Vous aimerez peut-être aussi
- Introduction to N.C.M., a Non Contact Measurement ToolD'EverandIntroduction to N.C.M., a Non Contact Measurement ToolPas encore d'évaluation
- Flexible Manufacturing SystemsDocument40 pagesFlexible Manufacturing SystemsHanoz Patel100% (1)
- Difference Between Analog ComputerDocument1 pageDifference Between Analog Computertapas_bayen9388Pas encore d'évaluation
- Multiphase Flow in Polymer ProcessingD'EverandMultiphase Flow in Polymer ProcessingChang HanÉvaluation : 1 sur 5 étoiles1/5 (1)
- Certified Manufacturing Engineer A Complete Guide - 2020 EditionD'EverandCertified Manufacturing Engineer A Complete Guide - 2020 EditionPas encore d'évaluation
- Introduction To CAD/CADD, Installation and Working With OnshapeDocument14 pagesIntroduction To CAD/CADD, Installation and Working With OnshapeBhargav Prajwal0% (1)
- Cycle Time Calculation-Unit - 15 - Flexible - Manufacturing - Systems PDFDocument38 pagesCycle Time Calculation-Unit - 15 - Flexible - Manufacturing - Systems PDFzainikamal1975Pas encore d'évaluation
- Automation and FMSDocument63 pagesAutomation and FMSSaurav GuptaPas encore d'évaluation
- Optimum Sequence and Minimum Elapsed TimeDocument7 pagesOptimum Sequence and Minimum Elapsed Timekabo busanangPas encore d'évaluation
- Flexible Manufacturing Cells & Systems Review QuestionsDocument4 pagesFlexible Manufacturing Cells & Systems Review QuestionsurielPas encore d'évaluation
- Onshape Workshop 1 BookletDocument14 pagesOnshape Workshop 1 BookletLaia DmPas encore d'évaluation
- Chapter 1 Introduction To Control SystemDocument16 pagesChapter 1 Introduction To Control SystemazharsamahPas encore d'évaluation
- NX 10 For Engineering Design PDFDocument207 pagesNX 10 For Engineering Design PDFAnonymous EVAzqFeburPas encore d'évaluation
- Introduction To Manufacturing SystemsDocument36 pagesIntroduction To Manufacturing SystemsflamingskybluePas encore d'évaluation
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC Machinesbulon09100% (1)
- Guide to Anodizing Aluminum and Dyeing ProcessDocument11 pagesGuide to Anodizing Aluminum and Dyeing ProcessG Sathesh KumarPas encore d'évaluation
- Creo Parametric Quick Reference CardsDocument14 pagesCreo Parametric Quick Reference CardsvikaspiPas encore d'évaluation
- 1 2 4 A Circuitcalculations PLTWDocument3 pages1 2 4 A Circuitcalculations PLTWapi-308131962Pas encore d'évaluation
- Part 2 - Computer Graphics - NotesDocument8 pagesPart 2 - Computer Graphics - NotesnasipwoniPas encore d'évaluation
- Your Source For GD&T Training and MaterialsDocument26 pagesYour Source For GD&T Training and MaterialsGiridharPogalaGiridharPogalaPas encore d'évaluation
- Activity 3.1a Linear Measurement With Metric UnitsDocument4 pagesActivity 3.1a Linear Measurement With Metric Unitsluis quizhpiPas encore d'évaluation
- Automobile Noise and Vibration ReviewDocument5 pagesAutomobile Noise and Vibration ReviewIbrahim LotfyPas encore d'évaluation
- 25.file Input and OutputDocument28 pages25.file Input and OutputsenthilmechsterPas encore d'évaluation
- 01 IntroductionDocument36 pages01 IntroductionzailekPas encore d'évaluation
- Digimat: The Material Modeling PlatformDocument24 pagesDigimat: The Material Modeling PlatformsuganthPas encore d'évaluation
- Sheet Lamination Additive ManufacturingDocument2 pagesSheet Lamination Additive ManufacturingYeabsraPas encore d'évaluation
- Material PropertiesDocument1 pageMaterial PropertiesqsultanPas encore d'évaluation
- ANSYS Tutorial Design OptimizationDocument9 pagesANSYS Tutorial Design OptimizationSimulation CAE100% (4)
- Unit-I Two Marks Questions and Answers 1. Explain CIMDocument4 pagesUnit-I Two Marks Questions and Answers 1. Explain CIMKailashPas encore d'évaluation
- Computer Integrated ManufacturerDocument2 pagesComputer Integrated ManufacturerHafiezul HassanPas encore d'évaluation
- Basic: Cad-Based For Greater PowerDocument2 pagesBasic: Cad-Based For Greater PowerraduvascautiPas encore d'évaluation
- Planning Schedule for Integrated Design ProjectDocument16 pagesPlanning Schedule for Integrated Design ProjectEsabell OliviaPas encore d'évaluation
- Case StudyDocument4 pagesCase StudyDibon John SeronPas encore d'évaluation
- Dsa 5500Document12 pagesDsa 5500Nguyen Van ToanPas encore d'évaluation
- Introduction To Thermal Analysis Using MSC - ThermalDocument356 pagesIntroduction To Thermal Analysis Using MSC - ThermalSimulation CAEPas encore d'évaluation
- Formability Simulation DFE (Die Face Engineering) Process GuidanceDocument0 pageFormability Simulation DFE (Die Face Engineering) Process Guidancejagas123455123Pas encore d'évaluation
- CNC TechnologyDocument40 pagesCNC TechnologymknttfPas encore d'évaluation
- MEC713 ProjectManagement MidtermlExam 2013Document8 pagesMEC713 ProjectManagement MidtermlExam 2013Fadi RonaldoPas encore d'évaluation
- Geometric ModelingDocument39 pagesGeometric ModelingPadmavathi Putra Lokesh100% (2)
- Moldflow PresentationDocument50 pagesMoldflow PresentationpatrickNX9420Pas encore d'évaluation
- VISUAL REALISM - HIDDEN LINE REMOVALDocument35 pagesVISUAL REALISM - HIDDEN LINE REMOVALmuthupuviPas encore d'évaluation
- STAR-CCM+ v11 Brochure 2016Document12 pagesSTAR-CCM+ v11 Brochure 2016Anonymous scnl9rHPas encore d'évaluation
- A Framework For Selection of Material Handling Equipment in Manufacturing and Logistics Facilities PDFDocument25 pagesA Framework For Selection of Material Handling Equipment in Manufacturing and Logistics Facilities PDFprime SEOPas encore d'évaluation
- 2 Tetra Meshing - 13Document11 pages2 Tetra Meshing - 13Varun ChaitanyaPas encore d'évaluation
- Impact of Fixture Design On Sheet Metal Assembly VariationDocument12 pagesImpact of Fixture Design On Sheet Metal Assembly VariationSaran CoolPas encore d'évaluation
- Chap01-01b Preamble - Introduction To CAD CAM PDFDocument15 pagesChap01-01b Preamble - Introduction To CAD CAM PDFRam Babu ShripatPas encore d'évaluation
- NX CAD Design Engineer CourseDocument2 pagesNX CAD Design Engineer CourseSK ARIF MAHAMMADPas encore d'évaluation
- Intro To HypermeshDocument35 pagesIntro To HypermeshAryan GuptaPas encore d'évaluation
- Christian Nienhueser-Meshing Techniques in Asys ICEM CFD 50Document38 pagesChristian Nienhueser-Meshing Techniques in Asys ICEM CFD 50reza rohani100% (1)
- Advanced Assembly LearningDocument3 pagesAdvanced Assembly Learningsusil kumarPas encore d'évaluation
- GD&T Geometric Dimensioning and TolerancesDocument19 pagesGD&T Geometric Dimensioning and TolerancesAlejandro LeePas encore d'évaluation
- CIM Lecture Overview Computer Integrated ManufacturingDocument37 pagesCIM Lecture Overview Computer Integrated ManufacturingSatheesh SekarPas encore d'évaluation
- Thermal Management of Power ElectronicsDocument6 pagesThermal Management of Power Electronicsh4n5_chr1sPas encore d'évaluation
- Flexible Manufacturing System (FMS) 1Document30 pagesFlexible Manufacturing System (FMS) 1Akatew Haile MebrahtuPas encore d'évaluation
- Chapter 1 Introduction To FMSDocument30 pagesChapter 1 Introduction To FMSDo Thi My LePas encore d'évaluation
- Submitted By: Chithralekha R S4 Mba CETDocument45 pagesSubmitted By: Chithralekha R S4 Mba CETAnish VijayPas encore d'évaluation
- Steps For PF Amount Transfer (New) ..............Document5 pagesSteps For PF Amount Transfer (New) ..............SasiKumar PetchiappanPas encore d'évaluation
- Grade 3 MathsDocument3 pagesGrade 3 MathsSasiKumar PetchiappanPas encore d'évaluation
- Chapter-5: 5.1 Fabrication Techniques of Composite MaterialsDocument6 pagesChapter-5: 5.1 Fabrication Techniques of Composite MaterialsSasiKumar PetchiappanPas encore d'évaluation
- Institution Paper Presentation Contests: S.No Name of The Program Duration of The Program Resource Person(s)Document34 pagesInstitution Paper Presentation Contests: S.No Name of The Program Duration of The Program Resource Person(s)SasiKumar PetchiappanPas encore d'évaluation
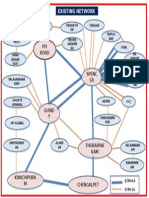
- Existing Network Connecting Key Areas in ChennaiDocument1 pageExisting Network Connecting Key Areas in ChennaiSasiKumar PetchiappanPas encore d'évaluation
- A R Collage of Engineering and TechnologyDocument1 pageA R Collage of Engineering and TechnologySasiKumar PetchiappanPas encore d'évaluation
- Slot Information Report - 07!15!2015!19!28-07Document2 pagesSlot Information Report - 07!15!2015!19!28-07SasiKumar PetchiappanPas encore d'évaluation
- User Manual 5 PDFDocument518 pagesUser Manual 5 PDFSasiKumar PetchiappanPas encore d'évaluation
- Work Permit (Ra Puram) - 28-Nov - 2013Document1 pageWork Permit (Ra Puram) - 28-Nov - 2013SasiKumar PetchiappanPas encore d'évaluation
- Slot Information Report - 07!15!2015!19!28-07Document2 pagesSlot Information Report - 07!15!2015!19!28-07SasiKumar PetchiappanPas encore d'évaluation
- Front Pagels and BonofideDocument2 pagesFront Pagels and BonofideSasiKumar PetchiappanPas encore d'évaluation
- Chapter-4: 4.1 Matrix MaterialsDocument17 pagesChapter-4: 4.1 Matrix MaterialsSasiKumar PetchiappanPas encore d'évaluation
- SalmanDocument2 pagesSalmanSasiKumar PetchiappanPas encore d'évaluation
- Content Materials1Document40 pagesContent Materials1SasiKumar PetchiappanPas encore d'évaluation
- Quality ConceptDocument2 pagesQuality ConceptSasiKumar PetchiappanPas encore d'évaluation
- Question Bank: Ee 1403 - Design of Electrical ApparatusDocument11 pagesQuestion Bank: Ee 1403 - Design of Electrical ApparatussuriyasureshPas encore d'évaluation
- Design Fundamentals and Methods for Materials SelectionDocument1 pageDesign Fundamentals and Methods for Materials SelectionSasiKumar PetchiappanPas encore d'évaluation
- Theory of Machines12Document1 pageTheory of Machines12SasiKumar PetchiappanPas encore d'évaluation
- Electrical Based Titles 2009-2010Document2 pagesElectrical Based Titles 2009-2010Siva SankarPas encore d'évaluation
- 2K Factor PDFDocument6 pages2K Factor PDFvmgobinathPas encore d'évaluation
- Centre For Research Anna University:: Chennai 600025 Enrolment Form/ Registration Renewal FormDocument1 pageCentre For Research Anna University:: Chennai 600025 Enrolment Form/ Registration Renewal FormruthshaPas encore d'évaluation
- Ieee Electronics 2013 - 2014Document49 pagesIeee Electronics 2013 - 2014SasiKumar PetchiappanPas encore d'évaluation
- Time Table For EngDocument1 pageTime Table For EngSasiKumar PetchiappanPas encore d'évaluation
- 405 M.E. Computer Science and EngineeringDocument68 pages405 M.E. Computer Science and EngineeringThanuambikaPas encore d'évaluation
- Iat-2 EgDocument1 pageIat-2 EgSasiKumar PetchiappanPas encore d'évaluation
- Rainwater Harvesting Basic ComponentsDocument3 pagesRainwater Harvesting Basic ComponentsSasiKumar PetchiappanPas encore d'évaluation
- Food and OilDocument11 pagesFood and OilSasiKumar PetchiappanPas encore d'évaluation
- Muhammad NijasDocument2 pagesMuhammad NijasSasiKumar PetchiappanPas encore d'évaluation
- Write The Procedure To Compile and Install Linux Kernel From SourceDocument1 pageWrite The Procedure To Compile and Install Linux Kernel From SourceSasiKumar PetchiappanPas encore d'évaluation
- Line Chart 3Document2 pagesLine Chart 3SasiKumar PetchiappanPas encore d'évaluation