Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- James P. Hogan - Inherit The StarsDocument127 pagesJames P. Hogan - Inherit The StarsWardion2000Pas encore d'évaluation
- Maritime English, An III Sem I IfrDocument48 pagesMaritime English, An III Sem I IfrCazan Ginel100% (1)
- Climate of PakistanDocument43 pagesClimate of Pakistansatayish75% (4)
- TimeSeries Ch6Document11 pagesTimeSeries Ch6aiwen_wong2428Pas encore d'évaluation
- Chapter 7 ForecastingDocument32 pagesChapter 7 ForecastingRaghuram SeshabhattarPas encore d'évaluation
- BOYDELL 2011 Pub Ch7 Capacity Planning and Management - Bn.enDocument32 pagesBOYDELL 2011 Pub Ch7 Capacity Planning and Management - Bn.enAtikuzzaman AsikPas encore d'évaluation
- A 1033 - 04 Qtewmzm - PDFDocument14 pagesA 1033 - 04 Qtewmzm - PDFTiến Lượng NguyễnPas encore d'évaluation
- Why Panel Data - HsiaoDocument19 pagesWhy Panel Data - HsiaoDeny HastomoPas encore d'évaluation
- Forecasting in Operation ManagementDocument54 pagesForecasting in Operation ManagementHassan HamedPas encore d'évaluation
- Asd Solved SQA Navigation Papers PDFDocument111 pagesAsd Solved SQA Navigation Papers PDFNelum Perera100% (9)
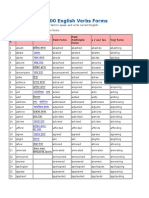
- 1000 English Verbs FormsDocument32 pages1000 English Verbs FormsSanjay Manhas84% (25)
- Isaac's StormDocument3 pagesIsaac's Stormginabobina3337238Pas encore d'évaluation
- Hofelich Et Al-1997-Process Safety ProgressDocument5 pagesHofelich Et Al-1997-Process Safety Progresszhexiong_zengPas encore d'évaluation
- Neural Tools 5 enDocument108 pagesNeural Tools 5 enchristian.lochmuellerPas encore d'évaluation
- Song of Rain Ques OnlyDocument5 pagesSong of Rain Ques OnlyAntariksh Pratap SinghPas encore d'évaluation
- Wind Loads On Utility Scale Solar PV Power Plants DBanks 2015Document8 pagesWind Loads On Utility Scale Solar PV Power Plants DBanks 2015Stefan CheungPas encore d'évaluation
- Lightning Safety AwarenessDocument1 pageLightning Safety AwarenessEmperorr Tau MtetwaPas encore d'évaluation
- Weekly Quiz - 2 (TSF) - Time Series Forecasting - Great Learning PDFDocument4 pagesWeekly Quiz - 2 (TSF) - Time Series Forecasting - Great Learning PDFAnkit100% (2)
- Afi11 2f 16v3 Aetcsup1Document5 pagesAfi11 2f 16v3 Aetcsup1diablik7Pas encore d'évaluation
- Entrepreneurship 1st of 4thDocument23 pagesEntrepreneurship 1st of 4thMYRRH TRAINPas encore d'évaluation
- PRECIPITATIONDocument8 pagesPRECIPITATIONAljon LanguingPas encore d'évaluation
- Comparison of Short-Term Rainfall Prediction Models For Real-Time Flood ForecastingDocument16 pagesComparison of Short-Term Rainfall Prediction Models For Real-Time Flood ForecastingukoszapavlinjePas encore d'évaluation
- Energy Conversion and Management: Ümmühan Basßaran Filik, Ömer Nezih Gerek, Mehmet KurbanDocument13 pagesEnergy Conversion and Management: Ümmühan Basßaran Filik, Ömer Nezih Gerek, Mehmet Kurbanakash_chandraya4200Pas encore d'évaluation
- 3 A M FilesDocument49 pages3 A M Filesapi-20568500250% (2)
- Fuel Flight PlanningDocument3 pagesFuel Flight Planningchhetribharat08100% (1)
- Probabilistic Risk and SafetyDocument612 pagesProbabilistic Risk and Safetyrommy214u100% (13)
- Delphi TechniqueDocument4 pagesDelphi TechniqueccodriciPas encore d'évaluation
- Robert Frost Is One of The Famous Modern American PoetsDocument8 pagesRobert Frost Is One of The Famous Modern American Poetsapi-295869808Pas encore d'évaluation
- G 101 - 04 (2015)Document9 pagesG 101 - 04 (2015)ruben carcamoPas encore d'évaluation
- Standard Firefighting OrdersDocument6 pagesStandard Firefighting OrdersLynn WellsPas encore d'évaluation