Vous aimerez peut-être aussi
- Mercruiser Service Manual GM V6 4.3 CompleteDocument895 pagesMercruiser Service Manual GM V6 4.3 CompletePaul Chuon94% (16)
- The Koehler Method of Guard Dog TrainingDocument512 pagesThe Koehler Method of Guard Dog Trainingwebbots100% (1)
- Meritor Rt40-145p 40kDocument55 pagesMeritor Rt40-145p 40kJuan Rivera100% (1)
- Chapter 19 (Heavy Duty Truck Axle) PDFDocument29 pagesChapter 19 (Heavy Duty Truck Axle) PDFZIBA KHADIBIPas encore d'évaluation
- Manual Trans Overhaul Chevrolet S10Document11 pagesManual Trans Overhaul Chevrolet S10Maxi Sardi100% (1)
- Eparts MBE 900 4000 Reference Card PDFDocument21 pagesEparts MBE 900 4000 Reference Card PDFAmilcar RodasPas encore d'évaluation
- Transmission Rebuild PDFDocument29 pagesTransmission Rebuild PDFTeguh PriyonoPas encore d'évaluation
- Clutch ManualDocument29 pagesClutch ManualVarun KoriviPas encore d'évaluation
- 88-02 Cummins Exhaust BrakeDocument24 pages88-02 Cummins Exhaust Brakemark_dayPas encore d'évaluation
- Toyota 5.7L-346ci-V8 Torque Specifications - TorkSpec - Knowledge For The MotorheadDocument16 pagesToyota 5.7L-346ci-V8 Torque Specifications - TorkSpec - Knowledge For The MotorheadBilly PagePas encore d'évaluation
- Ottawa Air Brakes Service ManualDocument32 pagesOttawa Air Brakes Service ManualcbudkuleyPas encore d'évaluation
- ZF Servocomà ® RAS Rear Axle Steering System - ZF LenksystemeDocument2 pagesZF Servocomà ® RAS Rear Axle Steering System - ZF Lenksystemewurtukuk50% (2)
- Caterpillar Engine Service Manual CT S Eng d353Document7 pagesCaterpillar Engine Service Manual CT S Eng d353CarlosPas encore d'évaluation
- OC442012e FN72-00 (F2000) SPECIFICATIONS 11-00Document7 pagesOC442012e FN72-00 (F2000) SPECIFICATIONS 11-00profistarPas encore d'évaluation
- A10VO 31 Series Size 28 - Service Parts ListDocument20 pagesA10VO 31 Series Size 28 - Service Parts ListxxshPas encore d'évaluation
- ls3 Torque SpecsDocument6 pagesls3 Torque SpecsBascur JuanPas encore d'évaluation
- Chelsea 280 Parts ManualDocument28 pagesChelsea 280 Parts ManualTulio Andres Coy100% (1)
- EDIS Introduction Manual-Rev BDocument77 pagesEDIS Introduction Manual-Rev BDavid JarafPas encore d'évaluation
- Starter Motor Removal and RepairDocument21 pagesStarter Motor Removal and RepairOneil CampbellPas encore d'évaluation
- BD Valve Body Installation Manual: Dodge Ram 47RE TRANSMISSION (#1030418) 48RE TRANSMISSION (#1030419)Document12 pagesBD Valve Body Installation Manual: Dodge Ram 47RE TRANSMISSION (#1030418) 48RE TRANSMISSION (#1030419)Lexie StokesPas encore d'évaluation
- Service Bulletin Trucks: Engine, ReplacementDocument29 pagesService Bulletin Trucks: Engine, Replacementvicente456Pas encore d'évaluation
- DX140LC Labor Time Guide EngDocument9 pagesDX140LC Labor Time Guide EngCarlos Enrique De La Rosa ZambranoPas encore d'évaluation
- Allison Transmission Oil ChangeDocument3 pagesAllison Transmission Oil ChangeMelissa GrayPas encore d'évaluation
- How To Shift The Spicer PRO-SHIFT 18 Speed Transmission: Starting Vehicle From A StopDocument2 pagesHow To Shift The Spicer PRO-SHIFT 18 Speed Transmission: Starting Vehicle From A StopMA RIOPas encore d'évaluation
- How To Use This Manual: General InformationDocument136 pagesHow To Use This Manual: General InformationAndreiPas encore d'évaluation
- 950H K5K Cylinder Head PDFDocument4 pages950H K5K Cylinder Head PDFrprim100% (1)
- Trsm0930en-Us 1219Document167 pagesTrsm0930en-Us 1219Juan Manuel GaloPas encore d'évaluation
- B Series Head Torque DataDocument21 pagesB Series Head Torque DataSpectrumRaijin100% (1)
- New Light Vehicle RequirementsDocument29 pagesNew Light Vehicle RequirementshazopmanPas encore d'évaluation
- Tightening Torques Items N.M KGF.M LB-FT: 4 Wheel Drive (4WD) SystemDocument35 pagesTightening Torques Items N.M KGF.M LB-FT: 4 Wheel Drive (4WD) SystemZM OhnPas encore d'évaluation
- SG18 3Document2 pagesSG18 3ArdiansahRulyPas encore d'évaluation
- Lucas Fault Diagnosis Service ManualDocument48 pagesLucas Fault Diagnosis Service ManualStephen RöhmPas encore d'évaluation
- Air Brake Manual CompDocument102 pagesAir Brake Manual Compshan4600100% (1)
- Cluctch Ref 2 PDFDocument68 pagesCluctch Ref 2 PDFFirdaus KuswoyoPas encore d'évaluation
- TRN-LPK 407 Cat Nov06 PDFDocument249 pagesTRN-LPK 407 Cat Nov06 PDFrejaul6hossainPas encore d'évaluation
- Drive Train: Catalog Data SheetDocument5 pagesDrive Train: Catalog Data SheetGustavo MosqueraPas encore d'évaluation
- R52 PDFDocument5 pagesR52 PDFcommorilPas encore d'évaluation
- Meritor Wedge BrakesDocument32 pagesMeritor Wedge Brakespankituna5487Pas encore d'évaluation
- Gear Changing Techniques For 18 SpeedDocument12 pagesGear Changing Techniques For 18 SpeedU0U0IPas encore d'évaluation
- Volvo D16 Engine Family: Volvo Trucks. Driving ProgressDocument6 pagesVolvo D16 Engine Family: Volvo Trucks. Driving ProgressinduramPas encore d'évaluation
- Clutch PDFDocument12 pagesClutch PDFIzz BaharPas encore d'évaluation
- TRW Steering Box Service ManualDocument0 pageTRW Steering Box Service ManualJuanLopez64Ch100% (1)
- DDC SVC Bro 0001Document38 pagesDDC SVC Bro 0001David PomaPas encore d'évaluation
- Trn-Se-Sk 1613 BS Ii Cat PDFDocument379 pagesTrn-Se-Sk 1613 BS Ii Cat PDFrejaul6hossainPas encore d'évaluation
- LPK 2516C BS Ii CatDocument550 pagesLPK 2516C BS Ii CatSukhmeet Bhatia50% (4)
- ECAS TrailerDocument80 pagesECAS TrailerRomica CiorneiPas encore d'évaluation
- Manual Honda Gx270 Gx340 Gx390Document96 pagesManual Honda Gx270 Gx340 Gx390PriourPas encore d'évaluation
- Air Brake System TroubleshootingDocument5 pagesAir Brake System Troubleshootingbhanuka2009Pas encore d'évaluation
- Motor Vehicle Air Conditioning System Operation and Refrigerant Cycle of Motor Vehicles PDFDocument49 pagesMotor Vehicle Air Conditioning System Operation and Refrigerant Cycle of Motor Vehicles PDFmariA ANNAPas encore d'évaluation
- Maintenance Manual Lubrication Chart - K100 SeriesDocument5 pagesMaintenance Manual Lubrication Chart - K100 SeriesJuan Jose PerdomoPas encore d'évaluation
- Toyota 3fDocument3 pagesToyota 3fJuan RamosPas encore d'évaluation
- Oil Pump Service and RepairDocument9 pagesOil Pump Service and RepairToriTo Levy100% (1)
- VT2814B Eng 01 953722Document2 pagesVT2814B Eng 01 953722Memeng 51Pas encore d'évaluation
- Eaton Fuller Heavy-Duty Transmissions TRDR0400: Driver InstructionsDocument24 pagesEaton Fuller Heavy-Duty Transmissions TRDR0400: Driver InstructionsGeorge BuitragoPas encore d'évaluation
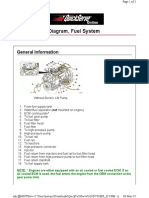
- 200-001 Flow Diagram, Fuel System: General InformationDocument3 pages200-001 Flow Diagram, Fuel System: General InformationbejoythomasPas encore d'évaluation
- Trident AbDocument8 pagesTrident AbSimon Val NitkiewiczPas encore d'évaluation
- I-Shift Spec Sheet ATO2612DDocument2 pagesI-Shift Spec Sheet ATO2612DmartinezsoriaPas encore d'évaluation
- Fuller Transmissions TRTS0920: Troubleshooting GuideDocument206 pagesFuller Transmissions TRTS0920: Troubleshooting GuideJhon Mamani100% (1)
- mm09144 Trailer Air Suspension System Meritor Euroflex 9e Suspension RangeDocument50 pagesmm09144 Trailer Air Suspension System Meritor Euroflex 9e Suspension RangeLUKASPas encore d'évaluation
- SB1208 - ZF As Tronic - Clutch Component LubricationDocument12 pagesSB1208 - ZF As Tronic - Clutch Component LubricationCarlos José FariaPas encore d'évaluation
- Clutch ManualDocument16 pagesClutch ManualCO BDPas encore d'évaluation
- 3116 Cat Valvuklas Calibre PDFDocument4 pages3116 Cat Valvuklas Calibre PDFsergio blandon l100% (1)
- Brake System: 1988 Jeep CherokeeDocument22 pagesBrake System: 1988 Jeep CherokeePreet_Raj_2303Pas encore d'évaluation
- Building Your Own Roof TrussesDocument3 pagesBuilding Your Own Roof TrussesslavikpPas encore d'évaluation
- Clevite Distress GuideDocument76 pagesClevite Distress GuideMichael Pataki100% (2)
- Trig 00701007 Installation Guide Fuller Heavy Duty TransmissionsDocument40 pagesTrig 00701007 Installation Guide Fuller Heavy Duty TransmissionsCostel AntoniePas encore d'évaluation
- Axsm 0046Document114 pagesAxsm 0046igoraryskinPas encore d'évaluation
- Introduction BearingDocument16 pagesIntroduction Bearingkanuni41Pas encore d'évaluation
- A03 02 05 07 PDFDocument3 pagesA03 02 05 07 PDFOscar ItzolPas encore d'évaluation
- DACHAI CA498 части ДВСDocument5 pagesDACHAI CA498 части ДВСПётр АлешкевичPas encore d'évaluation
- 05a - Line Balancing Novacruz DataDocument1 page05a - Line Balancing Novacruz DataPulkit AggarwalPas encore d'évaluation
- Goa2 5enFRTM4BULDocument164 pagesGoa2 5enFRTM4BULsido b100% (1)
- PDF Ade 364 Ade366 Workshop Manual Abbypdf CompressDocument220 pagesPDF Ade 364 Ade366 Workshop Manual Abbypdf CompressANTONIO CRUZPas encore d'évaluation
- CylinderDocument25 pagesCylinderthomazPas encore d'évaluation
- Ashok Leyland CNG Powerpacks v2-4D&6E-Part CatalogeDocument18 pagesAshok Leyland CNG Powerpacks v2-4D&6E-Part CatalogeDibyendu Chakraborty100% (1)
- Sandvik Cths660: Spare Parts CatalogDocument36 pagesSandvik Cths660: Spare Parts CatalogWalter Barradas100% (1)
- Pasos SpicerDocument3 pagesPasos SpicerAdan BarreraPas encore d'évaluation
- SILEX87BDocument11 pagesSILEX87BNancy CookPas encore d'évaluation
- BICON Prysmian Cable Cleats Selection ChartDocument1 pageBICON Prysmian Cable Cleats Selection ChartMacobPas encore d'évaluation
- SAE FlangeDocument1 pageSAE FlangeOon VincentPas encore d'évaluation
- Otterbine Barebo Inc. Concept 3 50Hz ManualDocument23 pagesOtterbine Barebo Inc. Concept 3 50Hz ManualJaco RoetsPas encore d'évaluation
- Tool Catalogue 1Document63 pagesTool Catalogue 1IKPas encore d'évaluation
- How Does This Cam-Gear Backlash Cause Problems?Document3 pagesHow Does This Cam-Gear Backlash Cause Problems?Seif CharafPas encore d'évaluation
- Vargus - TM Solid 2018Document44 pagesVargus - TM Solid 2018jonatasgagPas encore d'évaluation
- Pedalmatic 1951Document3 pagesPedalmatic 1951Jim100% (4)
- Catalogue de Pièces - Détail D'optionDocument1 pageCatalogue de Pièces - Détail D'optionSalem DabaouiPas encore d'évaluation
- Hino Diesel Trucks 1998-2004 Quick Referance Parts CatalogDocument70 pagesHino Diesel Trucks 1998-2004 Quick Referance Parts CatalogVerónica Maila FigueroaPas encore d'évaluation
- SSP 100 16 L Tdi and 20 L Tdi Engines With The Common Rail Injection System Ea288 Design SeriesDocument60 pagesSSP 100 16 L Tdi and 20 L Tdi Engines With The Common Rail Injection System Ea288 Design SeriesSamad100% (1)
- Thread Specification SAE SAE J512 PDFDocument1 pageThread Specification SAE SAE J512 PDFtripathi prashantPas encore d'évaluation
- Sante Fe Easel AssemblyDocument1 pageSante Fe Easel AssemblyLennin DolmusPas encore d'évaluation
- TMG Korea CorpDocument24 pagesTMG Korea CorpMirkoKuzmićPas encore d'évaluation
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document12 pagesTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkPas encore d'évaluation
- 284 Parts Manual 1994Document94 pages284 Parts Manual 1994Jesus AguinagaPas encore d'évaluation
- GM Maint CatalogDocument38 pagesGM Maint CatalogjosuePas encore d'évaluation
- QSK60 Starting SystemDocument4 pagesQSK60 Starting SystemagvassPas encore d'évaluation