Vous aimerez peut-être aussi
- Ein Extensive ListDocument60 pagesEin Extensive ListRoberto Monterrosa100% (2)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesD'EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Operational Business Suite Contract by SSNIT Signed in 2012Document16 pagesOperational Business Suite Contract by SSNIT Signed in 2012GhanaWeb EditorialPas encore d'évaluation
- Rubber IndustryDocument27 pagesRubber IndustryIvandale GundranPas encore d'évaluation
- Carbon FibersDocument6 pagesCarbon FibersHarish SonawanePas encore d'évaluation
- 2008 Reverse Logistics Strategies For End-Of-life ProductsDocument22 pages2008 Reverse Logistics Strategies For End-Of-life ProductsValen Ramirez HPas encore d'évaluation
- Timken Bearing Damage PosterDocument1 pageTimken Bearing Damage Postera04205100% (5)
- Mineral Wool: From Wikipedia, The Free EncyclopediaDocument7 pagesMineral Wool: From Wikipedia, The Free Encyclopediaaloka100% (1)
- Cement and Lime, GypsumDocument10 pagesCement and Lime, GypsumAlicePas encore d'évaluation
- Brick and Structural Clay ManufacturingDocument20 pagesBrick and Structural Clay ManufacturingsabrahimaPas encore d'évaluation
- 2.A.1 Cement Production 2016Document18 pages2.A.1 Cement Production 2016Mi doremiPas encore d'évaluation
- 11.17 Lime ManufacturingDocument17 pages11.17 Lime ManufacturingLaurie RexPas encore d'évaluation
- Rubber Technology PDFDocument18 pagesRubber Technology PDFCla ClauPas encore d'évaluation
- 333 PDFDocument26 pages333 PDFdineshhissarPas encore d'évaluation
- Working With The Coldbox Process1Document21 pagesWorking With The Coldbox Process1Gopal JetaniPas encore d'évaluation
- Cement IndustryDocument26 pagesCement Industryrajeevmenon2003Pas encore d'évaluation
- MWDocument11 pagesMWjitendraPas encore d'évaluation
- Atomisation of Ferroalloys: J.J. Dunkley and D. NorvalDocument7 pagesAtomisation of Ferroalloys: J.J. Dunkley and D. Norvalherysyam1980Pas encore d'évaluation
- 2.a.1 Cement Production GB2009Document19 pages2.a.1 Cement Production GB2009Venkata Subbareddy PoluPas encore d'évaluation
- CementDocument65 pagesCementHayimanot YirgaPas encore d'évaluation
- Cement ProductionDocument22 pagesCement Productionsudhir_921995600Pas encore d'évaluation
- Rubber IndustryDocument9 pagesRubber IndustryifounditPas encore d'évaluation
- Cement ProductionDocument10 pagesCement ProductionHadilson Chim JinPas encore d'évaluation
- Coal Briquetting TechnologyDocument10 pagesCoal Briquetting TechnologyAgrim KhatryPas encore d'évaluation
- Process Technology of Cement IndustriesDocument35 pagesProcess Technology of Cement IndustriesHayimanot YirgaPas encore d'évaluation
- Materials: Cork Composites: A ReviewDocument14 pagesMaterials: Cork Composites: A ReviewraneshPas encore d'évaluation
- Glass Manufacturing: Industry Description and Practices Waste CharacteristicsDocument4 pagesGlass Manufacturing: Industry Description and Practices Waste CharacteristicsDrsakirPas encore d'évaluation
- Control of Pollution in The Iron and Steel IndustryDocument19 pagesControl of Pollution in The Iron and Steel IndustryJoao MinhoPas encore d'évaluation
- Thermoset Powder Coatings: Lawrence R. WaeldeDocument12 pagesThermoset Powder Coatings: Lawrence R. WaeldeMihaela LetPas encore d'évaluation
- Filament Yarns: Industrial TextilesDocument8 pagesFilament Yarns: Industrial TextilesMebratu AdugnawPas encore d'évaluation
- Portland Cement ManufacturingDocument7 pagesPortland Cement ManufacturingCynric Leonardo100% (2)
- Cement and LimeDocument127 pagesCement and LimeEhab Anwer HassanPas encore d'évaluation
- Ceramic FoamDocument12 pagesCeramic FoamThao Pham MinhPas encore d'évaluation
- Ammonium NitrateDocument40 pagesAmmonium Nitrateakashzincle100% (1)
- Metallurgical and Other ProcessesDocument4 pagesMetallurgical and Other ProcessesKeila Mariana Campos ChambiPas encore d'évaluation
- Talc ProcessingDocument7 pagesTalc ProcessingJenny CastroPas encore d'évaluation
- Cementppt Nov13Document75 pagesCementppt Nov13Gabriel AyauPas encore d'évaluation
- Refractory LitratureDocument43 pagesRefractory LitratureSiddharth SinghPas encore d'évaluation
- The Making of Glass FiberDocument7 pagesThe Making of Glass FibercrisbernalPas encore d'évaluation
- PDF-Dry Ice BlastingDocument7 pagesPDF-Dry Ice BlastingShams TabrezPas encore d'évaluation
- The Basic Steps Involved in The Production Process Is Set Out BelowDocument6 pagesThe Basic Steps Involved in The Production Process Is Set Out BelowParamveerSinghPas encore d'évaluation
- Fly AshDocument7 pagesFly AshDaneyal BabarPas encore d'évaluation
- Chen1992-Developments in The Field of Rosin Chemistry and ItsDocument29 pagesChen1992-Developments in The Field of Rosin Chemistry and ItsjgPas encore d'évaluation
- Project Report On Glass WoolDocument8 pagesProject Report On Glass WoolEIRI Board of Consultants and PublishersPas encore d'évaluation
- Methods, Processes and Equipment Involved in Manufacturing CementDocument26 pagesMethods, Processes and Equipment Involved in Manufacturing CementNiño Gerard JabagatPas encore d'évaluation
- The Sintering Process of Iron Ore FinesDocument5 pagesThe Sintering Process of Iron Ore FinesRanggaa RamandanaPas encore d'évaluation
- Project Report On Dough Moulding Compound (DMC), Bulk Moulding Compound (BMC), Sheet Moulding Compound (SMC)Document7 pagesProject Report On Dough Moulding Compound (DMC), Bulk Moulding Compound (BMC), Sheet Moulding Compound (SMC)EIRI Board of Consultants and Publishers33% (3)
- BREF Ceramic Manufacturing Industry enDocument260 pagesBREF Ceramic Manufacturing Industry enTeodora89100% (3)
- Rubber Linings OverviewDocument10 pagesRubber Linings OverviewhabibPas encore d'évaluation
- Tyre ProcessingDocument3 pagesTyre ProcessingapplesbyPas encore d'évaluation
- BREF Cerâmica Agt2007 PDFDocument260 pagesBREF Cerâmica Agt2007 PDFLuís CastroPas encore d'évaluation
- Sinter Plant: Agglomerate FinesDocument7 pagesSinter Plant: Agglomerate FinesDinta PratiwiPas encore d'évaluation
- Cyclic Voltammetric Study of Ferrocyanide - Ferricyanide Redox CoupleDocument6 pagesCyclic Voltammetric Study of Ferrocyanide - Ferricyanide Redox CoupleMahmoud AbdAllahPas encore d'évaluation
- Production of RubberDocument25 pagesProduction of RubberCarmel100% (1)
- FiberglassDocument9 pagesFiberglasswsjouri2510Pas encore d'évaluation
- Handbook of Vacuum Physics: TechnologyD'EverandHandbook of Vacuum Physics: TechnologyA. H. BeckPas encore d'évaluation
- The Chemical Technology of Textile Fibres - Their Origin, Structure, Preparation, Washing, Bleaching, Dyeing, Printing and DressingD'EverandThe Chemical Technology of Textile Fibres - Their Origin, Structure, Preparation, Washing, Bleaching, Dyeing, Printing and DressingÉvaluation : 4 sur 5 étoiles4/5 (1)
- Advanced Materials 1991-1992: I. Source BookD'EverandAdvanced Materials 1991-1992: I. Source BookJ. BinnerPas encore d'évaluation
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldD'EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldÉvaluation : 3 sur 5 étoiles3/5 (2)
- Polyoxymethylene Handbook: Structure, Properties, Applications and their NanocompositesD'EverandPolyoxymethylene Handbook: Structure, Properties, Applications and their NanocompositesPas encore d'évaluation
- Rubber-Clay Nanocomposites: Science, Technology, and ApplicationsD'EverandRubber-Clay Nanocomposites: Science, Technology, and ApplicationsMaurizio GalimbertiPas encore d'évaluation
- U.S. Patent 4,293,314: Gelled Fuel-Air Explosive October 6, 1981.D'EverandU.S. Patent 4,293,314: Gelled Fuel-Air Explosive October 6, 1981.Pas encore d'évaluation
- Universal Marine: Welcome To Our One Stop Marine ServicesDocument8 pagesUniversal Marine: Welcome To Our One Stop Marine Serviceshoangtruongson1111Pas encore d'évaluation
- 3a. Systems Approach To PoliticsDocument12 pages3a. Systems Approach To PoliticsOnindya MitraPas encore d'évaluation
- Modeling Cover Letter No ExperienceDocument7 pagesModeling Cover Letter No Experienceimpalayhf100% (1)
- HANA Heroes 1 - EWM Lessons Learned (V2)Document40 pagesHANA Heroes 1 - EWM Lessons Learned (V2)Larissa MaiaPas encore d'évaluation
- Challan FormDocument2 pagesChallan FormSingh KaramvirPas encore d'évaluation
- BW-Africa 2023 BrochureDocument12 pagesBW-Africa 2023 BrochureDanial DarimiPas encore d'évaluation
- ADAMDocument12 pagesADAMreyPas encore d'évaluation
- IM0973567 Orlaco EMOS Photonview Configuration EN A01 MailDocument14 pagesIM0973567 Orlaco EMOS Photonview Configuration EN A01 Maildumass27Pas encore d'évaluation
- Management by ObjectivesDocument30 pagesManagement by ObjectivesJasmandeep brar100% (4)
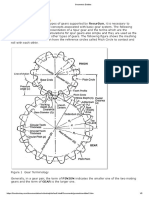
- Geometric Entities: Basic Gear TerminologyDocument5 pagesGeometric Entities: Basic Gear TerminologyMatija RepincPas encore d'évaluation
- Execution Lac 415a of 2006Document9 pagesExecution Lac 415a of 2006Robin SinghPas encore d'évaluation
- Ultra Wideband TechnologyDocument21 pagesUltra Wideband TechnologyAzazelPas encore d'évaluation
- Too Much Time in Social Media and Its Effects On The 2nd Year BSIT Students of USTPDocument48 pagesToo Much Time in Social Media and Its Effects On The 2nd Year BSIT Students of USTPLiam FabelaPas encore d'évaluation
- OL2068LFDocument9 pagesOL2068LFdieselroarmt875bPas encore d'évaluation
- CV Rafi Cargill, GAR, MCR, AM GROUP and Consultancy EraDocument6 pagesCV Rafi Cargill, GAR, MCR, AM GROUP and Consultancy EranorulainkPas encore d'évaluation
- 11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsDocument6 pages11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsCorrado BisottoPas encore d'évaluation
- (SPN) On J1939 Data LinkDocument107 pages(SPN) On J1939 Data LinkAM76Pas encore d'évaluation
- 1.1 Cruz v. DENR PDFDocument7 pages1.1 Cruz v. DENR PDFBenBulacPas encore d'évaluation
- Review On A Protective Scheme For Wind Power Plant Using Co-Ordination of Overcurrent Relay-NOTA TECNICADocument5 pagesReview On A Protective Scheme For Wind Power Plant Using Co-Ordination of Overcurrent Relay-NOTA TECNICAEdgardo Kat ReyesPas encore d'évaluation
- OSN 8800 6800 3800 V100R011C00 Alarms and Performance Events Reference 01Document1 544 pagesOSN 8800 6800 3800 V100R011C00 Alarms and Performance Events Reference 01Oscar Behrens ZepedaPas encore d'évaluation
- Psad - 2Document25 pagesPsad - 2Mary Ann Toni N. RasonabePas encore d'évaluation
- Raspberry Pi Installing Noobs OSDocument3 pagesRaspberry Pi Installing Noobs OSEXORCEPas encore d'évaluation
- Crystallization of Para-Xylene in Scraped-Surface CrystallizersDocument11 pagesCrystallization of Para-Xylene in Scraped-Surface Crystallizersanax22Pas encore d'évaluation
- Logbook) Industrial Attachment Brief To Students-3Document6 pagesLogbook) Industrial Attachment Brief To Students-3geybor100% (1)
- Odontogenic CystsDocument5 pagesOdontogenic CystsBH ASMRPas encore d'évaluation
- Comprehensive Case 2 - QuestionDocument7 pagesComprehensive Case 2 - QuestionPraveen RoshenPas encore d'évaluation