Vous aimerez peut-être aussi
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AD'EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&APas encore d'évaluation
- Lifting LugsDocument3 pagesLifting Lugssatyenlala100% (3)
- Flowmeter HandbookDocument23 pagesFlowmeter HandbookClimaco Edwin100% (1)
- Report For Design Calculation of Silo Supporting Structure 24032017Document140 pagesReport For Design Calculation of Silo Supporting Structure 24032017Rajasekar MeghanadhPas encore d'évaluation
- Control Valve Sizing Guide for Optimal Plant PerformanceDocument7 pagesControl Valve Sizing Guide for Optimal Plant PerformanceJojolasPas encore d'évaluation
- PlumbingDocument62 pagesPlumbingyildyusuf100% (2)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsD'EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPas encore d'évaluation
- Water Supply and SanitationDocument62 pagesWater Supply and SanitationJhobs Besmonte50% (2)
- Compressed Air Systems PipingDocument5 pagesCompressed Air Systems PipingAnonymous DJrec250% (2)
- Pressure Boosting PumpsDocument4 pagesPressure Boosting PumpsmabuhayehPas encore d'évaluation
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationD'EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationÉvaluation : 4 sur 5 étoiles4/5 (18)
- Welded Moment Connection PDFDocument22 pagesWelded Moment Connection PDFRajasekar MeghanadhPas encore d'évaluation
- Water Hammer in Piping System-Part 2Document9 pagesWater Hammer in Piping System-Part 2Việt Đặng XuânPas encore d'évaluation
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingD'EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingÉvaluation : 5 sur 5 étoiles5/5 (3)
- Reasonable VelocityDocument4 pagesReasonable VelocityRaithab IlsurPas encore d'évaluation
- Weather Watch Study NotesDocument5 pagesWeather Watch Study Notesapi-336664994Pas encore d'évaluation
- Flowmeter HandbookDocument23 pagesFlowmeter HandbookDarkmatter DarkmatterrPas encore d'évaluation
- Pad Eye DesignFDocument8 pagesPad Eye DesignFRajasekar MeghanadhPas encore d'évaluation
- Pad Eye DesignFDocument8 pagesPad Eye DesignFRajasekar MeghanadhPas encore d'évaluation
- Three Phase Separator - Gas InternalsDocument9 pagesThree Phase Separator - Gas InternalsDeepak RajPas encore d'évaluation
- Vessel DesignDocument43 pagesVessel Designhomiez99Pas encore d'évaluation
- Two-Phase and Three-Phase SeparatorDocument40 pagesTwo-Phase and Three-Phase Separatormargaretramos100% (1)
- Compressibility Factor Z Gas Calc 1Document5 pagesCompressibility Factor Z Gas Calc 1xjaf010% (1)
- Piping System DesignDocument66 pagesPiping System DesignChinmoy12533995100% (2)
- Vent Manifold Flare Manifold DesignDocument10 pagesVent Manifold Flare Manifold Designahsan888Pas encore d'évaluation
- Chapter 22 - Water and Wastewater Treatment Plant HydraulicsDocument90 pagesChapter 22 - Water and Wastewater Treatment Plant HydraulicsNguyen Phuc Pham100% (3)
- Instrumentation Advance Course Part 2Document69 pagesInstrumentation Advance Course Part 2FACE BOOKPas encore d'évaluation
- Flowmeter Piping RequirementsDocument13 pagesFlowmeter Piping RequirementsVinodKumarPas encore d'évaluation
- Graph Installed Flow and Gain PI Mag 03 21Document11 pagesGraph Installed Flow and Gain PI Mag 03 21FabioSalaPas encore d'évaluation
- Beam-Column Hunch-End Plate Moment Conn PDFDocument11 pagesBeam-Column Hunch-End Plate Moment Conn PDFnagiA ahmedPas encore d'évaluation
- Condenser - Valuable Book PDFDocument6 pagesCondenser - Valuable Book PDFRajesh OwaiyarPas encore d'évaluation
- What Is Pressure Drop 1654511848Document6 pagesWhat Is Pressure Drop 1654511848chenao3876100% (1)
- Accurately Calculate Nitrogen RequirementDocument6 pagesAccurately Calculate Nitrogen RequirementRachel BaileyPas encore d'évaluation
- WTP - Hydraulic CalculationDocument4 pagesWTP - Hydraulic Calculationabhishek5810Pas encore d'évaluation
- EPC Level 4 Schedule PDFDocument7 pagesEPC Level 4 Schedule PDFEr Mangesh MohitePas encore d'évaluation
- Business PlanDocument6 pagesBusiness PlanRosette Sabaco0% (2)
- Properly Employ Overhead Condensers For Vacuum ColumnsDocument8 pagesProperly Employ Overhead Condensers For Vacuum ColumnsmrtiemannPas encore d'évaluation
- Mumbai-Storm Water DrainageDocument0 pageMumbai-Storm Water DrainagemnsawantPas encore d'évaluation
- Get More Life From HeatExchangers Sleeving of Tubes PDFDocument4 pagesGet More Life From HeatExchangers Sleeving of Tubes PDFalejandrogrande100% (1)
- Line Sizing Philosophy PDFDocument21 pagesLine Sizing Philosophy PDFmohammadhadiPas encore d'évaluation
- Vacuum Condenser Drainage - Proper Design & Installation GuideDocument3 pagesVacuum Condenser Drainage - Proper Design & Installation Guidenirmal_subudhiPas encore d'évaluation
- Water Treatment Guide for Palm Oil MillsDocument46 pagesWater Treatment Guide for Palm Oil Millsmuhammad85100% (1)
- Pure Substance LectureDocument43 pagesPure Substance LectureZesi Villamor Delos SantosPas encore d'évaluation
- Pressure Booster SizingDocument4 pagesPressure Booster SizingSam Choi100% (1)
- Bypass Systems in Combined-Cycle Power PlantsDocument8 pagesBypass Systems in Combined-Cycle Power PlantsAnirban Banerjee100% (1)
- Vacuum AuditsDocument8 pagesVacuum AuditsBapu612345Pas encore d'évaluation
- Engineering & Expertise Transient Analysis: Water HammerDocument16 pagesEngineering & Expertise Transient Analysis: Water HammerArmando Emilio PoujolPas encore d'évaluation
- Pipeline Sizing: Learning ObjectivesDocument7 pagesPipeline Sizing: Learning Objectivesbikas_sahaPas encore d'évaluation
- Pipe Sizing: Earon Jay S. Cadungog Bsme-Iv ME424Document5 pagesPipe Sizing: Earon Jay S. Cadungog Bsme-Iv ME424Earon Jay CadungogPas encore d'évaluation
- Line Sizing InstructionsDocument2 pagesLine Sizing InstructionsjimualdoPas encore d'évaluation
- Melab2 Exp3Document3 pagesMelab2 Exp3Jonard Marco RomeroPas encore d'évaluation
- 5 Short Coming in HP Steam Piping Consturction & SelectionDocument6 pages5 Short Coming in HP Steam Piping Consturction & SelectionUdhayakumar VenkataramanPas encore d'évaluation
- Term Project 2020 2021Document4 pagesTerm Project 2020 2021Bengisu ÖzPas encore d'évaluation
- 2nd Lab FLUIDSDocument6 pages2nd Lab FLUIDSMuhammadZAmjadPas encore d'évaluation
- Pipe Sizing Guide for Chemical ProcessesDocument3 pagesPipe Sizing Guide for Chemical ProcessesEjaz Ahmed RanaPas encore d'évaluation
- Compressed Piping Related Docs - 1Document5 pagesCompressed Piping Related Docs - 1Ashik HasanPas encore d'évaluation
- Flow Assurance Nov6Document5 pagesFlow Assurance Nov6Vinh PhamthanhPas encore d'évaluation
- GasFlowMeasurement 0508Document6 pagesGasFlowMeasurement 0508bub1ll4Pas encore d'évaluation
- Considerations in Designing Multiphase Flow LinesDocument7 pagesConsiderations in Designing Multiphase Flow Linespmr80_2004Pas encore d'évaluation
- Variable Area Flow MeterDocument6 pagesVariable Area Flow Meterابوالحروف العربي ابوالحروفPas encore d'évaluation
- Design of Water-Distribution SystemsDocument59 pagesDesign of Water-Distribution SystemsCesPas encore d'évaluation
- Line SizingDocument6 pagesLine Sizingmuzzammil.rsneccPas encore d'évaluation
- Especificaciones Tecnicas Desmantelamiento de ConcretosDocument14 pagesEspecificaciones Tecnicas Desmantelamiento de ConcretoscarlosalbarPas encore d'évaluation
- Chapter 3 - PlumbingDocument8 pagesChapter 3 - PlumbingPrabhakaran DakshinPas encore d'évaluation
- Fluid LABDocument9 pagesFluid LABKayfe sayfadeenPas encore d'évaluation
- Pipe Flow Measurement - Orifice Plates - IsO 5167-3, BS 1042-1-1.2 and ASME MFC-3MDocument7 pagesPipe Flow Measurement - Orifice Plates - IsO 5167-3, BS 1042-1-1.2 and ASME MFC-3Msowman tungPas encore d'évaluation
- Considerations in Designing Multiphase Flow Lines - Pipeline & Gas JournalDocument9 pagesConsiderations in Designing Multiphase Flow Lines - Pipeline & Gas Journalt_rajith1179Pas encore d'évaluation
- 1 Meters For Liquids, Gases, and Solids in Suspension: Table 1: Applicability of Flow Metering TechnologiesDocument15 pages1 Meters For Liquids, Gases, and Solids in Suspension: Table 1: Applicability of Flow Metering Technologiespk_zhotPas encore d'évaluation
- Flow MeasurementDocument118 pagesFlow MeasurementVirag ParekhPas encore d'évaluation
- Flow MetersDocument16 pagesFlow MetersSyarif HidayatPas encore d'évaluation
- Measuring fluid flowDocument21 pagesMeasuring fluid flowsumeghPas encore d'évaluation
- Applied Thermal Engineering Volume 94 Issue 2016 (Doi 10.1016/j.applthermaleng.2015.10.135) Avvari, Ramesh Jayanti, Sreenivas - Flow Apportionment Algorithm For Optimization of Power Plant DuctingDocument12 pagesApplied Thermal Engineering Volume 94 Issue 2016 (Doi 10.1016/j.applthermaleng.2015.10.135) Avvari, Ramesh Jayanti, Sreenivas - Flow Apportionment Algorithm For Optimization of Power Plant DuctingAngga FirmansyahPas encore d'évaluation
- Thermal Specification SheetDocument12 pagesThermal Specification SheetUgonna100% (1)
- The Proper Design Criteria For Selecting The Appropriate Pump - 2020-08-27 - Engineered Systems MagazineDocument3 pagesThe Proper Design Criteria For Selecting The Appropriate Pump - 2020-08-27 - Engineered Systems MagazineJhoPas encore d'évaluation
- The Proper Design Criteria For Selecting The Appropriate Pump - 2020-08-27 - Engineered Systems MagazineDocument3 pagesThe Proper Design Criteria For Selecting The Appropriate Pump - 2020-08-27 - Engineered Systems MagazineJhoPas encore d'évaluation
- FLOW MEASUREMENT MODULEDocument38 pagesFLOW MEASUREMENT MODULEpawan deepPas encore d'évaluation
- Annexure 2Document74 pagesAnnexure 2Rajasekar MeghanadhPas encore d'évaluation
- Beam Analysis Design Ratios ISMC SectionsDocument20 pagesBeam Analysis Design Ratios ISMC SectionsRajasekar MeghanadhPas encore d'évaluation
- Structural Steel - Field Erection, Rev DDocument2 pagesStructural Steel - Field Erection, Rev DRajasekar MeghanadhPas encore d'évaluation
- Self-Weight Is Considered As 1.0.: Observation 1Document17 pagesSelf-Weight Is Considered As 1.0.: Observation 1Rajasekar MeghanadhPas encore d'évaluation
- Marine Analysis Report - 114-Ea-1001 Rev. 1 PDFDocument88 pagesMarine Analysis Report - 114-Ea-1001 Rev. 1 PDFRajasekar MeghanadhPas encore d'évaluation
- Name of CoolerDocument1 pageName of CoolerRajasekar MeghanadhPas encore d'évaluation
- Lifting Frame Rev-01 AdaniDocument33 pagesLifting Frame Rev-01 AdaniRajasekar MeghanadhPas encore d'évaluation
- Lifting Frame Rev-01 AdaniDocument33 pagesLifting Frame Rev-01 AdaniRajasekar MeghanadhPas encore d'évaluation
- Wind LoadDocument6 pagesWind LoadRajasekar Meghanadh0% (1)
- STAAD - Pro Report: Job InformationDocument3 pagesSTAAD - Pro Report: Job InformationRajasekar MeghanadhPas encore d'évaluation
- New Doc 2019-12-20 11.46.40Document1 pageNew Doc 2019-12-20 11.46.40Rajasekar MeghanadhPas encore d'évaluation
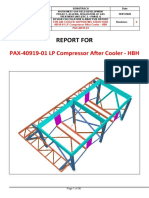
- Report For: PAX-40919-01 LP Compressor After Cooler - HBHDocument36 pagesReport For: PAX-40919-01 LP Compressor After Cooler - HBHRajasekar MeghanadhPas encore d'évaluation
- SP5101 30093019Document38 pagesSP5101 30093019Rajasekar MeghanadhPas encore d'évaluation
- SP2062 30092019Document37 pagesSP2062 30092019Rajasekar MeghanadhPas encore d'évaluation
- Project: All Weather Climatic Chamber: Data Sheet For Duct Bearing PlateDocument4 pagesProject: All Weather Climatic Chamber: Data Sheet For Duct Bearing PlateRajasekar MeghanadhPas encore d'évaluation
- Lifting Lug Calc1Document12 pagesLifting Lug Calc1Rajasekar MeghanadhPas encore d'évaluation
- Project: All Weather Climatic Chamber: Data Sheet For Duct Bearing PlateDocument4 pagesProject: All Weather Climatic Chamber: Data Sheet For Duct Bearing PlateRajasekar MeghanadhPas encore d'évaluation
- Project: All Weather Climatic Chamber: Data Sheet For Duct Bearing PlateDocument4 pagesProject: All Weather Climatic Chamber: Data Sheet For Duct Bearing PlateRajasekar MeghanadhPas encore d'évaluation
- UC 254 BP Details PDFDocument2 pagesUC 254 BP Details PDFRajasekar MeghanadhPas encore d'évaluation
- UC 254 BP Details PDFDocument2 pagesUC 254 BP Details PDFRajasekar MeghanadhPas encore d'évaluation
- Project: All Weather Climatic Chamber: Data Sheet For Duct Bearing PlateDocument4 pagesProject: All Weather Climatic Chamber: Data Sheet For Duct Bearing PlateRajasekar MeghanadhPas encore d'évaluation
- UC 254 BP Details PDFDocument2 pagesUC 254 BP Details PDFRajasekar MeghanadhPas encore d'évaluation
- DESIGN OF BASE PLATE AND ANCHOR BOLTSDocument5 pagesDESIGN OF BASE PLATE AND ANCHOR BOLTSRajasekar MeghanadhPas encore d'évaluation
- 2560M Struct Ident PDFDocument1 page2560M Struct Ident PDFRajasekar MeghanadhPas encore d'évaluation
- GE-310-312 FDA Plastic Flow SwitchesDocument2 pagesGE-310-312 FDA Plastic Flow Switchessales1068Pas encore d'évaluation
- Impact of Stream Modification on Groundwater in Pune CityDocument7 pagesImpact of Stream Modification on Groundwater in Pune CityAnil LalwaniPas encore d'évaluation
- Kent GrandDocument9 pagesKent GrandsibashisdharPas encore d'évaluation
- Well DesignDocument17 pagesWell DesignabdulazizPas encore d'évaluation
- 004 PumpsDocument8 pages004 PumpsHamdanPas encore d'évaluation
- The Beauty of Centrifugal CompressorDocument3 pagesThe Beauty of Centrifugal CompressorFlowealthPas encore d'évaluation
- Pump installation diagrams and total dynamic head explainedDocument3 pagesPump installation diagrams and total dynamic head explainedMichaelPas encore d'évaluation
- Air Water Soil Interaction 2013Document39 pagesAir Water Soil Interaction 2013ranamihirPas encore d'évaluation
- 2129 Words Essay On Water Crisis in India PDFDocument6 pages2129 Words Essay On Water Crisis in India PDFPriyanshu KumarPas encore d'évaluation
- Difference between gauge and absolute pressureDocument3 pagesDifference between gauge and absolute pressureSherwinPas encore d'évaluation
- Topic 4 - Fuels & Earth Sciences TestDocument9 pagesTopic 4 - Fuels & Earth Sciences TestAaqib UlHaqPas encore d'évaluation
- Hydraulic Gradient Line Bob FMMDocument2 pagesHydraulic Gradient Line Bob FMMHARSH SHAHPas encore d'évaluation
- Water Cycle Lesson 3Document5 pagesWater Cycle Lesson 3api-247794398Pas encore d'évaluation
- Bab 2 Pure SubstancesDocument24 pagesBab 2 Pure SubstancesDaneal FikriPas encore d'évaluation
- Learn About Oil and Gas SeparatorsDocument2 pagesLearn About Oil and Gas SeparatorsOlivier Whettem0% (1)
- CH8701 Process Equipment Design MCQ 1Document3 pagesCH8701 Process Equipment Design MCQ 1Dhananjay PatilPas encore d'évaluation
- Water Reticulation Testing PriceDocument3 pagesWater Reticulation Testing PriceAana SamsPas encore d'évaluation
- Industrial Water Drawl Allotment PolicyDocument2 pagesIndustrial Water Drawl Allotment PolicyVenkata Papa MidhileshPas encore d'évaluation
- Presentation of WTPDocument75 pagesPresentation of WTPsiddhartha pandaPas encore d'évaluation