Vous aimerez peut-être aussi
- 3form Varia Fabrication Manual Rev007Document6 pages3form Varia Fabrication Manual Rev007api-220610298Pas encore d'évaluation
- SD-1 Minisport: SpacekDocument4 pagesSD-1 Minisport: SpacekAnderson PerosaPas encore d'évaluation
- Adamsavagemoldmaking Pdfprimer 1475880130Document22 pagesAdamsavagemoldmaking Pdfprimer 1475880130Franchine NiPas encore d'évaluation
- Base Cabinet For Snapmaker 2.0 A350: InstructablesDocument10 pagesBase Cabinet For Snapmaker 2.0 A350: Instructableskiet nguyenPas encore d'évaluation
- A Simple DIY SpectrophotometerDocument30 pagesA Simple DIY SpectrophotometerMiguelDelBarrioIglesisas100% (1)
- Adobe Illustrator Drawing Setup Guidelines For Laser Cutting & Engraving - CutLasercutDocument11 pagesAdobe Illustrator Drawing Setup Guidelines For Laser Cutting & Engraving - CutLasercuttarek_gPas encore d'évaluation
- WHITTLING FOR BEGINNERS: Carving Your Own Path: Techniques and Tips for Novice WhittlersD'EverandWHITTLING FOR BEGINNERS: Carving Your Own Path: Techniques and Tips for Novice WhittlersPas encore d'évaluation
- Mxs FinalDocument92 pagesMxs Finalgabrieldromano1Pas encore d'évaluation
- Gambheer Singh Mecahnical 4 YearDocument23 pagesGambheer Singh Mecahnical 4 YearMayank RawatPas encore d'évaluation
- Electro Forming GuideDocument38 pagesElectro Forming GuideTanmay MukimPas encore d'évaluation
- Choosing and Using a New CAT: Getting the Most from Your Schmidt Cassegrain or Any Catadioptric TelescopeD'EverandChoosing and Using a New CAT: Getting the Most from Your Schmidt Cassegrain or Any Catadioptric TelescopePas encore d'évaluation
- Weedeater Trolling MotorDocument16 pagesWeedeater Trolling MotorJames McEwenPas encore d'évaluation
- Metal Spinning For Woodturners: James ThurmanDocument5 pagesMetal Spinning For Woodturners: James ThurmanJose Luis Araoz Platero OrfebrePas encore d'évaluation
- Laserco 2Document75 pagesLaserco 2Byron ZúñigaPas encore d'évaluation
- Vectric Cut 3d FrogmillDocument9 pagesVectric Cut 3d FrogmillDavid RuizPas encore d'évaluation
- Airbrush 101 Print FinalDocument6 pagesAirbrush 101 Print FinalDilan Rasyid100% (1)
- Cut2D Reference ManualDocument86 pagesCut2D Reference ManualDaniel Martínez YagüesPas encore d'évaluation
- 3D Printed RecordDocument35 pages3D Printed RecordtruchfakePas encore d'évaluation
- Nontraditional Machining Processes: Mr. D. N. PatelDocument53 pagesNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitPas encore d'évaluation
- Oil Finishes PT 2 ArchiveDocument6 pagesOil Finishes PT 2 ArchiveChristopher MendezPas encore d'évaluation
- Laser Cutting - First Principles PaperDocument6 pagesLaser Cutting - First Principles PaperSiddaraju V Hodekal100% (2)
- Braille Sign GeneratorDocument15 pagesBraille Sign GeneratorIan MurrayPas encore d'évaluation
- 3D Printed Han Solo's DL-44 Blaster Kit Visual Assembly GuideDocument13 pages3D Printed Han Solo's DL-44 Blaster Kit Visual Assembly GuideChristian MaknaPas encore d'évaluation
- STL File Converter - 12 Best Tools To Convert STL Files - All3DPDocument27 pagesSTL File Converter - 12 Best Tools To Convert STL Files - All3DPPeter NomikosPas encore d'évaluation
- Plasma CamDocument20 pagesPlasma CamkairotdfPas encore d'évaluation
- The Handsewn SpritslDocument16 pagesThe Handsewn SpritsllocksafePas encore d'évaluation
- Ram Catalog 2016Document48 pagesRam Catalog 2016Madghis M. MadiPas encore d'évaluation
- Build The Second Generation Arc Reactor PDFDocument10 pagesBuild The Second Generation Arc Reactor PDFFrank CifuentesPas encore d'évaluation
- (250x450mm) Chinese Bench LatheDocument5 pages(250x450mm) Chinese Bench LathedudulemarcPas encore d'évaluation
- Wood Tooling CatalogDocument32 pagesWood Tooling CatalogLam NguyenPas encore d'évaluation
- Free Screen Printing Press PlansDocument1 pageFree Screen Printing Press PlansMuhamad Waqiuddin0% (1)
- DIY Wood Topwater Popper Fishing LureDocument9 pagesDIY Wood Topwater Popper Fishing LureJean-Mikaël TilinPas encore d'évaluation
- 5-Axis 3D Printer - The Latest Advancements - All3DPDocument12 pages5-Axis 3D Printer - The Latest Advancements - All3DPHeart SoulPas encore d'évaluation
- Recycle Cardboard Into Anything With 3D Printing!: InstructablesDocument23 pagesRecycle Cardboard Into Anything With 3D Printing!: Instructablesthedots technologiesPas encore d'évaluation
- Soldering Equipment: How To Solder - Soldering TutorialDocument7 pagesSoldering Equipment: How To Solder - Soldering TutorialAnonymous f6goFflg3TPas encore d'évaluation
- EC TDS Beginners Guide To Prepreg Carbon FibreDocument21 pagesEC TDS Beginners Guide To Prepreg Carbon FibrecarlocopexPas encore d'évaluation
- 4V Geodesic Dome Plans 4VDocument19 pages4V Geodesic Dome Plans 4VAman Amaria0% (1)
- Stencil TechnologyDocument15 pagesStencil TechnologyVinceDeSilvaPas encore d'évaluation
- Laser Cutting Cardboard To Make A Human SkullDocument7 pagesLaser Cutting Cardboard To Make A Human SkullColmenares Gilberto100% (1)
- TRUMPF Course Catalog DitzingenDocument49 pagesTRUMPF Course Catalog DitzingenBranislavVorgic100% (1)
- Balsa Propellers For ULS: Connector ChoiceDocument4 pagesBalsa Propellers For ULS: Connector ChoiceFabricio AmadoPas encore d'évaluation
- Solidthinking 80 Vol1 Modeling EngDocument417 pagesSolidthinking 80 Vol1 Modeling EngZoran ZdravkovićPas encore d'évaluation
- Half HullDocument11 pagesHalf HullEdwin CastañedaPas encore d'évaluation
- Quickstart Manual - Simplify3D v9Document16 pagesQuickstart Manual - Simplify3D v9KazuoPas encore d'évaluation
- Carbon Fibre Skinning Starter KitDocument8 pagesCarbon Fibre Skinning Starter KitcraigbonnymanPas encore d'évaluation
- Quick Start GuideDocument36 pagesQuick Start GuideKittinan Mak-lonPas encore d'évaluation
- ShopSabre Is Series RouterDocument9 pagesShopSabre Is Series RouterkairotdfPas encore d'évaluation
- Water Etching Carving Negative Space EtcDocument44 pagesWater Etching Carving Negative Space EtcbeadysamPas encore d'évaluation
- How To Make A Sawhorse: The PlansDocument4 pagesHow To Make A Sawhorse: The Plansztmp1Pas encore d'évaluation
- 50 FT Drain Cleaner.Document24 pages50 FT Drain Cleaner.LaterPas encore d'évaluation
- Core Materials BrochureDocument9 pagesCore Materials BrochureGustavo Barreto SosaPas encore d'évaluation
- Acrylic Plastic 3D Printing Material Information - Shapeways PDFDocument5 pagesAcrylic Plastic 3D Printing Material Information - Shapeways PDFJose IgnacioPas encore d'évaluation
- Design and Construction of A Windsurfer LongboardDocument49 pagesDesign and Construction of A Windsurfer LongboardMalcolm Jones100% (3)
- Rhino Edge A4Document17 pagesRhino Edge A4Daniel AsandeiPas encore d'évaluation
- CNC - How To Build A - Router Part 1, 2 and 3 PDFDocument11 pagesCNC - How To Build A - Router Part 1, 2 and 3 PDFfjagorPas encore d'évaluation
- PDF RecordDocument327 pagesPDF Recordraluca_ib100% (1)
- Casting ProcessDocument17 pagesCasting ProcessThulasi Doss100% (1)
- 3D Printer Comparison - Additive3d Word FileDocument49 pages3D Printer Comparison - Additive3d Word FileAsif MangatPas encore d'évaluation
- A Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Document21 pagesA Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Raj ShreePas encore d'évaluation
- Q2 Electronics Module 5Document34 pagesQ2 Electronics Module 5Roniese MamaedPas encore d'évaluation
- Fundamentals V3F18: The LWD Is Adjusted With The User Interface. AdjustmentDocument1 pageFundamentals V3F18: The LWD Is Adjusted With The User Interface. AdjustmentOsman ElmaradnyPas encore d'évaluation
- Electromagnetic ArmourDocument7 pagesElectromagnetic ArmourLissete VergaraPas encore d'évaluation
- Event Specification GuideDocument2 pagesEvent Specification GuideMarie Toni FondevillaPas encore d'évaluation
- CTSA Technical Proposal Template 10-001Document9 pagesCTSA Technical Proposal Template 10-001yasirtanvirPas encore d'évaluation
- Advanced Product Quality Planning (APQP)Document15 pagesAdvanced Product Quality Planning (APQP)José AlcocerPas encore d'évaluation
- File HandlingDocument25 pagesFile HandlingThe Invincible'sPas encore d'évaluation
- Ad Notam Display Frame Unit: Product HighlightsDocument5 pagesAd Notam Display Frame Unit: Product HighlightsVishal SuryawaniPas encore d'évaluation
- Prob CDocument4 pagesProb CnozetsubounolifePas encore d'évaluation
- Dell PowerEdge RAID Controller H330Document2 pagesDell PowerEdge RAID Controller H330danxl007Pas encore d'évaluation
- My Updated CVDocument5 pagesMy Updated CVSaleem UddinPas encore d'évaluation
- Soc Fpga Main Memory Performance: Architecture BriefDocument4 pagesSoc Fpga Main Memory Performance: Architecture BriefGiderosPas encore d'évaluation
- The A - Z Guide of PythonDocument11 pagesThe A - Z Guide of PythonSakshi JainPas encore d'évaluation
- OBD-EnET Cable Build - Detailed InstructionsDocument8 pagesOBD-EnET Cable Build - Detailed InstructionsReza Varamini100% (1)
- CV WiraDocument3 pagesCV WiraNi Komang Utari YulianingsihPas encore d'évaluation
- Java For Loop (With Examples)Document12 pagesJava For Loop (With Examples)Redan PabloPas encore d'évaluation
- Hierarchy in PDMS - World, Site, ZoneDocument6 pagesHierarchy in PDMS - World, Site, Zones_baishyaPas encore d'évaluation
- LexionAir Flyer UKDocument2 pagesLexionAir Flyer UKficom123Pas encore d'évaluation
- Fixed Wireless Solution Fixed Wireless Solution: Gigabit GigabitDocument34 pagesFixed Wireless Solution Fixed Wireless Solution: Gigabit GigabitSahibzada NizamuddinPas encore d'évaluation
- Conversion Rule in ALE - IDOC ScenarioDocument27 pagesConversion Rule in ALE - IDOC ScenariokarthikbjPas encore d'évaluation
- Installing USBasp in Atmel Studio Ver 7Document4 pagesInstalling USBasp in Atmel Studio Ver 7J Uriel CorderoPas encore d'évaluation
- Chapter Five RVU MT&PDocument39 pagesChapter Five RVU MT&PSisay DeresaPas encore d'évaluation
- DS-2TD2617-3/V1 Thermal & Optical Network Bullet Camera: Smart Function (Thermal Imaging)Document5 pagesDS-2TD2617-3/V1 Thermal & Optical Network Bullet Camera: Smart Function (Thermal Imaging)Dávid DobóPas encore d'évaluation
- @ WJC) 8@ $hack Instagram Account$ #2021# # (Hack InstaDocument4 pages@ WJC) 8@ $hack Instagram Account$ #2021# # (Hack InstaMohamad ZaziliPas encore d'évaluation
- 3161 Governor: For Control of Engines and Steam TurbinesDocument4 pages3161 Governor: For Control of Engines and Steam TurbinesWilliam's SalgadoPas encore d'évaluation
- Zip Password CrackerDocument31 pagesZip Password CrackerMoTech100% (1)
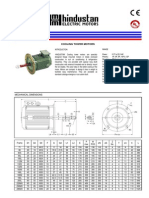
- Cooling Tower MotorDocument2 pagesCooling Tower MotorDipendraTomarPas encore d'évaluation
- DSE335 Operators ManualDocument90 pagesDSE335 Operators ManualcarlosrmtzPas encore d'évaluation
- LC320W01 Sla1Document33 pagesLC320W01 Sla1Robert TocaPas encore d'évaluation
- APO Overview v1Document58 pagesAPO Overview v1topankajPas encore d'évaluation