pagesPaparan FMSRB OktoberReindhardhPas encore d'évaluation
- Civil Liability Convention oil pollution damage limitsDocument6 pagesCivil Liability Convention oil pollution damage limitsDilip de SilvaPas encore d'évaluation
- Energy Cambridge IGCSE Geography (9-1)Document10 pagesEnergy Cambridge IGCSE Geography (9-1)Georgina HolmesPas encore d'évaluation
- Dakshina - Kannada - Brochure 2012Document28 pagesDakshina - Kannada - Brochure 2012maheshanischithaPas encore d'évaluation
- Quiz #4 (MASS BALANCE: Remember You Cannot Create or Destroy Matter!!)Document3 pagesQuiz #4 (MASS BALANCE: Remember You Cannot Create or Destroy Matter!!)razzee yuchengkoPas encore d'évaluation
- Geography SBADocument23 pagesGeography SBAJ LPas encore d'évaluation
- Oplan Linis Kanal 2022 - 2023Document8 pagesOplan Linis Kanal 2022 - 2023Paul Kendrick DacumosPas encore d'évaluation
- Desempeño Técnico y Ambiental de La Cal de Cascarón de Huevo para La Estabilización de SuelosDocument12 pagesDesempeño Técnico y Ambiental de La Cal de Cascarón de Huevo para La Estabilización de Sueloscarlos enrique SosamorePas encore d'évaluation
- III. Procedure A. Preliminary Activities Teachers Activity A. Prayer Let Us Start Our Day With A Prayer Student ActivityDocument5 pagesIII. Procedure A. Preliminary Activities Teachers Activity A. Prayer Let Us Start Our Day With A Prayer Student ActivityKath PamintuanPas encore d'évaluation
- BOOST 3 Deep DiveDocument16 pagesBOOST 3 Deep Divepl4yerr1Pas encore d'évaluation
- 7 Tier Security SystemDocument3 pages7 Tier Security SystemastutePas encore d'évaluation
- Endogenic Exogenic ProcessesDocument3 pagesEndogenic Exogenic ProcessesMaria Janelle BlanzaPas encore d'évaluation
- Solar Powered Water Pumping SystemsDocument6 pagesSolar Powered Water Pumping SystemsARZOO MAVIPas encore d'évaluation
- Carbonate Rocks and Reservoirs of Indonesia - Core Workshop Introduction and OverviewDocument22 pagesCarbonate Rocks and Reservoirs of Indonesia - Core Workshop Introduction and OverviewmangkotiPas encore d'évaluation
- EAT 363 Groundwater Part 1 - SALWA - SEM 1 2020.2021 STUDENTDocument27 pagesEAT 363 Groundwater Part 1 - SALWA - SEM 1 2020.2021 STUDENTMohamad Irfan100% (1)
- Hypsometric Integral Estimation MethodsDocument17 pagesHypsometric Integral Estimation MethodsSubhashree SadangiPas encore d'évaluation
- Material Safety Data Sheet: 1 Identification of SubstanceDocument5 pagesMaterial Safety Data Sheet: 1 Identification of SubstanceRey AgustinPas encore d'évaluation
- Land Capability Classification and Constraints in ApplicationDocument25 pagesLand Capability Classification and Constraints in ApplicationMIT Year 2017100% (1)