Vous aimerez peut-être aussi
- Standards and Typical Specifications For Tray Type DeaeratorsDocument1 pageStandards and Typical Specifications For Tray Type Deaeratorsfrancescanetto0% (1)
- Product Specification: Forbes-Bryan Low Corrosion Tray Type Deaerator - 5Mw To 400MwDocument3 pagesProduct Specification: Forbes-Bryan Low Corrosion Tray Type Deaerator - 5Mw To 400MwCarlos ACPas encore d'évaluation
- Boiler Corrosion MagnetiteDocument14 pagesBoiler Corrosion MagnetiteJakeTheSnake69Pas encore d'évaluation
- Fluidized Bed Boilers: Design and ApplicationD'EverandFluidized Bed Boilers: Design and ApplicationÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Quantity SurveyingDocument60 pagesQuantity SurveyingEdupuganti Sujith Kumar67% (15)
- PM PillarDocument56 pagesPM PillarNavneet Sharma75% (4)
- Construction Quality Control PlanDocument35 pagesConstruction Quality Control PlanMalik Riaz100% (4)
- FCSG For SAGDDocument7 pagesFCSG For SAGDaugur886Pas encore d'évaluation
- Boiler Circulation SystemDocument32 pagesBoiler Circulation SystemRitik Dewangan100% (1)
- Tray-Type Deaerator: A. Parallel DownflowDocument4 pagesTray-Type Deaerator: A. Parallel DownflowMuhammad Fakhriy IndallahPas encore d'évaluation
- Kansas City Deaerator Product BrochureDocument2 pagesKansas City Deaerator Product BrochureProjects0% (1)
- DEAERATORDocument26 pagesDEAERATORSai Swaroop100% (2)
- Industrial BoilersDocument26 pagesIndustrial BoilersAnkit bohra0% (1)
- Boiler EfesiensiDocument161 pagesBoiler Efesiensirapuy90Pas encore d'évaluation
- Metallic Materials For Construction of FGD SystemsDocument21 pagesMetallic Materials For Construction of FGD SystemsClaudia MmsPas encore d'évaluation
- Deaerator ConstructionDocument23 pagesDeaerator ConstructionSenthil SubramanianPas encore d'évaluation
- Natural Circulation in BoilerDocument9 pagesNatural Circulation in BoilerSajjad AhmedPas encore d'évaluation
- Superheater Problems in Steam GeneratorsDocument11 pagesSuperheater Problems in Steam GeneratorsMarcus BaltesPas encore d'évaluation
- Failures of BoilersDocument7 pagesFailures of BoilersTeuku Rizal El SilencioPas encore d'évaluation
- BoilerDocument90 pagesBoilerMargaret DaughertyPas encore d'évaluation
- Basics For Industrial DeaeratorsDocument2 pagesBasics For Industrial DeaeratorsMohamed F MorsyPas encore d'évaluation
- Superheated SteamDocument15 pagesSuperheated SteamluriahPas encore d'évaluation
- Turbine Bypass ValvesDocument6 pagesTurbine Bypass ValvesadehriyaPas encore d'évaluation
- 12-Design Fundamentals of BoilerDocument12 pages12-Design Fundamentals of BoilerVishalVaishPas encore d'évaluation
- Boiler Drum DesignDocument3 pagesBoiler Drum Designtsrinivasan508350% (2)
- Super Heater Trouble Shooting Report at A Hi Plant by KKPDocument68 pagesSuper Heater Trouble Shooting Report at A Hi Plant by KKPparthi20065768100% (2)
- Boiler CirculationDocument7 pagesBoiler CirculationaruntpePas encore d'évaluation
- Deaerator ConstructionDocument23 pagesDeaerator ConstructionRakshit Lobin100% (1)
- Tube ToolsDocument120 pagesTube ToolsMr. S.L. Advani100% (1)
- Steam Power PlantsDocument4 pagesSteam Power Plantsapi-3723333100% (6)
- CH-14 Design Fundamentals of BoilerDocument15 pagesCH-14 Design Fundamentals of BoilerRavi ShankarPas encore d'évaluation
- DeaeratorDocument18 pagesDeaeratorSouvik DePas encore d'évaluation
- Boilers BasicsDocument19 pagesBoilers BasicsShayan Hasan KhanPas encore d'évaluation
- Flue Gas DuctDocument7 pagesFlue Gas Ductjessito2Pas encore d'évaluation
- Water-Tube Boilers - International Site For Spirax SarcoDocument7 pagesWater-Tube Boilers - International Site For Spirax SarcotahirPas encore d'évaluation
- Deaerators Explained HandbookDocument14 pagesDeaerators Explained HandbookABRAR KHALILPas encore d'évaluation
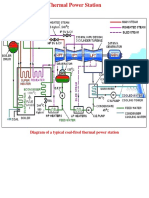
- Thermal Power Plant PDFDocument16 pagesThermal Power Plant PDFMoustafa MahmoudPas encore d'évaluation
- Heat Recovery Steam GeneratorDocument69 pagesHeat Recovery Steam GeneratorAayushi Agarwal100% (5)
- Components of Coal-Fired Steam Power PlantDocument5 pagesComponents of Coal-Fired Steam Power PlantDanBenedictAcuzarPas encore d'évaluation
- Recovering Heat When Generating PowerDocument8 pagesRecovering Heat When Generating Poweraliscribd46Pas encore d'évaluation
- Boiler NotesDocument6 pagesBoiler NotesRadhika Arora100% (1)
- Liquid Fluids AtomizationDocument39 pagesLiquid Fluids AtomizationVeky PamintuPas encore d'évaluation
- Design of Falling-Film EvaporatorsDocument7 pagesDesign of Falling-Film EvaporatorsHubert Dandie MarshalleckPas encore d'évaluation
- Design and Analysis of Fire Tube Boiler With Heat Flow AnalysisDocument3 pagesDesign and Analysis of Fire Tube Boiler With Heat Flow Analysisbez100% (1)
- Boilers, Superheaters and Reheaters - Babcock & Wilcox CompanyDocument0 pageBoilers, Superheaters and Reheaters - Babcock & Wilcox Companyhozipek0% (1)
- DeaeratorsDocument7 pagesDeaeratorsMalik Marghoob KhanPas encore d'évaluation
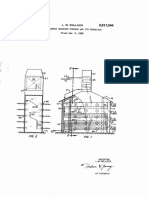
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Document6 pagesDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaPas encore d'évaluation
- Cost of SteamDocument13 pagesCost of SteamAlouis MutimboPas encore d'évaluation
- Boiler Learning ModuleDocument158 pagesBoiler Learning ModuleMallinatha PNPas encore d'évaluation
- Boiler Tube LeakagesDocument20 pagesBoiler Tube LeakagesParmeshwar Nath Tripathi100% (1)
- High Temperature CorrosionDocument16 pagesHigh Temperature CorrosionBubai111Pas encore d'évaluation
- A Boiler Water ChemistryDocument14 pagesA Boiler Water ChemistryMuhammad MusharrafPas encore d'évaluation
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineDocument28 pagesHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4D'EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Évaluation : 5 sur 5 étoiles5/5 (1)
- Circulating Fluidized Bed Technology: Proceedings of the Second International Conference on Circulating Fluidized Beds, Compiègne, France, 14-18 March 1988D'EverandCirculating Fluidized Bed Technology: Proceedings of the Second International Conference on Circulating Fluidized Beds, Compiègne, France, 14-18 March 1988Pas encore d'évaluation
- Heat and Fluid Flow in Power System Components: Hmt The Science & Applications of Heat and Mass TransferD'EverandHeat and Fluid Flow in Power System Components: Hmt The Science & Applications of Heat and Mass TransferA. M. A. RezkPas encore d'évaluation
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7D'EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Pas encore d'évaluation
- Circulating Fluidized Bed Technology: Proceedings of the First International Conference on Circulating Fluidized Beds, Halifax, Nova Scotia, Canada, November 18-20, 1985D'EverandCirculating Fluidized Bed Technology: Proceedings of the First International Conference on Circulating Fluidized Beds, Halifax, Nova Scotia, Canada, November 18-20, 1985P. BasuÉvaluation : 5 sur 5 étoiles5/5 (1)
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsD'EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsPas encore d'évaluation
- Cooling TowerDocument17 pagesCooling TowerFaisal ShahzadPas encore d'évaluation
- Hydro Power ProjectsDocument29 pagesHydro Power Projectsmalikgaurav01Pas encore d'évaluation
- Hydro Power ProjectsDocument29 pagesHydro Power Projectsmalikgaurav01Pas encore d'évaluation
- Drawing1 Layout1Document1 pageDrawing1 Layout1malikgaurav01Pas encore d'évaluation
- BKLT DeaeratorDocument24 pagesBKLT Deaeratormalikgaurav01Pas encore d'évaluation
- Hydro Power ProjectsDocument29 pagesHydro Power Projectsmalikgaurav01Pas encore d'évaluation
- Hydro Power ProjectsDocument29 pagesHydro Power Projectsmalikgaurav01Pas encore d'évaluation
- Power PlantDocument11 pagesPower Plantmalikgaurav01Pas encore d'évaluation
- Section A.21 Inspection RequirementsDocument2 pagesSection A.21 Inspection Requirementsmalikgaurav01Pas encore d'évaluation
- Pipe Stress Analysis Guide: This Report Was Downloaded FromDocument11 pagesPipe Stress Analysis Guide: This Report Was Downloaded Frommalikgaurav01Pas encore d'évaluation
- Bypass HPDocument11 pagesBypass HPmalikgaurav01Pas encore d'évaluation
- Bcba CourseworkDocument8 pagesBcba Courseworkafjwoamzdxwmct100% (2)
- Full Download Test Bank For Nursing A Concept Based Approach To Learning Volume II 3rd Edition 3rd Edition PDF Full ChapterDocument36 pagesFull Download Test Bank For Nursing A Concept Based Approach To Learning Volume II 3rd Edition 3rd Edition PDF Full Chaptersignor.truss.j26uk100% (17)
- Hoja Tecnica IS 320.1 Zona 1Document2 pagesHoja Tecnica IS 320.1 Zona 1susanivar adrianoPas encore d'évaluation
- Desalting Opportunity CrudesDocument8 pagesDesalting Opportunity CrudesTheophile MegueptchiePas encore d'évaluation
- Cde-Class II Amalgam Restorations-31!12!14Document36 pagesCde-Class II Amalgam Restorations-31!12!14Archita KureelPas encore d'évaluation
- 2023-24 SR - Super60 (Incoming) STERLING Batch CHEMISTRY Teaching & Test Schedule Code@03!04!2023Document16 pages2023-24 SR - Super60 (Incoming) STERLING Batch CHEMISTRY Teaching & Test Schedule Code@03!04!2023K R I S H100% (1)
- Chapter 4Document6 pagesChapter 4Aung MyatPas encore d'évaluation
- 004 Torillo v. LeogardoDocument2 pages004 Torillo v. LeogardoylessinPas encore d'évaluation
- CH - 3 DrainageDocument3 pagesCH - 3 DrainageVeena VermaPas encore d'évaluation
- 'Last Season's Man'Document7 pages'Last Season's Man'Bishal Kumar SahuPas encore d'évaluation
- SWT Nedelka Cartagena enDocument2 pagesSWT Nedelka Cartagena enChristian Lazo FerreyraPas encore d'évaluation
- Sample Emg/Ncv Report - Normal StudyDocument5 pagesSample Emg/Ncv Report - Normal StudyPhysiotherapist AliPas encore d'évaluation
- Leon County Sheriff'S Office Daily Booking Report 18-Oct-2020 Page 1 of 3Document3 pagesLeon County Sheriff'S Office Daily Booking Report 18-Oct-2020 Page 1 of 3WCTV Digital TeamPas encore d'évaluation
- Experiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMDocument5 pagesExperiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMSudhakar LavuriPas encore d'évaluation
- English The RainDocument2 pagesEnglish The RainsmitaPas encore d'évaluation
- Valerie Tillard Murder: Probable CauseDocument11 pagesValerie Tillard Murder: Probable CauseLeigh EganPas encore d'évaluation
- ThreeDocument6 pagesThreeapi-340425056Pas encore d'évaluation
- Contextual Marketing Based On Customer Buying Pattern In: Nesya Vanessa and Arnold JaputraDocument12 pagesContextual Marketing Based On Customer Buying Pattern In: Nesya Vanessa and Arnold Japutraakshay kushPas encore d'évaluation
- Steady State & Dynamic Wind Turbine ModelDocument4 pagesSteady State & Dynamic Wind Turbine ModeldarshanraghuPas encore d'évaluation
- Introduction To Psychology (2022)Document642 pagesIntroduction To Psychology (2022)hongnhung.tgdd2018Pas encore d'évaluation
- Tinda Tomato PachadiDocument1 pageTinda Tomato PachadijyosriPas encore d'évaluation
- Minibeasts Differentiated Reading Comprehension ActivityDocument15 pagesMinibeasts Differentiated Reading Comprehension Activitymariam helmyPas encore d'évaluation
- Components of FitnessDocument3 pagesComponents of Fitnessapi-3830277100% (1)
- OSA Winter 2011 NewsletterDocument18 pagesOSA Winter 2011 NewsletterNABSWOSAPas encore d'évaluation
- HC-33 Maximum Moisture Hair Styling Gel PDFDocument2 pagesHC-33 Maximum Moisture Hair Styling Gel PDFdianaPas encore d'évaluation
- Carbonyl Compounds: Unit 4 Rates, Equilibria and Further Organic ChemistryDocument5 pagesCarbonyl Compounds: Unit 4 Rates, Equilibria and Further Organic ChemistryKirusaanth SathiyathasanPas encore d'évaluation
- Leviticus 12 Pulpit Commentary Homiletics PDFDocument16 pagesLeviticus 12 Pulpit Commentary Homiletics PDFEmiel AwadPas encore d'évaluation
- DolphinsDocument1 pageDolphinsDebra OkwuziPas encore d'évaluation