Vous aimerez peut-être aussi
- Welding Procedure Qualification of A36 Steel Plates Using The GTADocument33 pagesWelding Procedure Qualification of A36 Steel Plates Using The GTAKYAW SOEPas encore d'évaluation
- Milling Speeds and Feeds PDFDocument1 pageMilling Speeds and Feeds PDFrobPas encore d'évaluation
- Metallugraphic Etching of Aluminum and Its AlloysDocument49 pagesMetallugraphic Etching of Aluminum and Its Alloysshiraniasghar100% (1)
- Bible of LD and Heat Treatment by AzharDocument96 pagesBible of LD and Heat Treatment by Azharazher03100% (1)
- Materials: Electrochemical Polishing of Austenitic Stainless SteelsDocument25 pagesMaterials: Electrochemical Polishing of Austenitic Stainless SteelsSebin AbrahamPas encore d'évaluation
- Reducing Gear Distortion with Simple FixtureDocument7 pagesReducing Gear Distortion with Simple FixtureVireshVerma100% (1)
- Asme B18.16.6Document1 pageAsme B18.16.6Mario FonsecaPas encore d'évaluation
- Raw vs. Part Heat Treatments - What Is The Difference.Document4 pagesRaw vs. Part Heat Treatments - What Is The Difference.skluxPas encore d'évaluation
- 1.4462 PropertiesDocument1 page1.4462 PropertiesutreshwarmiskinPas encore d'évaluation
- QS MS 117Document5 pagesQS MS 117Arjun PrajapatiPas encore d'évaluation
- Forging DefectsDocument3 pagesForging Defectspolina_1984Pas encore d'évaluation
- Casting DefectsDocument57 pagesCasting DefectsFajar SiradzPas encore d'évaluation
- How To Passivate Stainless Steel PartsDocument11 pagesHow To Passivate Stainless Steel Partsnqh2009Pas encore d'évaluation
- TALAT Lecture 3207: Solidification Defects in CastingsDocument29 pagesTALAT Lecture 3207: Solidification Defects in CastingsCORE Materials100% (1)
- MSI DC 01 FosecoDocument4 pagesMSI DC 01 FosecoVivek Shrivastava100% (1)
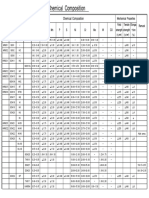
- Heat Resistant Alloy Chemical CompositionDocument2 pagesHeat Resistant Alloy Chemical Compositionsusisaravanan100% (1)
- Closed Die Forging Reading MaterialDocument27 pagesClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- Defect DefinitionsDocument2 pagesDefect DefinitionsVarro NinaPas encore d'évaluation
- Metal Structure and Metallography TechniqueDocument11 pagesMetal Structure and Metallography TechniqueLilian RosePas encore d'évaluation
- Welding of Tool SteelDocument15 pagesWelding of Tool SteelRonaldo JuniorPas encore d'évaluation
- Righton LTD - Copper and Copper Alloys CC492K LG4 - 379 PDFDocument1 pageRighton LTD - Copper and Copper Alloys CC492K LG4 - 379 PDFjenishjsPas encore d'évaluation
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDocument11 pagesCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalPas encore d'évaluation
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 pagesEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938Pas encore d'évaluation
- Electropolish PDFDocument85 pagesElectropolish PDFElangovan NatarajanPas encore d'évaluation
- Evaluation of Aluminum-Lithium Alloys 8090 and Weldalite-049Document39 pagesEvaluation of Aluminum-Lithium Alloys 8090 and Weldalite-049skylancer-3441Pas encore d'évaluation
- Common EtchantsDocument3 pagesCommon EtchantsValeria Reyes VilchezPas encore d'évaluation
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 pagesSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiPas encore d'évaluation
- Current Advances in Mechanical Design & Production IV: Proceedings of the Fourth Cairo University MDP Conference, Cairo, 27-29 December 1988D'EverandCurrent Advances in Mechanical Design & Production IV: Proceedings of the Fourth Cairo University MDP Conference, Cairo, 27-29 December 1988Y. H. KabilPas encore d'évaluation
- Fabian Enrique Ortiz A.: Technician Operator Oil ProductionDocument2 pagesFabian Enrique Ortiz A.: Technician Operator Oil ProductionFabianii OrtizPas encore d'évaluation
- MS - 003400 - 01 Rev 29Document22 pagesMS - 003400 - 01 Rev 29Arjun PrajapatiPas encore d'évaluation
- Stainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Document291 pagesStainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Ariel NemcoPas encore d'évaluation
- Art of Steel MakingDocument202 pagesArt of Steel MakingMuhammad Zeeshan WasiPas encore d'évaluation
- Rheocasting of Aluminum 201Document56 pagesRheocasting of Aluminum 201Nahid LatonaPas encore d'évaluation
- V13N1 Inovative Lost Wax PDFDocument22 pagesV13N1 Inovative Lost Wax PDFznaky1100% (1)
- Basics of Metallographic Specimen PreparationDocument13 pagesBasics of Metallographic Specimen PreparationFlop ShowPas encore d'évaluation
- Cast Steel HandBookDocument93 pagesCast Steel HandBookAlexa Harper100% (1)
- EDM ManualDocument11 pagesEDM ManualAdnan AnsariPas encore d'évaluation
- Kalyani Carpenter Special Steel LTD (KCSSL) (College Presentation)Document19 pagesKalyani Carpenter Special Steel LTD (KCSSL) (College Presentation)Swati ShrivastavaPas encore d'évaluation
- GTAW Welding of CP Titanium and Ti6Al4VDocument1 pageGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarPas encore d'évaluation
- Development of Coarse-Grained Structure During RecrystallizationDocument20 pagesDevelopment of Coarse-Grained Structure During Recrystallizationsivajirao70100% (1)
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocument16 pagesAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456Pas encore d'évaluation
- Manual For Surface Treatment of Stainless Steels: Lasting ConnectionsDocument40 pagesManual For Surface Treatment of Stainless Steels: Lasting ConnectionsAsgard Sanchez100% (1)
- CR StandardsDocument6 pagesCR Standardsalpha_beta48Pas encore d'évaluation
- 1993-1.11 The Effect of Pour TimeDocument9 pages1993-1.11 The Effect of Pour TimeKhin Aung ShwePas encore d'évaluation
- SST (GMAW) Welding Process PDFDocument4 pagesSST (GMAW) Welding Process PDFmudrijasm100% (1)
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD'EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinPas encore d'évaluation
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralPas encore d'évaluation
- 08 - Advanced Metal FormingDocument12 pages08 - Advanced Metal FormingAdityaRamaPas encore d'évaluation
- Phosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat TreatmentDocument6 pagesPhosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat Treatmentsanketpavi21Pas encore d'évaluation
- SLIVER DEFECTS ON LOW CARBON STEELSDocument5 pagesSLIVER DEFECTS ON LOW CARBON STEELSVarun MishraPas encore d'évaluation
- Copper Nickel AlloysDocument5 pagesCopper Nickel AlloysAditya Agarwal100% (2)
- Steel Data ChartDocument2 pagesSteel Data Chartsmartcad60Pas encore d'évaluation
- Gray Cast Iron Stress ReliefDocument25 pagesGray Cast Iron Stress ReliefSagarKBLPas encore d'évaluation
- Stelex ProDocument4 pagesStelex ProRafael TellezPas encore d'évaluation
- Corrosion of SS in Nitric Acid ServiceDocument23 pagesCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelD'EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelPas encore d'évaluation
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesD'EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesPas encore d'évaluation
- Legionella GuidelinesDocument29 pagesLegionella GuidelinesRamy EidPas encore d'évaluation
- Hot Water SystemsDocument28 pagesHot Water SystemsalejovelPas encore d'évaluation
- Bahnfleth W Impact of Return Air Strategy Literature Review NCEMBT-081010Document139 pagesBahnfleth W Impact of Return Air Strategy Literature Review NCEMBT-081010Ramy EidPas encore d'évaluation
- M 208 ContentDocument53 pagesM 208 ContentRamy EidPas encore d'évaluation
- Direct-Use Temperature Requirements: A Few Rules of Thumb: Kevin Rafferty Private Consultant Klamath Falls, ORDocument3 pagesDirect-Use Temperature Requirements: A Few Rules of Thumb: Kevin Rafferty Private Consultant Klamath Falls, ORRamy EidPas encore d'évaluation
- TOGAF 9 Foundation Part 1 Exam Preparation GuideDocument114 pagesTOGAF 9 Foundation Part 1 Exam Preparation GuideRodrigo Maia100% (3)
- AgentScope: A Flexible Yet Robust Multi-Agent PlatformDocument24 pagesAgentScope: A Flexible Yet Robust Multi-Agent PlatformRijalPas encore d'évaluation
- Jfif 1.02Document9 pagesJfif 1.02Berry Hoekstra100% (1)
- SEO-Optimized Title for Python Code Output QuestionsDocument2 pagesSEO-Optimized Title for Python Code Output QuestionsTaru GoelPas encore d'évaluation
- Do You Agree With Aguinaldo That The Assassination of Antonio Luna Is Beneficial For The Philippines' Struggle For Independence?Document1 pageDo You Agree With Aguinaldo That The Assassination of Antonio Luna Is Beneficial For The Philippines' Struggle For Independence?Mary Rose BaluranPas encore d'évaluation
- 50 Years of Teaching PianoDocument122 pages50 Years of Teaching PianoMyklan100% (35)
- Artist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheDocument2 pagesArtist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheUy YuiPas encore d'évaluation
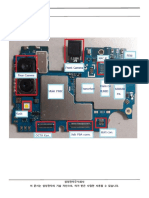
- Level 3 Repair PBA Parts LayoutDocument32 pagesLevel 3 Repair PBA Parts LayoutabivecuePas encore d'évaluation
- Rubber Chemical Resistance Chart V001MAR17Document27 pagesRubber Chemical Resistance Chart V001MAR17Deepak patilPas encore d'évaluation
- The European Journal of Applied Economics - Vol. 16 #2Document180 pagesThe European Journal of Applied Economics - Vol. 16 #2Aleksandar MihajlovićPas encore d'évaluation
- NAT Order of Operations 82Document39 pagesNAT Order of Operations 82Kike PadillaPas encore d'évaluation
- Game Rules PDFDocument12 pagesGame Rules PDFEric WaddellPas encore d'évaluation
- GLF550 Normal ChecklistDocument5 pagesGLF550 Normal ChecklistPetar RadovićPas encore d'évaluation
- Biagioli Did Galileo Copy The TelescopeDocument28 pagesBiagioli Did Galileo Copy The TelescopeGregory HooPas encore d'évaluation
- Algorithms For Image Processing and Computer Vision: J.R. ParkerDocument8 pagesAlgorithms For Image Processing and Computer Vision: J.R. ParkerJiaqian NingPas encore d'évaluation
- Analytical Approach To Estimate Feeder AccommodatiDocument16 pagesAnalytical Approach To Estimate Feeder AccommodatiCleberton ReizPas encore d'évaluation
- ISO 9001:2015 Explained, Fourth Edition GuideDocument3 pagesISO 9001:2015 Explained, Fourth Edition GuideiresendizPas encore d'évaluation
- Simply Put - ENT EAR LECTURE NOTESDocument48 pagesSimply Put - ENT EAR LECTURE NOTESCedric KyekyePas encore d'évaluation
- 20 Ua412s en 2.0 V1.16 EagDocument122 pages20 Ua412s en 2.0 V1.16 Eagxie samPas encore d'évaluation
- Annamalai International Journal of Business Studies and Research AijbsrDocument2 pagesAnnamalai International Journal of Business Studies and Research AijbsrNisha NishaPas encore d'évaluation
- Insider Threat ManagementDocument48 pagesInsider Threat ManagementPatricia LehmanPas encore d'évaluation
- Three-D Failure Criteria Based on Hoek-BrownDocument5 pagesThree-D Failure Criteria Based on Hoek-BrownLuis Alonso SAPas encore d'évaluation
- 4 Wheel ThunderDocument9 pages4 Wheel ThunderOlga Lucia Zapata SavaressePas encore d'évaluation
- SD8B 3 Part3Document159 pagesSD8B 3 Part3dan1_sbPas encore d'évaluation
- Disaster Management Plan 2018Document255 pagesDisaster Management Plan 2018sifoisbspPas encore d'évaluation
- Bharhut Stupa Toraa Architectural SplenDocument65 pagesBharhut Stupa Toraa Architectural Splenအသွ်င္ ေကသရPas encore d'évaluation
- 15142800Document16 pages15142800Sanjeev PradhanPas encore d'évaluation
- Forensic Science From The Crime Scene To The Crime Lab 2nd Edition Richard Saferstein Test BankDocument36 pagesForensic Science From The Crime Scene To The Crime Lab 2nd Edition Richard Saferstein Test Bankhilaryazariaqtoec4100% (25)
- Site Visit Risk Assessment FormDocument3 pagesSite Visit Risk Assessment FormAmanuelGirmaPas encore d'évaluation
- 621F Ap4405ccgbDocument8 pages621F Ap4405ccgbAlwinPas encore d'évaluation