Vous aimerez peut-être aussi
- Validation Part1Document39 pagesValidation Part1Andy Rojas100% (2)
- Equipment ValidationDocument20 pagesEquipment ValidationIglesias Laura100% (2)
- Basics of Equipment Qualification - Pharma Pathway PDFDocument6 pagesBasics of Equipment Qualification - Pharma Pathway PDFJ VENKATESHPas encore d'évaluation
- Calibration Master Plan LMDocument45 pagesCalibration Master Plan LMTushar Joshi100% (4)
- VAL-085 Process Validation Guideline SampleDocument2 pagesVAL-085 Process Validation Guideline SampleVizit31Pas encore d'évaluation
- 2-4 ProcessValidationDocument37 pages2-4 ProcessValidationlouish9175841100% (2)
- Autoclave Validation PresentationDocument17 pagesAutoclave Validation PresentationAnkur Bhatia100% (1)
- VPP - ZetasizerDocument11 pagesVPP - ZetasizerprathimaPas encore d'évaluation
- Quality Assurance (QA) Management Procedures: By: Pharma Tips - Views: 14415 - Date: 06-May-2012Document6 pagesQuality Assurance (QA) Management Procedures: By: Pharma Tips - Views: 14415 - Date: 06-May-2012SrinivasPas encore d'évaluation
- Good Manufacturing Practices, Guidelines On ValidationDocument83 pagesGood Manufacturing Practices, Guidelines On ValidationPrince Moni100% (2)
- Validation Document For FLP-1.5Document19 pagesValidation Document For FLP-1.5Reza Jafari100% (1)
- Protocol For Process Validation of Cefowin Cefotaxime 1000mgDocument31 pagesProtocol For Process Validation of Cefowin Cefotaxime 1000mgShafaq ALI100% (2)
- Critical Parameters Affecting Process ValidationDocument4 pagesCritical Parameters Affecting Process ValidationruydeanzPas encore d'évaluation
- Process Validation Sample Protocol - PharmaguidelineDocument3 pagesProcess Validation Sample Protocol - PharmaguidelineD Tech Dental Technologies100% (1)
- Qualification and Validation of A BFS-Installation PDFDocument66 pagesQualification and Validation of A BFS-Installation PDFdabPas encore d'évaluation
- Introduction To PHarmaceutical Quality ManagementDocument22 pagesIntroduction To PHarmaceutical Quality ManagementDanish KamalPas encore d'évaluation
- Validation-An Important Tool of GMP: About Authors: Karmveer TomarDocument4 pagesValidation-An Important Tool of GMP: About Authors: Karmveer TomarShiv KumarPas encore d'évaluation
- Ema Process ValidationDocument15 pagesEma Process Validationdrs_mdu48100% (1)
- Validation Plan TemplateDocument23 pagesValidation Plan Templatedes50% (2)
- 1 Objective: Packaging Validation Packaging Line/packaging RoomDocument13 pages1 Objective: Packaging Validation Packaging Line/packaging RoomAngel CvetanovPas encore d'évaluation
- Introduction To ValidationDocument30 pagesIntroduction To Validationnaveenbhatti100% (1)
- ValidationDocument3 pagesValidationAamerMAhmadPas encore d'évaluation
- PROCESS VALIDATION PROTOCOL ExampleDocument14 pagesPROCESS VALIDATION PROTOCOL ExampleNazia KabirPas encore d'évaluation
- TEM 115 ProtocolRework Manufactured Finished Goods SampleDocument1 pageTEM 115 ProtocolRework Manufactured Finished Goods SampleOmnia ElshafiePas encore d'évaluation
- User Requirement Specification For Moisture Analyser: Company NameDocument6 pagesUser Requirement Specification For Moisture Analyser: Company Namevamshi krishnaPas encore d'évaluation
- An Approach To Process ValidationDocument17 pagesAn Approach To Process ValidationBibek Singh Mahat100% (4)
- Process Validation Protocol Packaging Validation (Performance Qualification) of Oii Axis Revision Knee SystemDocument16 pagesProcess Validation Protocol Packaging Validation (Performance Qualification) of Oii Axis Revision Knee SystemMJ SapiterPas encore d'évaluation
- Validation Master PlanDocument29 pagesValidation Master Planspark80988100% (6)
- How To Validate An AutoclaveDocument3 pagesHow To Validate An AutoclaveqhpuongPas encore d'évaluation
- Validation in Pharmaceutical Manufacturing IndustryDocument5 pagesValidation in Pharmaceutical Manufacturing IndustryNAVNEET BAGGAPas encore d'évaluation
- IQOQ ProtocolDocument4 pagesIQOQ ProtocolVijay RajaindranPas encore d'évaluation
- Acceptance Criteria in Process ValidationDocument13 pagesAcceptance Criteria in Process ValidationNitinPrachiJainPas encore d'évaluation
- Turkey Qualification ValidationDocument28 pagesTurkey Qualification ValidationBalesh NidhankarPas encore d'évaluation
- Validation Master PlanDocument33 pagesValidation Master PlanisralmayoorPas encore d'évaluation
- FDA DRAFT Guidance - Use of Electronic Records and Electronic Signatures in Clinical Investigations Under 21 CFR Part 11 - Q&ADocument28 pagesFDA DRAFT Guidance - Use of Electronic Records and Electronic Signatures in Clinical Investigations Under 21 CFR Part 11 - Q&AAshish YadavPas encore d'évaluation
- Revalidation SOPDocument12 pagesRevalidation SOPIlayaraja Boopathy100% (2)
- GMP ValidationDocument47 pagesGMP ValidationSandy Piccolo100% (1)
- Validation ConceptsDocument41 pagesValidation ConceptsSyed Ghazanfar AliPas encore d'évaluation
- QMS 065 Manufacturing Rework Procedure SampleDocument5 pagesQMS 065 Manufacturing Rework Procedure Sampleevil genius100% (1)
- Risk Based Environmental Monitoring (Em) and em Data Management and TrendingDocument65 pagesRisk Based Environmental Monitoring (Em) and em Data Management and TrendingIsabelle PlourdePas encore d'évaluation
- Sterilization Validation QsiteDocument52 pagesSterilization Validation Qsiteskype2121Pas encore d'évaluation
- Iqoqpq RMG PDFDocument11 pagesIqoqpq RMG PDFsrinivas rPas encore d'évaluation
- Process ValidationDocument36 pagesProcess ValidationRaghu Raj100% (1)
- Calibration, Validation, Qualification and System Suitability Tests in The ElectrochemistryDocument29 pagesCalibration, Validation, Qualification and System Suitability Tests in The ElectrochemistryVision2011100% (1)
- Method Validation On Drug SubstancesDocument41 pagesMethod Validation On Drug SubstancesSrikanth NagabiruPas encore d'évaluation
- RTP 10i Tablet Press IQ/OQ: We Don't Just Sell Machines - We Provide ServiceDocument34 pagesRTP 10i Tablet Press IQ/OQ: We Don't Just Sell Machines - We Provide ServiceAndreas StathatosPas encore d'évaluation
- Supplier Quality/Purchasing Controls Successful PracticesDocument23 pagesSupplier Quality/Purchasing Controls Successful PracticesJessica Christy Sitio100% (1)
- M 171 Validation MasterplanDocument39 pagesM 171 Validation MasterplansudheerPas encore d'évaluation
- Process Validation - SDF - 1 - FDA PDFDocument111 pagesProcess Validation - SDF - 1 - FDA PDFdipakrussiaPas encore d'évaluation
- Cleaning Validation in Pharmaceutical IndustriesDocument5 pagesCleaning Validation in Pharmaceutical IndustriesAbhishek RajPas encore d'évaluation
- Standard Operating Procedure Somatec: Title: Sop For Pao TestDocument3 pagesStandard Operating Procedure Somatec: Title: Sop For Pao TestMajed HossainPas encore d'évaluation
- Process Validation GuidanceDocument28 pagesProcess Validation GuidanceRambabu komati - QAPas encore d'évaluation
- Validation Protocall For AutoclaveDocument7 pagesValidation Protocall For AutoclaveBalakrishnan S NadarPas encore d'évaluation
- Pharmaceutical Master Validation Plan The Syed Imtiaz 57743816Document3 pagesPharmaceutical Master Validation Plan The Syed Imtiaz 57743816Dandung RuskarPas encore d'évaluation
- Good Distribution Practice A Complete Guide - 2020 EditionD'EverandGood Distribution Practice A Complete Guide - 2020 EditionPas encore d'évaluation
- Pharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersD'EverandPharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersPas encore d'évaluation
- Software Verification And Validation A Complete Guide - 2020 EditionD'EverandSoftware Verification And Validation A Complete Guide - 2020 EditionPas encore d'évaluation
- A Basic Design Guide For Clean Room ApplicationsDocument61 pagesA Basic Design Guide For Clean Room ApplicationsAlex Chin67% (3)
- Making SOP in PharmaceuticalDocument13 pagesMaking SOP in Pharmaceuticaljay2_pogi4156Pas encore d'évaluation
- Cleaning Validation CanadaDocument11 pagesCleaning Validation Canadanram111Pas encore d'évaluation
- CV-DR - Adel SalemSultan - EGYPT-PHARMACEUTICAL PLANT MANAGERDocument7 pagesCV-DR - Adel SalemSultan - EGYPT-PHARMACEUTICAL PLANT MANAGERDr.Adel Salem SultanPas encore d'évaluation
- Practical Medicinal ChemistryDocument332 pagesPractical Medicinal ChemistryMohammed Ahmed Abbas86% (7)
- Pharmaceutical Factory LoctionDocument59 pagesPharmaceutical Factory LoctionDr.Adel Salem SultanPas encore d'évaluation
- Blob ServerDocument65 pagesBlob ServerDr.Adel Salem SultanPas encore d'évaluation
- Blob ServerDocument65 pagesBlob ServerDr.Adel Salem SultanPas encore d'évaluation
- Blob ServerDocument65 pagesBlob ServerDr.Adel Salem SultanPas encore d'évaluation
- Blob ServerDocument65 pagesBlob ServerDr.Adel Salem SultanPas encore d'évaluation
- Blob ServerDocument65 pagesBlob ServerDr.Adel Salem SultanPas encore d'évaluation
- Blob ServerDocument65 pagesBlob ServerDr.Adel Salem SultanPas encore d'évaluation
- Blob ServerDocument65 pagesBlob ServerDr.Adel Salem SultanPas encore d'évaluation
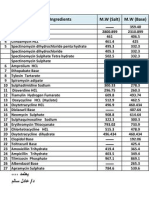
- M.w.for Base&saltDocument2 pagesM.w.for Base&saltDr.Adel Salem SultanPas encore d'évaluation
- Eurocode 8-1-3Document18 pagesEurocode 8-1-3joaoPas encore d'évaluation
- ABO & Acid CleaningDocument38 pagesABO & Acid Cleaningsrigirisetty208100% (1)
- Lattice Enthalpy, Ionisation Energy, Born-Haber Cycles, Hydration EnthalpyDocument8 pagesLattice Enthalpy, Ionisation Energy, Born-Haber Cycles, Hydration Enthalpyzubair0% (1)
- Denim Dyeing ProcessDocument6 pagesDenim Dyeing ProcessArpit Awasthi67% (3)
- TilesDocument84 pagesTilesgagan raoPas encore d'évaluation
- Chemistry Period 8 Ben & Calum Honors Chem Hydrate LabDocument4 pagesChemistry Period 8 Ben & Calum Honors Chem Hydrate Labapi-239596021Pas encore d'évaluation
- Mary Kom Case StudyDocument24 pagesMary Kom Case StudysahilPas encore d'évaluation
- Yara Fertilizer Industry Handbook: February 2014Document90 pagesYara Fertilizer Industry Handbook: February 2014douglasminasPas encore d'évaluation
- Guideline Qualification of Equipment Annex 9 PH-meter October 2015Document4 pagesGuideline Qualification of Equipment Annex 9 PH-meter October 2015Parkhomyuk50% (2)
- Lecture 10a OptoelctronicsDocument33 pagesLecture 10a OptoelctronicsMegaHertz_92Pas encore d'évaluation
- White Rust and Water Treatment: About Your Galvanized Cooling TowerDocument1 pageWhite Rust and Water Treatment: About Your Galvanized Cooling TowerAhmed TaherPas encore d'évaluation
- Geotechnical ENGGDocument10 pagesGeotechnical ENGGUjjwal GuptaPas encore d'évaluation
- Prime Cut MsdsDocument2 pagesPrime Cut MsdsMarvin BarahonaPas encore d'évaluation
- Science of The Total Environment: M. Andersson, T.E. Finne, L.K. Jensen, O.A. EggenDocument13 pagesScience of The Total Environment: M. Andersson, T.E. Finne, L.K. Jensen, O.A. EggenSyahrul RamadhanPas encore d'évaluation
- 158 Unibar 700 2 I8Document1 page158 Unibar 700 2 I8Selvaraji MuthuPas encore d'évaluation
- Reactive DyesDocument24 pagesReactive DyesrehanabbaciPas encore d'évaluation
- HMC Internship ReportDocument40 pagesHMC Internship ReportAitazaz Ahsan0% (1)
- IECEE-CTL EQL 62067 - Ed2 - 201404Document10 pagesIECEE-CTL EQL 62067 - Ed2 - 201404raghavendran raghuPas encore d'évaluation
- 120:360 - Biochemistry Fall 2015 Sample Questions For Exam 1Document5 pages120:360 - Biochemistry Fall 2015 Sample Questions For Exam 1BluedevPas encore d'évaluation
- Experiment 3: Types of Chemical Reactions: Products ReactantsDocument3 pagesExperiment 3: Types of Chemical Reactions: Products ReactantsKrizzi Dizon GarciaPas encore d'évaluation
- Assigment of NDTDocument3 pagesAssigment of NDTHamid AliPas encore d'évaluation
- Sand To Silicon 22nm VersionDocument18 pagesSand To Silicon 22nm VersionDavid Rubio SaezPas encore d'évaluation
- (Courseware) ICSE: Mendeleev's Periodic TableDocument39 pages(Courseware) ICSE: Mendeleev's Periodic Tableorigami ninjaPas encore d'évaluation
- E 1652 - 03 - Rte2ntiDocument8 pagesE 1652 - 03 - Rte2ntiLemir LopezPas encore d'évaluation
- Tl-Isover S en PDFDocument2 pagesTl-Isover S en PDFBogdan MucenicaPas encore d'évaluation
- X-Ray Pipeline CrawlerDocument4 pagesX-Ray Pipeline CrawlerBala SingamPas encore d'évaluation
- Plastics - Polyacrylamide Materials - Designation System and SpecificationDocument20 pagesPlastics - Polyacrylamide Materials - Designation System and SpecificationDevesh Kumar PandeyPas encore d'évaluation
- Dairyprocess GuidebookDocument72 pagesDairyprocess GuidebookGraciela LacostaPas encore d'évaluation
- TelusDocument3 pagesTelusGembonz Crew Gon'z SpeedPas encore d'évaluation
- Assignment 8 9Document2 pagesAssignment 8 9Nuwan BandaraPas encore d'évaluation