Vous aimerez peut-être aussi
- Lecture 5Document20 pagesLecture 5يوسف عادل حسانينPas encore d'évaluation
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970D'EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Évaluation : 5 sur 5 étoiles5/5 (1)
- Optimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoDocument10 pagesOptimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoKAVYANSH SAXENAPas encore d'évaluation
- Synthesis and Characterization of Resoles and Their Blends With Epoxy Resin A Review PDFDocument25 pagesSynthesis and Characterization of Resoles and Their Blends With Epoxy Resin A Review PDFZohaib AliPas encore d'évaluation
- Reduce Styrene Migration from UP ResinsDocument2 pagesReduce Styrene Migration from UP Resinsgunawan refiadi0% (1)
- Easaqua TolonateDocument11 pagesEasaqua TolonateAlptekinPas encore d'évaluation
- How Ingredients Influence Unsaturated Polyester PropertiesDocument28 pagesHow Ingredients Influence Unsaturated Polyester Propertiesresinc100% (4)
- Solvent Cast Technology - A Versatile ToolDocument14 pagesSolvent Cast Technology - A Versatile ToolsggdgdPas encore d'évaluation
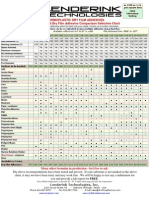
- Additives For Unsaturated Polyester and Vinyl Ester ResinsDocument4 pagesAdditives For Unsaturated Polyester and Vinyl Ester ResinsAxiv The GreatPas encore d'évaluation
- Calculos de Poliuretano RigidoDocument46 pagesCalculos de Poliuretano Rigidosescobar86100% (1)
- Epoxy Resins: Corporate Training and PlanningDocument53 pagesEpoxy Resins: Corporate Training and PlanningAkash YadavPas encore d'évaluation
- Lecture 7 Foam TechnologyDocument31 pagesLecture 7 Foam Technologygauravgarg115Pas encore d'évaluation
- Kraton PolymersDocument20 pagesKraton PolymersAzizol WahabPas encore d'évaluation
- Silane Terminated Polyurethanes 2009-09-07Document24 pagesSilane Terminated Polyurethanes 2009-09-07Franco Carli100% (1)
- Radiation Curing: Update and Outlook: Sandy Morrison, Member of Specialchem Technical Expert TeamDocument9 pagesRadiation Curing: Update and Outlook: Sandy Morrison, Member of Specialchem Technical Expert Teampakde jongkoPas encore d'évaluation
- Epoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsDocument6 pagesEpoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine Coatingsmuhammadzulkifli100% (1)
- Sudarshan PigmentsDocument20 pagesSudarshan Pigments44gurpreetPas encore d'évaluation
- Plastics AdditivesDocument95 pagesPlastics AdditivesJose Castro100% (1)
- Epoxy Resin CrystallisationDocument2 pagesEpoxy Resin CrystallisationabthakurPas encore d'évaluation
- InTech Thermoplastic ElastomersDocument19 pagesInTech Thermoplastic ElastomersRajeev Singh BaisPas encore d'évaluation
- Products For Unsaturated PolyestersDocument8 pagesProducts For Unsaturated PolyestersNgan100% (1)
- Calculating Technique For Formulating Alkyd Resins: Progress in Organic Coatings September 1992Document22 pagesCalculating Technique For Formulating Alkyd Resins: Progress in Organic Coatings September 1992Naresh KumarPas encore d'évaluation
- Polyester Based Hybrid Organic CoatingsDocument206 pagesPolyester Based Hybrid Organic CoatingsUsama AwadPas encore d'évaluation
- Difference Between Polyester Resin and Epoxy ResinDocument4 pagesDifference Between Polyester Resin and Epoxy ResinjalilemadiPas encore d'évaluation
- ACRYLICS: PROPERTIES AND PROCESSING OF POLY(METHYL METHACRYLATEDocument3 pagesACRYLICS: PROPERTIES AND PROCESSING OF POLY(METHYL METHACRYLATESdkmega Hh100% (1)
- Intro To Polyurethane PDFDocument26 pagesIntro To Polyurethane PDFhaidirPas encore d'évaluation
- Global Adhesives and Sealants MarketDocument2 pagesGlobal Adhesives and Sealants MarketMahesh ChaudhariPas encore d'évaluation
- Vinyl Ester ResinDocument8 pagesVinyl Ester ResinSangeetha RangarajanPas encore d'évaluation
- Additives For Plastics Handbook - (Chapter 3. The World Market)Document6 pagesAdditives For Plastics Handbook - (Chapter 3. The World Market)Pablo Fernández SaavedraPas encore d'évaluation
- Metal Ink and Can CoatingDocument5 pagesMetal Ink and Can Coatingkimkimtan0% (1)
- Kraton - Cariflex From Isoprene Monomer To Synthetic PolyDocument12 pagesKraton - Cariflex From Isoprene Monomer To Synthetic PolyFadFadPas encore d'évaluation
- Inhibitors For Unsaturated Polyester Resines. Parker 1963Document4 pagesInhibitors For Unsaturated Polyester Resines. Parker 1963Guz UchihaPas encore d'évaluation
- Food Additives Safety ReviewDocument701 pagesFood Additives Safety Reviewkrupali1579Pas encore d'évaluation
- Resins for metal decorating and can coating applicationsDocument4 pagesResins for metal decorating and can coating applicationsYousry ElToukhee100% (1)
- SiliconeSurfactants SILTECHDocument6 pagesSiliconeSurfactants SILTECHA MahmoodPas encore d'évaluation
- Adhesive TapeDocument2 pagesAdhesive Tapeglh00Pas encore d'évaluation
- Color Solutions - Masterbatch For Your IdeaDocument16 pagesColor Solutions - Masterbatch For Your IdeaebesamPas encore d'évaluation
- Pigment Volume Concentration Part IDocument5 pagesPigment Volume Concentration Part IEmilio HipolaPas encore d'évaluation
- 2 Flame Retardants by AmpacetDocument6 pages2 Flame Retardants by Ampacetnumichem100% (1)
- Detergents and Surf Act Ants 2010Document50 pagesDetergents and Surf Act Ants 2010Racha DaherPas encore d'évaluation
- Epoxide ApplicationsDocument3 pagesEpoxide ApplicationsNguyen LucPas encore d'évaluation
- Brochure Water Based Adhesives WebDocument9 pagesBrochure Water Based Adhesives WebManu WoodPas encore d'évaluation
- Equivalent Weight: Technical Center Guide To Urethane CalculationsDocument4 pagesEquivalent Weight: Technical Center Guide To Urethane CalculationsAbdullah SahlyPas encore d'évaluation
- Dispercoll C84: CharacterizationDocument3 pagesDispercoll C84: Characterizationmufid_ainunPas encore d'évaluation
- Wacker-Organofunctional SilanesDocument20 pagesWacker-Organofunctional SilanesIrmaPas encore d'évaluation
- Preparation of Styrene Acrylic Copolymer Toner ResinDocument106 pagesPreparation of Styrene Acrylic Copolymer Toner ResinTorquemada PrimeroPas encore d'évaluation
- BRB Silanes Presentation PDFDocument48 pagesBRB Silanes Presentation PDFgokhanyaparPas encore d'évaluation
- Emulsion Polymerization MachanismDocument13 pagesEmulsion Polymerization MachanismLuan GabrielPas encore d'évaluation
- Polyurethane Amine CatalystsDocument19 pagesPolyurethane Amine Catalystsธนพล กัตติยบุตรPas encore d'évaluation
- Poly Ols For Polyurethane SDocument6 pagesPoly Ols For Polyurethane SA MahmoodPas encore d'évaluation
- Compounding of PlasticsDocument3 pagesCompounding of PlasticsslchemPas encore d'évaluation
- Guide To Resin SystemsDocument9 pagesGuide To Resin SystemsDaud Simon A100% (1)
- Rupa FlexiPOLYDocument1 pageRupa FlexiPOLYSaravvanan RajendranPas encore d'évaluation
- Lexan Process Guide PDFDocument18 pagesLexan Process Guide PDFwantamanual100% (1)
- Basic Science For Students of Paint TechnologyDocument44 pagesBasic Science For Students of Paint TechnologysondeadorPas encore d'évaluation
- Epoxy - WikipediaDocument11 pagesEpoxy - Wikipediaramthecharm_46098467Pas encore d'évaluation
- For Students of WoodworkDocument9 pagesFor Students of WoodworkKhiet LaRosaPas encore d'évaluation
- The Red Book MY3Document47 pagesThe Red Book MY3Syed Arsalan AfsarPas encore d'évaluation
- PDH MultiplexerDocument4 pagesPDH MultiplexerSyed Arsalan AfsarPas encore d'évaluation
- The Red Book MY3Document47 pagesThe Red Book MY3Syed Arsalan AfsarPas encore d'évaluation
- Composite Designer GuideDocument4 pagesComposite Designer GuideSyed Arsalan AfsarPas encore d'évaluation
- Glass Reinforced Plastic Vessels and Tanks: Guidance Note PM75 (Third Edition)Document18 pagesGlass Reinforced Plastic Vessels and Tanks: Guidance Note PM75 (Third Edition)Syed Arsalan Afsar100% (2)
- Drawing1 Model4Document1 pageDrawing1 Model4Syed Arsalan AfsarPas encore d'évaluation
- Panel BoxDocument1 pagePanel BoxSyed Arsalan AfsarPas encore d'évaluation
- Drawing1 Model5Document1 pageDrawing1 Model5Syed Arsalan AfsarPas encore d'évaluation
- Drawing1 ModelDocument1 pageDrawing1 ModelSyed Arsalan AfsarPas encore d'évaluation
- Drawing1 Model6Document1 pageDrawing1 Model6Syed Arsalan AfsarPas encore d'évaluation
- Drawing1 Model2Document1 pageDrawing1 Model2Syed Arsalan AfsarPas encore d'évaluation
- Thermoplastic Dry Film Adhesives Heat Activated Dry Film Adhesive Comparison Selection ChartDocument1 pageThermoplastic Dry Film Adhesives Heat Activated Dry Film Adhesive Comparison Selection ChartSyed Arsalan AfsarPas encore d'évaluation
- Water Tank DesignDocument58 pagesWater Tank DesignMoHaMmAd WaHeEd88% (17)
- Astm D 1059 2001Document17 pagesAstm D 1059 2001Diar HifdiPas encore d'évaluation
- Brochure Polyester Market PDFDocument9 pagesBrochure Polyester Market PDFA MahmoodPas encore d'évaluation
- Cloth Industry DropsDocument116 pagesCloth Industry DropsnoisomePas encore d'évaluation
- RolleChim SRL Presentation 2015Document10 pagesRolleChim SRL Presentation 2015Gargiulo AnitaPas encore d'évaluation
- CTI-STD 137 Classification&PropertiesDocument12 pagesCTI-STD 137 Classification&PropertiesNilesh Kitey100% (7)
- Hi Performance FibersDocument13 pagesHi Performance Fibersahmer adnanPas encore d'évaluation
- Petroleum and Petrochemicals OverviewDocument11 pagesPetroleum and Petrochemicals Overviewcomicfan123Pas encore d'évaluation
- KroenertDocument38 pagesKroenertYiğit IlgazPas encore d'évaluation
- FST 223Document18 pagesFST 223Moses JoshuaPas encore d'évaluation
- Market Potential For Selected Platform ChemicalsDocument173 pagesMarket Potential For Selected Platform ChemicalsMohamad Pazlin100% (1)
- Project NileshDocument41 pagesProject NileshVijay VinzudaPas encore d'évaluation
- Additives 091010060938 Phpapp01Document62 pagesAdditives 091010060938 Phpapp01Swetha T100% (1)
- 1 Polyethylene Terephthalate Blends PDFDocument14 pages1 Polyethylene Terephthalate Blends PDFNormix FlowersPas encore d'évaluation
- Paper From GoogleDocument9 pagesPaper From GoogleRaghav GargPas encore d'évaluation
- Fiber Glass Reinforcement: Fiberglass Reinforced Plasic ProductsDocument5 pagesFiber Glass Reinforcement: Fiberglass Reinforced Plasic ProductsleoPas encore d'évaluation
- Presented by Adnan Mazari Tul, CzechrepublicDocument14 pagesPresented by Adnan Mazari Tul, CzechrepublicAdnan MazariPas encore d'évaluation
- IMC Product ListDocument4 pagesIMC Product ListjosebejoyPas encore d'évaluation
- Biodegradable Polymers and Their Bone Applications: A ReviewDocument19 pagesBiodegradable Polymers and Their Bone Applications: A ReviewNileshTipanPas encore d'évaluation
- Thermosol Dyeing Method of Polyster FabricDocument1 pageThermosol Dyeing Method of Polyster FabricMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Polymers: Use of Dicyclopentadiene and Methyl Dicyclopentadiene For The Synthesis of Unsaturated Polyester ResinsDocument14 pagesPolymers: Use of Dicyclopentadiene and Methyl Dicyclopentadiene For The Synthesis of Unsaturated Polyester Resinstonysanchez67Pas encore d'évaluation
- Package Dyeing MachinesDocument21 pagesPackage Dyeing MachinesHardik Pathak100% (2)
- Plastic Mould (Theory)Document141 pagesPlastic Mould (Theory)Muhammed K MPas encore d'évaluation
- 4300Document9 pages4300justyna6216Pas encore d'évaluation
- Chemical Formulations For Acrylic Matt and Acrylic Gloss PaintsDocument12 pagesChemical Formulations For Acrylic Matt and Acrylic Gloss PaintsDean HidayatPas encore d'évaluation
- Rescue Technician Core: Connecticut Fire Academy Recruit Firefighter ProgramDocument106 pagesRescue Technician Core: Connecticut Fire Academy Recruit Firefighter ProgramMartin AunedoPas encore d'évaluation
- Synthetic Fibers and Plastics Guide - Properties, Types and Environmental ImpactDocument38 pagesSynthetic Fibers and Plastics Guide - Properties, Types and Environmental ImpactRiddhiPas encore d'évaluation
- TextDocument43 pagesTextshockwave1665Pas encore d'évaluation
- Ester Filmtech Limited (Wholly - Owned Subsidiary of Ester Industries Limited) Announces Packaging Film Manufacturing Plant at Chandanvelly, Shahbad Mandal, TelanganaDocument1 pageEster Filmtech Limited (Wholly - Owned Subsidiary of Ester Industries Limited) Announces Packaging Film Manufacturing Plant at Chandanvelly, Shahbad Mandal, TelanganaraghuarjunPas encore d'évaluation
- Pneumatic Structure-Vignesh SrinivasanDocument40 pagesPneumatic Structure-Vignesh SrinivasanVignesh SrinivasanPas encore d'évaluation
- 13 Sep 19Document18 pages13 Sep 19sumayyaPas encore d'évaluation