Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- GuidewireClaimCenter Performance TestPlanDocument18 pagesGuidewireClaimCenter Performance TestPlanshanthan117Pas encore d'évaluation
- Ricoh 2090Document832 pagesRicoh 2090cosmin176100% (1)
- BraginskiiDocument97 pagesBraginskiicordella_francescoPas encore d'évaluation
- Infiltration Ventilation LeakageDocument42 pagesInfiltration Ventilation LeakageBulut YildizPas encore d'évaluation
- Industrial Insulation Applications: Green Engineering-1 Insulation Spreadsheets - ContentDocument55 pagesIndustrial Insulation Applications: Green Engineering-1 Insulation Spreadsheets - ContentRashel HasanPas encore d'évaluation
- Why and Wherefores of Power System BlackoutsDocument6 pagesWhy and Wherefores of Power System BlackoutsmentongPas encore d'évaluation
- Vacuum Chill BlockDocument2 pagesVacuum Chill BlockAditheya Varthan MPas encore d'évaluation
- Extent, Yield, and SelectivityDocument10 pagesExtent, Yield, and SelectivityKristopher Ray Simbulan PamintuanPas encore d'évaluation
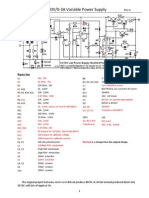
- Modified 0-30V - 0-3A Variable Power Supply - Rev.2Document2 pagesModified 0-30V - 0-3A Variable Power Supply - Rev.2Manuel Cereijo NeiraPas encore d'évaluation
- Mycom Nims ProptimaDocument4 pagesMycom Nims ProptimasamnemriPas encore d'évaluation
- Joy Global SolutionsDocument18 pagesJoy Global Solutionsjvr001100% (1)
- Ee09 704 - Electrical Machine Design Model QPDocument2 pagesEe09 704 - Electrical Machine Design Model QPGīřïşh McPas encore d'évaluation
- Android Tutorial - Broadcast ReceiversDocument15 pagesAndroid Tutorial - Broadcast ReceiversTrieu Ngo HuyPas encore d'évaluation
- Preliminary Pin-out for 12 Cylinder Engine Control UnitDocument6 pagesPreliminary Pin-out for 12 Cylinder Engine Control UnitSUELENPas encore d'évaluation
- Figure 6-1. Frame Accessories Battery Figure 6-1. Frame Accessories BatteryDocument31 pagesFigure 6-1. Frame Accessories Battery Figure 6-1. Frame Accessories BatteryalopezvillavicencioPas encore d'évaluation
- Software TestingDocument3 pagesSoftware TestingDr. P. N. Renjith Associate Professor - CSEPas encore d'évaluation
- JV Punj Lloyd - SICIMDocument9 pagesJV Punj Lloyd - SICIMBarock NaturelPas encore d'évaluation
- RT 50Document2 pagesRT 50valentin prouteauPas encore d'évaluation
- SQL Server 2008 R2 Express Installation GuideDocument53 pagesSQL Server 2008 R2 Express Installation GuideGersonGamas100% (2)
- Zw3d2022 Lite Vs Cadbro 2022Document4 pagesZw3d2022 Lite Vs Cadbro 2022Carlos LimaPas encore d'évaluation
- Explorador Ww90j6410cwec Version 02Document13 pagesExplorador Ww90j6410cwec Version 02Cristi PopescuPas encore d'évaluation
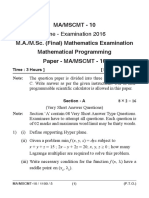
- Ma-Mscmt-10 J16Document5 pagesMa-Mscmt-10 J16Dilip BhatiPas encore d'évaluation
- QlassicDocument31 pagesQlassicQila HusinPas encore d'évaluation
- Universal CNC Turning Center Maxxturn 65 G2Document13 pagesUniversal CNC Turning Center Maxxturn 65 G2Vũ LêPas encore d'évaluation
- Power Tool Switches: Catalog 1308650 Issued 1-01Document18 pagesPower Tool Switches: Catalog 1308650 Issued 1-01Gamal AhmadPas encore d'évaluation
- Goodyear Brochure Bandas-48Document1 pageGoodyear Brochure Bandas-48DavidPas encore d'évaluation
- HW03 5ad S19 PDFDocument2 pagesHW03 5ad S19 PDFbobPas encore d'évaluation
- Revit Domoty 1Document1 pageRevit Domoty 1SAN RAKSAPas encore d'évaluation
- Air Conditioning Fact SheetDocument6 pagesAir Conditioning Fact SheetrjchpPas encore d'évaluation
- Data Collector 2.03.00Document20 pagesData Collector 2.03.00vyaskingPas encore d'évaluation