Vous aimerez peut-être aussi
- Polymer BlendsD'EverandPolymer BlendsD.R. PaulPas encore d'évaluation
- De AssignmentDocument9 pagesDe AssignmentManish MohapatraPas encore d'évaluation
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975D'EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovÉvaluation : 5 sur 5 étoiles5/5 (1)
- POlymer CompoundingDocument3 pagesPOlymer CompoundingSourav SutradharPas encore d'évaluation
- Additives: Fully CompoundedDocument4 pagesAdditives: Fully CompoundedVy ThoaiPas encore d'évaluation
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970D'EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Évaluation : 5 sur 5 étoiles5/5 (1)
- PolyacetalDocument16 pagesPolyacetalChakma SHIMULPas encore d'évaluation
- Polyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976D'EverandPolyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976A. GuyotPas encore d'évaluation
- Emulsion Polymerization 2Document13 pagesEmulsion Polymerization 2ismahPas encore d'évaluation
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentD'EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentPas encore d'évaluation
- AdditivesDocument62 pagesAdditivesMohsin Alam100% (1)
- Plastics Additives InfoDocument58 pagesPlastics Additives InfoFranzMigPas encore d'évaluation
- Plastics AdditivesDocument95 pagesPlastics AdditivesJose Castro100% (1)
- Kraton PolymerDocument24 pagesKraton PolymerSCion Shyuan Hong100% (2)
- Polymer Additives: Fillers & ReinforcementsDocument5 pagesPolymer Additives: Fillers & ReinforcementsHina IbrahimPas encore d'évaluation
- EP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFDocument20 pagesEP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFSimas ServutasPas encore d'évaluation
- InTech Thermoplastic ElastomersDocument19 pagesInTech Thermoplastic ElastomersRajeev Singh BaisPas encore d'évaluation
- Guide To Resin SystemsDocument9 pagesGuide To Resin SystemsDaud Simon A100% (1)
- 2003 BookMatter PolymerBlendsHandbook PDFDocument240 pages2003 BookMatter PolymerBlendsHandbook PDFMirko TapperoPas encore d'évaluation
- Additives and CompoundingDocument117 pagesAdditives and CompoundingShubham ChaudharyPas encore d'évaluation
- Compounding of PlasticsDocument3 pagesCompounding of PlasticsslchemPas encore d'évaluation
- Composite Materials: SecondDocument24 pagesComposite Materials: Secondconcord1103Pas encore d'évaluation
- Biodegradation of Synthetic and Natural Plastic byDocument12 pagesBiodegradation of Synthetic and Natural Plastic byselly agustinaPas encore d'évaluation
- MachenicalDocument45 pagesMachenicalNaveesh GuptaPas encore d'évaluation
- First Internal Question & Answer For Plastic ProcessingDocument17 pagesFirst Internal Question & Answer For Plastic ProcessingSupreeth PremkumarPas encore d'évaluation
- CIT PVC ProcessingDocument45 pagesCIT PVC ProcessingThao Nguyen Van100% (1)
- Thermoplastic Elastomeric (Tpe) Materials and PDFDocument16 pagesThermoplastic Elastomeric (Tpe) Materials and PDFcesamavPas encore d'évaluation
- Characteristics, Applications and Processing of Polymers Chapter 15Document53 pagesCharacteristics, Applications and Processing of Polymers Chapter 15tjandelkier100% (1)
- Global Thermoplastic Vulcanizates Market (2014 - 2020)Document13 pagesGlobal Thermoplastic Vulcanizates Market (2014 - 2020)Sanjay MatthewsPas encore d'évaluation
- Thermoplastic Materials Engineering PlasticsDocument62 pagesThermoplastic Materials Engineering PlasticsFranzMig100% (1)
- Thermoplastic Melt Rheology and Processing (PDFDrive)Document472 pagesThermoplastic Melt Rheology and Processing (PDFDrive)Fatma BenbrahimPas encore d'évaluation
- Unit 1Document22 pagesUnit 1ShyamalaPas encore d'évaluation
- STruture and Properties of PolymersDocument35 pagesSTruture and Properties of PolymersWasif Razzaq100% (1)
- Synhetic Rubber Mnufcturing: By: Syed Mehran FaridDocument17 pagesSynhetic Rubber Mnufcturing: By: Syed Mehran FaridHarish YadavPas encore d'évaluation
- Overview of Polymer ProcessingDocument18 pagesOverview of Polymer Processingazhrarn1234Pas encore d'évaluation
- Biofibres Biodegradable Polymers and Biocomposites An OverviewDocument24 pagesBiofibres Biodegradable Polymers and Biocomposites An OverviewAbdul BasitPas encore d'évaluation
- PolymersDocument13 pagesPolymersVaibhav ShrivastavaPas encore d'évaluation
- 6830 en 7 Myths About PVC DebunkedDocument5 pages6830 en 7 Myths About PVC DebunkedNishi JhaPas encore d'évaluation
- Licensed Technologies BrochureDocument16 pagesLicensed Technologies BrochureThanh Linh NguyenPas encore d'évaluation
- Characterization of Polymer FoamsDocument35 pagesCharacterization of Polymer Foamsssm_majeed100% (1)
- Epoxy Resin CrystallisationDocument2 pagesEpoxy Resin CrystallisationabthakurPas encore d'évaluation
- Reactive ExtrusionDocument19 pagesReactive ExtrusionEetu SatosalmiPas encore d'évaluation
- Polymer Matrix Composites - Matrix Resins - Thermosetting Resins, Thermoplastic ResinsDocument27 pagesPolymer Matrix Composites - Matrix Resins - Thermosetting Resins, Thermoplastic Resinsgidlavinay100% (1)
- Handbook of Polymeric Foams and Foam Technology: HanserDocument10 pagesHandbook of Polymeric Foams and Foam Technology: Hanserfreidor0% (2)
- Composites Mod02lec01Document49 pagesComposites Mod02lec01Mathew JohnPas encore d'évaluation
- Impact of Lubricants On ProcessingbehaviourDocument5 pagesImpact of Lubricants On ProcessingbehaviourMi Li50% (2)
- Polymeric Materials CompleteDocument49 pagesPolymeric Materials CompleteZeeshan ManzoorPas encore d'évaluation
- 1304 SSchoenfeld Kiev Sofia Applications enDocument55 pages1304 SSchoenfeld Kiev Sofia Applications enHiếu Mai ĐứcPas encore d'évaluation
- Seminar On "Flame Retardent Synthetic Fibres": By: Raghav Mehra Mtech 1 YearDocument49 pagesSeminar On "Flame Retardent Synthetic Fibres": By: Raghav Mehra Mtech 1 YearRaghav MehraPas encore d'évaluation
- A Guide To Thermoplastic Polyurethanes (TPU)Document26 pagesA Guide To Thermoplastic Polyurethanes (TPU)camb1967Pas encore d'évaluation
- Adhesive Systems For Industrial ApplicationsDocument12 pagesAdhesive Systems For Industrial Applicationsjaswanth kumarPas encore d'évaluation
- PolymerFoamsLecture2 2015Document26 pagesPolymerFoamsLecture2 2015JonathanDianPas encore d'évaluation
- Reinforced PolymerDocument5 pagesReinforced PolymerIsakPas encore d'évaluation
- POLYPROPYLENE I Thesis (Final)Document8 pagesPOLYPROPYLENE I Thesis (Final)falmubaddelPas encore d'évaluation
- Specialty Plastics-Liquid Crystal PolymersDocument28 pagesSpecialty Plastics-Liquid Crystal PolymersAshutosh SachanPas encore d'évaluation
- Epoxy Resins: Corporate Training and PlanningDocument53 pagesEpoxy Resins: Corporate Training and PlanningAkash YadavPas encore d'évaluation
- Investigation of Mechanical Properties of Corn Fiber Reinforced With Biodegradable ResinDocument4 pagesInvestigation of Mechanical Properties of Corn Fiber Reinforced With Biodegradable ResinRaja SajinPas encore d'évaluation
- PVCDocument18 pagesPVCCemal KayaPas encore d'évaluation
- CHAMPION Filler Masterbatch For PEDocument1 pageCHAMPION Filler Masterbatch For PELalit Kumar AgrawalPas encore d'évaluation
- GB Programme Chart: A B C D J IDocument2 pagesGB Programme Chart: A B C D J IRyan MeltonPas encore d'évaluation
- Vbulletin 5 Connect: Quick Start Guide (Ver 1.0)Document21 pagesVbulletin 5 Connect: Quick Start Guide (Ver 1.0)dantevasquezPas encore d'évaluation
- Principles of Care-Nursing For Children: Principle DescriptionDocument3 pagesPrinciples of Care-Nursing For Children: Principle DescriptionSanthosh.S.UPas encore d'évaluation
- List of MarketingDocument78 pagesList of MarketingMohamad IchwanPas encore d'évaluation
- Talk - Data Quality FrameworkDocument30 pagesTalk - Data Quality FrameworkMatthew LawlerPas encore d'évaluation
- Chapter 1. GOVERNMENT SUPPORT FOR INVENTIONSDocument26 pagesChapter 1. GOVERNMENT SUPPORT FOR INVENTIONSKlifford GaliciaPas encore d'évaluation
- Diodat PDFDocument4 pagesDiodat PDFFatmir KelmendiPas encore d'évaluation
- Adaptation Fom Squirrels GamesDocument2 pagesAdaptation Fom Squirrels GamesDenny Boy MochranPas encore d'évaluation
- Read Me - CADWorx Plant 2019 SP2 HF1Document4 pagesRead Me - CADWorx Plant 2019 SP2 HF1Himanshu Patel (Himan)Pas encore d'évaluation
- TUF-2000M User Manual PDFDocument56 pagesTUF-2000M User Manual PDFreinaldoPas encore d'évaluation
- PV1800VPM SEREIS (1-5KW) : Pure Sine Wave High Frequency Solar Inverter With MPPT InsideDocument4 pagesPV1800VPM SEREIS (1-5KW) : Pure Sine Wave High Frequency Solar Inverter With MPPT InsideHuber CallataPas encore d'évaluation
- NAA CHALDA LYRICS - Amar Sehmbi, Gurlez AkhtarDocument1 pageNAA CHALDA LYRICS - Amar Sehmbi, Gurlez Akhtarannpurna pathakPas encore d'évaluation
- GFCO Certification ManualDocument72 pagesGFCO Certification Manualatila117Pas encore d'évaluation
- Suplayer Metal Working Sipil and Fabrication: Company ProfileDocument10 pagesSuplayer Metal Working Sipil and Fabrication: Company ProfileRuntian TeaPas encore d'évaluation
- Natural GeotextilesDocument27 pagesNatural GeotextilesDr Muhammad Mushtaq Mangat100% (1)
- Allama Iqbal Open University, Islamabad Warning: (Department of Secondary Teacher Education)Document2 pagesAllama Iqbal Open University, Islamabad Warning: (Department of Secondary Teacher Education)Tehmina HanifPas encore d'évaluation
- Lesson Worksheet: 6.1A MeanDocument7 pagesLesson Worksheet: 6.1A Meanwaiman fuPas encore d'évaluation
- Top 50 World Pharma 2001Document11 pagesTop 50 World Pharma 2001Juraj KubáňPas encore d'évaluation
- Tata Steel Ratio AnalysisDocument41 pagesTata Steel Ratio AnalysisGourav VallakattiPas encore d'évaluation
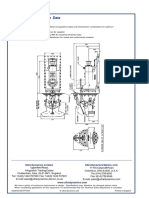
- Epsilon Range Bomba HorizontalDocument8 pagesEpsilon Range Bomba HorizontalsalazarafaelPas encore d'évaluation
- Add MITx Credentials To Resume and LinkedIn PDFDocument5 pagesAdd MITx Credentials To Resume and LinkedIn PDFRizwanPas encore d'évaluation
- Santa Letters 2013Document16 pagesSanta Letters 2013Lebanon_PublishingPas encore d'évaluation
- Danfoss Pvg32Tech InfoDocument56 pagesDanfoss Pvg32Tech Infoifebrian100% (2)
- Invoice SummaryDocument2 pagesInvoice SummarymuPas encore d'évaluation
- Ultrajet 376 Installation Data: Ultra Dynamics Marine, LCC Ultra Dynamics LimitedDocument2 pagesUltrajet 376 Installation Data: Ultra Dynamics Marine, LCC Ultra Dynamics LimitedhaujesPas encore d'évaluation
- U90 Ladder Tutorial PDFDocument72 pagesU90 Ladder Tutorial PDFMarlon CalixPas encore d'évaluation
- Midterm Fin Oo4Document82 pagesMidterm Fin Oo4patricia gunio100% (1)
- Urban Issues: Rio Case StudyDocument4 pagesUrban Issues: Rio Case Studyxbox pro hiPas encore d'évaluation
- Tugas Moneter CH 4 - Dewi Lucky Aryanti Sinaga F1119025Document4 pagesTugas Moneter CH 4 - Dewi Lucky Aryanti Sinaga F1119025Scream InungPas encore d'évaluation
- Daftar Kalibrasi Peralatan MedisDocument34 pagesDaftar Kalibrasi Peralatan Medisdiklat rssnPas encore d'évaluation
- Laws of UX: Using Psychology to Design Better Products & ServicesD'EverandLaws of UX: Using Psychology to Design Better Products & ServicesÉvaluation : 5 sur 5 étoiles5/5 (9)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsD'EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsPas encore d'évaluation
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessD'EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessPas encore d'évaluation
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableD'EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginablePas encore d'évaluation
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingD'EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneD'EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionD'EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionPas encore d'évaluation
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsD'EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsÉvaluation : 5 sur 5 étoiles5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchD'EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchÉvaluation : 4 sur 5 étoiles4/5 (10)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsD'EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsÉvaluation : 4 sur 5 étoiles4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesD'Everand507 Mechanical Movements: Mechanisms and DevicesÉvaluation : 4 sur 5 étoiles4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsD'EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsPas encore d'évaluation
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsD'EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- A Baker's Dozen: Real Analog Solutions for Digital DesignersD'EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersÉvaluation : 4 sur 5 étoiles4/5 (1)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesD'EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesPas encore d'évaluation