Vous aimerez peut-être aussi
- Welding Processes and EquipmentDocument167 pagesWelding Processes and EquipmentTAF150850Pas encore d'évaluation
- API 571 Section 1 (Revision & Mech. Damage)Document118 pagesAPI 571 Section 1 (Revision & Mech. Damage)alidad100% (2)
- Post Weld Heat TreatmentDocument51 pagesPost Weld Heat Treatmenttbmari97% (32)
- CSWIP GudDocument637 pagesCSWIP GudChinedu Enechukwu100% (1)
- 0.1 Duties of The Senior Welding InspectorDocument37 pages0.1 Duties of The Senior Welding InspectorAhmed GomaaPas encore d'évaluation
- 24B-Pactical Pipe Inspection 2006Document13 pages24B-Pactical Pipe Inspection 2006Khalid Perwez90% (10)
- Internet Intranet ExtranetDocument28 pagesInternet Intranet ExtranetAmeya Patil100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Destructive Tests: World Centre For Materials Joining TechnologyDocument20 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Destructive Tests: World Centre For Materials Joining TechnologyOnur Altuntaş100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDocument91 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşPas encore d'évaluation
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDocument46 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşPas encore d'évaluation
- TWI CSWIP 3.1 Wis 5 Welding Inspection Heat Treatment: World Centre For Materials Joining TechnologyDocument9 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Heat Treatment: World Centre For Materials Joining TechnologyOnur AltuntaşPas encore d'évaluation
- TWI CSWIP 3.1 Wis 5 Welding Inspection Consumables Identification and ControlDocument24 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Consumables Identification and ControlOnur Altuntaş100% (1)
- Material InspectionDocument25 pagesMaterial InspectionAhmed Gomaa100% (2)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Calibration: World Centre For Materials Joining TechnologyDocument3 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Calibration: World Centre For Materials Joining TechnologyOnur AltuntaşPas encore d'évaluation
- TWI CSWIP 3.1 Wis 5 Welding Inspection Four Factors: World Centre For Materials Joining TechnologyDocument7 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Four Factors: World Centre For Materials Joining TechnologyOnur AltuntaşPas encore d'évaluation
- RT Level L FINALDocument80 pagesRT Level L FINALSaad AfzalPas encore d'évaluation
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoPas encore d'évaluation
- Welding Duplex Stainless SteelDocument44 pagesWelding Duplex Stainless SteelTran Thanh HaoPas encore d'évaluation
- Lecture 1-Fundamentals of Welding MetallurgyDocument46 pagesLecture 1-Fundamentals of Welding MetallurgyHamiduPas encore d'évaluation
- Weldability of Steels: CSWIP 3.1 Welding InspectionDocument105 pagesWeldability of Steels: CSWIP 3.1 Welding InspectionLương Hồ VũPas encore d'évaluation
- Saudi Aramco: Company General UseDocument8 pagesSaudi Aramco: Company General UseMasudhBashaPas encore d'évaluation
- Welding Defects PresentationDocument17 pagesWelding Defects PresentationVUYOPas encore d'évaluation
- Twi PWHT PDFDocument10 pagesTwi PWHT PDFvtbkPas encore d'évaluation
- WPS PresentationDocument27 pagesWPS PresentationSenthil Kumar50% (2)
- Label-Welding Defects PDFDocument1 pageLabel-Welding Defects PDFMuthuKumarPas encore d'évaluation
- 6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFDocument23 pages6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFhailay83Pas encore d'évaluation
- Technology: Answers Drawing CDocument6 pagesTechnology: Answers Drawing Culsan busanPas encore d'évaluation
- 03 & 04 Duties of SWI and QualityDocument59 pages03 & 04 Duties of SWI and Qualitynagu100% (1)
- Twi Basic MetallurgyDocument72 pagesTwi Basic MetallurgySaut Maruli Tua SamosirPas encore d'évaluation
- Welding DefectsDocument5 pagesWelding DefectsDEEPAKPas encore d'évaluation
- Ttransition JointsDocument15 pagesTtransition JointsAdil HasanovPas encore d'évaluation
- Mohammad Abu Taher: Apply For: QA/QC (Senior Piping Welding Inspector) Personal DetailsDocument10 pagesMohammad Abu Taher: Apply For: QA/QC (Senior Piping Welding Inspector) Personal DetailsRajkumar APas encore d'évaluation
- P-Number For Welding MaterialDocument14 pagesP-Number For Welding MaterialTâm NgôPas encore d'évaluation
- DAC3 March 2012Document319 pagesDAC3 March 2012John Boran100% (1)
- Submerged Arc WeldingDocument64 pagesSubmerged Arc WeldingLương Hồ Vũ100% (1)
- Course Guide: International Welding EngineerDocument4 pagesCourse Guide: International Welding EngineerKamal HalawiPas encore d'évaluation
- Welding Super Duplex SSDocument11 pagesWelding Super Duplex SSmuarabadak100% (1)
- WIS10 M.TestDocument46 pagesWIS10 M.TestUmaibalan100% (1)
- Iws Materials and Their Behaviour PDFDocument282 pagesIws Materials and Their Behaviour PDFkatfy1Pas encore d'évaluation
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTDocument19 pagesB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahPas encore d'évaluation
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument220 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeePas encore d'évaluation
- Material Imperfections: CSWIP 3.1 Welding InspectionDocument12 pagesMaterial Imperfections: CSWIP 3.1 Welding InspectionLâm ThanhPas encore d'évaluation
- CSWIP 3.1 Study NotesDocument11 pagesCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- WI 01 - Introduction To WI ModuleDocument14 pagesWI 01 - Introduction To WI ModuledayalramPas encore d'évaluation
- CSWIP-WI-6-92 14th Edition April 2017Document17 pagesCSWIP-WI-6-92 14th Edition April 2017mullanjiPas encore d'évaluation
- 4.2.2 Material Grade Tables: 4.2 Manufactured MaterialsDocument10 pages4.2.2 Material Grade Tables: 4.2 Manufactured Materialstamson19071978Pas encore d'évaluation
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocument26 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasPas encore d'évaluation
- Destructive and Non Destructive TestingDocument51 pagesDestructive and Non Destructive TestingMorg Actus100% (1)
- Cswip 3 1 Welding Inspector Multiple Choice Question Dec 7 2007Document43 pagesCswip 3 1 Welding Inspector Multiple Choice Question Dec 7 2007sri.majji8937100% (1)
- Inspection Criteria and Quality Systems For Welded Steel StructuresDocument32 pagesInspection Criteria and Quality Systems For Welded Steel Structuresp2pcreepPas encore d'évaluation
- WIS5 Imperfections 2006 PDFDocument81 pagesWIS5 Imperfections 2006 PDFWatcharapong Puangthaisong100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection P Ractical Visual Inspection of WeldsDocument40 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection P Ractical Visual Inspection of Weldsmuthuswamy77Pas encore d'évaluation
- Product Technology (Welds)Document84 pagesProduct Technology (Welds)dvianPas encore d'évaluation
- 04 WIS5 MechanicalTesting 2006Document114 pages04 WIS5 MechanicalTesting 2006mdsajidalam100% (1)
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionnanivenkatgauravPas encore d'évaluation
- Wilhelmsen Ships Service: Welding Issues: Hydrogen Cracking - Cold Cracks (Hydrogen Embrittlement)Document5 pagesWilhelmsen Ships Service: Welding Issues: Hydrogen Cracking - Cold Cracks (Hydrogen Embrittlement)Eilujalimaha GjsPas encore d'évaluation
- Good Welding Practice Stainless Steels-PresentaciónDocument30 pagesGood Welding Practice Stainless Steels-PresentaciónSaúl L Hdez TPas encore d'évaluation
- Elliott Turbomachinery Hydrogen Compressor Materials 1697477972Document25 pagesElliott Turbomachinery Hydrogen Compressor Materials 1697477972avciayPas encore d'évaluation
- Weld AbilityDocument34 pagesWeld AbilityGauthamSarangPas encore d'évaluation
- Weld AbilityDocument34 pagesWeld Abilityae1329Pas encore d'évaluation
- Materials For Hydrogen CompressionDocument25 pagesMaterials For Hydrogen Compressiontopspeed1Pas encore d'évaluation
- TWI CSWIP 3.1 Wis 5 Welding Inspection Calibration: World Centre For Materials Joining TechnologyDocument3 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Calibration: World Centre For Materials Joining TechnologyOnur AltuntaşPas encore d'évaluation
- TWI CSWIP 3.1 Wis 5 Welding Inspection Four Factors: World Centre For Materials Joining TechnologyDocument7 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Four Factors: World Centre For Materials Joining TechnologyOnur AltuntaşPas encore d'évaluation
- Information Handling Services, 2000Document27 pagesInformation Handling Services, 2000Onur Altuntaş100% (1)
- TWI CSWIP Visual Inspection of WeldDocument102 pagesTWI CSWIP Visual Inspection of WeldOnur Altuntaş100% (24)
- CSWIP 3.0 Practical Fillet Welded T Joint Instruction SheetDocument4 pagesCSWIP 3.0 Practical Fillet Welded T Joint Instruction SheetOnur Altuntaş100% (2)
- Asme 31.9Document86 pagesAsme 31.9Onur AltuntaşPas encore d'évaluation
- Brochure sp761lfDocument10 pagesBrochure sp761lfkathy fernandezPas encore d'évaluation
- TIL 1881 Network Security TIL For Mark VI Controller Platform PDFDocument11 pagesTIL 1881 Network Security TIL For Mark VI Controller Platform PDFManuel L LombarderoPas encore d'évaluation
- Programmable Safety Systems PSS-Range: Service Tool PSS SW QLD, From Version 4.2 Operating Manual Item No. 19 461Document18 pagesProgrammable Safety Systems PSS-Range: Service Tool PSS SW QLD, From Version 4.2 Operating Manual Item No. 19 461MAICK_ITSPas encore d'évaluation
- Analysis of Metal Matrix Composite (MMC) Applied Armor System Analysis of Metal Matrix Composite (MMC) Applied Armor SystemDocument8 pagesAnalysis of Metal Matrix Composite (MMC) Applied Armor System Analysis of Metal Matrix Composite (MMC) Applied Armor SystemDerianSyahPas encore d'évaluation
- 2g SSV Drive Test Report 154128 - Yos - SudrsoDocument8 pages2g SSV Drive Test Report 154128 - Yos - SudrsohimmuraaPas encore d'évaluation
- Interfacing Seven Segment Display With LPC1769Document18 pagesInterfacing Seven Segment Display With LPC1769Gurudatta Palankar0% (1)
- BEC198 (Finals)Document180 pagesBEC198 (Finals)Lorenz BerroyaPas encore d'évaluation
- Toyota Vios Ecu Wiring DiagramDocument4 pagesToyota Vios Ecu Wiring DiagramSri Yuniati17% (6)
- NanoDocument10 pagesNanoRavi TejaPas encore d'évaluation
- Udyam Registration Certificate UDYAM-MH-26-0097771Document3 pagesUdyam Registration Certificate UDYAM-MH-26-0097771Suresh D ChematePas encore d'évaluation
- Design Procedure For Journal BearingsDocument4 pagesDesign Procedure For Journal BearingsSwaminathan100% (1)
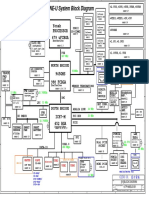
- Clevo M620ne-UDocument34 pagesClevo M620ne-UHh woo't hoofPas encore d'évaluation
- Practice Exam 1Document7 pagesPractice Exam 1425Pas encore d'évaluation
- CPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFDocument51 pagesCPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFMar SolPas encore d'évaluation
- Forklift Operator Evaluation Form: Operator Behaviors Rating Comments Pre-Use InspectionDocument2 pagesForklift Operator Evaluation Form: Operator Behaviors Rating Comments Pre-Use InspectionXionPas encore d'évaluation
- Peugeot 3008 BrochureDocument18 pagesPeugeot 3008 Brochuremihai12movePas encore d'évaluation
- DVMDocument197 pagesDVMLeonardLapatratPas encore d'évaluation
- AN127Document32 pagesAN127piyushpandeyPas encore d'évaluation
- Cable Ties DatasheetDocument7 pagesCable Ties DatasheetGovind ChaudhariPas encore d'évaluation
- Oracle E-Business Suite Release 12.2.6 Readme (Doc ID 2114016.1)Document18 pagesOracle E-Business Suite Release 12.2.6 Readme (Doc ID 2114016.1)KingPas encore d'évaluation
- 01-19 Diagnostic Trouble Code Table PDFDocument40 pages01-19 Diagnostic Trouble Code Table PDFmefisto06cPas encore d'évaluation
- Seminar Report ON "Linux"Document17 pagesSeminar Report ON "Linux"Ayush BhatPas encore d'évaluation
- JLG 600A 660AJ From Serial 0300177361 Service Manual (1) (1) Gabriel DSDDocument4 pagesJLG 600A 660AJ From Serial 0300177361 Service Manual (1) (1) Gabriel DSDCASAQUI LVAPas encore d'évaluation
- Limak 2017 Annual ReportDocument122 pagesLimak 2017 Annual Reportorcun_ertPas encore d'évaluation
- DualityDocument27 pagesDualitySuprabhat TiwariPas encore d'évaluation
- Planning For Information NetworkDocument32 pagesPlanning For Information NetworkChandraAdsenubiiPas encore d'évaluation
- AVR Interrupt Programming in Assembly and CDocument38 pagesAVR Interrupt Programming in Assembly and CK142526 AlishanPas encore d'évaluation
- Us06-106 850 01 01 02 PDFDocument6 pagesUs06-106 850 01 01 02 PDFF2CANALESPas encore d'évaluation
- Circuito PCB Control Pedal V3 TerminadoDocument1 pageCircuito PCB Control Pedal V3 TerminadoMarcelo PereiraPas encore d'évaluation