Vous aimerez peut-être aussi
- Assembly Line BalancingDocument54 pagesAssembly Line BalancingKoushik RaoPas encore d'évaluation
- Pneumatic FeedingDocument113 pagesPneumatic Feedingragdapattice0% (1)
- Design of A Hydraulic Shearing MachineDocument12 pagesDesign of A Hydraulic Shearing Machinenitin chaudharyPas encore d'évaluation
- Vibratory Bowl Feeder - WorkingDocument1 pageVibratory Bowl Feeder - WorkingKushal SinghPas encore d'évaluation
- Fabrication of Pneumatic Auto Feed Punching MachineDocument73 pagesFabrication of Pneumatic Auto Feed Punching MachineVinayaga ProjectinstitutePas encore d'évaluation
- Simulation and Control of Fluid Flows Around Objects Using Computational Fluid DynamicsDocument54 pagesSimulation and Control of Fluid Flows Around Objects Using Computational Fluid DynamicsSagar KamatPas encore d'évaluation
- Cellular ManufacturingDocument61 pagesCellular Manufacturingapi-3852736100% (1)
- Experimental Stress AnalysisDocument1 pageExperimental Stress AnalysisSandeep VermaPas encore d'évaluation
- Aerospace Lug AnalysisDocument51 pagesAerospace Lug AnalysisAnthony GravagnePas encore d'évaluation
- Ass 1 Mech 6511 Mechanical Shaping of Metals and PlasticsDocument2 pagesAss 1 Mech 6511 Mechanical Shaping of Metals and PlasticsVarinder ThandiPas encore d'évaluation
- One Month Industrial Training Report On PWD PDFDocument39 pagesOne Month Industrial Training Report On PWD PDFAnkit Sandhu67% (43)
- Parametric Spur GearDocument11 pagesParametric Spur GearGoutam AcharjeePas encore d'évaluation
- Calibration and Control of Servo TrainerDocument14 pagesCalibration and Control of Servo Trainersyedhamdan45Pas encore d'évaluation
- University of Gondar Institute of Technology Department of Mechanical and Industrial Engineering Mahcine Design Project 1Document27 pagesUniversity of Gondar Institute of Technology Department of Mechanical and Industrial Engineering Mahcine Design Project 1lum_78100% (1)
- The Multiple Roots of Machinery Failures PDFDocument7 pagesThe Multiple Roots of Machinery Failures PDFAbdulrahman AlkhowaiterPas encore d'évaluation
- Design, Modification and Analysis of Concrete Mixer MachineDocument4 pagesDesign, Modification and Analysis of Concrete Mixer MachineEditor IJRITCCPas encore d'évaluation
- Spoon Injection Project ReportDocument73 pagesSpoon Injection Project ReportPaturu VijayPas encore d'évaluation
- Automation and Control-Ch08 SolutionDocument8 pagesAutomation and Control-Ch08 SolutionMuhammad Adeel Ahsen100% (2)
- The Design Development of Automated Programmable Orientation Tools For Vibratory Bowl Feeders PDFDocument166 pagesThe Design Development of Automated Programmable Orientation Tools For Vibratory Bowl Feeders PDFmayank0738Pas encore d'évaluation
- Gearbox Design Project ReportDocument2 pagesGearbox Design Project ReportAnonymous dWtqWj4qjPas encore d'évaluation
- Vibratory Bowl Feeders IncompleteDocument21 pagesVibratory Bowl Feeders IncompleteAJAY SINGHPas encore d'évaluation
- Maintenance of Machinery Course Code: Mceng 5142 Instructor: Mesfin S. (PH.D.)Document30 pagesMaintenance of Machinery Course Code: Mceng 5142 Instructor: Mesfin S. (PH.D.)Mikias Tefera100% (1)
- The Design of Belt ConveyorDocument10 pagesThe Design of Belt Conveyormihai90Pas encore d'évaluation
- A Method To Design Vibratory Bowl Feeder by UsingDocument10 pagesA Method To Design Vibratory Bowl Feeder by Usingأحمد عاطف أبوغديرPas encore d'évaluation
- Motorized Pipe Bending MachineDocument8 pagesMotorized Pipe Bending Machineanon_201618867Pas encore d'évaluation
- Bearing Load CalculationDocument9 pagesBearing Load CalculationitzpcsPas encore d'évaluation
- Conveyor BeltDocument58 pagesConveyor BeltSheik Mohammed HPas encore d'évaluation
- Facility Layout - AteneonlineDocument32 pagesFacility Layout - AteneonlineKashifgee6100% (1)
- Material Handling RobotsDocument42 pagesMaterial Handling RobotsMURTHY RAJPas encore d'évaluation
- Quantitative Models (Chp10)Document22 pagesQuantitative Models (Chp10)Ruchika VermaPas encore d'évaluation
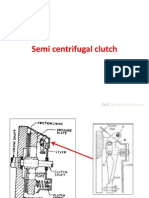
- Semi Centrifugal ClutchDocument5 pagesSemi Centrifugal ClutchAdhavan0% (1)
- Machine DesignDocument14 pagesMachine DesignSirajuddin A100% (1)
- Mastering The MachineDocument26 pagesMastering The MachineIRONSAVIORPas encore d'évaluation
- Design of Miniature GearboxDocument32 pagesDesign of Miniature GearboxSatish HSPas encore d'évaluation
- Automation, Prouction Systems and CIM MP GROOVER CHAPTER 3 SolutionDocument7 pagesAutomation, Prouction Systems and CIM MP GROOVER CHAPTER 3 SolutionMuhammad Adeel Ahsen100% (1)
- Presentation 11Document40 pagesPresentation 11Anam ShoaibPas encore d'évaluation
- Drilling of Composite MaterialsDocument17 pagesDrilling of Composite Materialsrinu248Pas encore d'évaluation
- Scissor LiftDocument8 pagesScissor LiftSiew Hiong JongPas encore d'évaluation
- 1.5.1 Intro To MicromachiningDocument24 pages1.5.1 Intro To MicromachiningAshish MishraPas encore d'évaluation
- Limits and FitsDocument6 pagesLimits and Fitscamohunter71Pas encore d'évaluation
- Hydraulic PressesDocument13 pagesHydraulic PressesAhmed Adel ShatlaPas encore d'évaluation
- Automation, Prouction Systems and CIM MP GROOVER CHAPTER 7 SolutionDocument24 pagesAutomation, Prouction Systems and CIM MP GROOVER CHAPTER 7 SolutionMuhammad Adeel Ahsen100% (1)
- Automation, Production Systems, and Computer Integrated ManufacturingDocument25 pagesAutomation, Production Systems, and Computer Integrated Manufacturinganon_538212232100% (5)
- 2robot Applications Main8Document55 pages2robot Applications Main8saikumarPas encore d'évaluation
- 13 Fault Diagnosis and Maintenance For CNC Machine PDFDocument5 pages13 Fault Diagnosis and Maintenance For CNC Machine PDFGuillermo RamirezPas encore d'évaluation
- Vibratory Bowl Feeder Selection CriteriaDocument4 pagesVibratory Bowl Feeder Selection CriteriaimrancenakkPas encore d'évaluation
- Material Selection in Gear DesignDocument6 pagesMaterial Selection in Gear DesignAndre Branco Gil0% (1)
- Mahindra Gears Transmiision Training ReportDocument32 pagesMahindra Gears Transmiision Training Reportbestmadeeasy50% (2)
- Analysis of Axial Flow FansDocument7 pagesAnalysis of Axial Flow FanshonghieutrPas encore d'évaluation
- Ideal Institute of Engineering: Industrial RoboticsDocument10 pagesIdeal Institute of Engineering: Industrial RoboticsSoumik DasPas encore d'évaluation
- Prime Institute of Engineering & Technology: Gujarat Technological UniversityDocument34 pagesPrime Institute of Engineering & Technology: Gujarat Technological UniversitySuchitra dhrubcharan hotaPas encore d'évaluation
- Assembly LineDocument20 pagesAssembly LineSrikanth Vasantada0% (1)
- Manufacturing Systems-Fleximble Manufacturing Application-Case Study of ZimbabweDocument5 pagesManufacturing Systems-Fleximble Manufacturing Application-Case Study of Zimbabwejosphat muchatutaPas encore d'évaluation
- 01 - Machine Installation and Plant MaintenanceDocument49 pages01 - Machine Installation and Plant Maintenancegirma worku100% (2)
- Programming Industrial Automation Laboratory Manual 2021-22Document60 pagesProgramming Industrial Automation Laboratory Manual 2021-22Insane PersonPas encore d'évaluation
- Introduction of Line BalancingDocument19 pagesIntroduction of Line Balancingwunan07100% (20)
- Flexsim Simulation ModelingDocument8 pagesFlexsim Simulation ModelingBrandon VarnadorePas encore d'évaluation
- CFD Analysis of ManifoldDocument27 pagesCFD Analysis of ManifoldsravitejaPas encore d'évaluation
- Chapter09 (Shaft)Document70 pagesChapter09 (Shaft)Ganesh DongrePas encore d'évaluation
- KAizenDocument12 pagesKAizenTarun SharmaPas encore d'évaluation
- Flexible Pin Bush CouplingDocument3 pagesFlexible Pin Bush Couplingsunilshinday1_456107Pas encore d'évaluation
- Components for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesD'EverandComponents for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesPas encore d'évaluation
- T & F - 1Document22 pagesT & F - 1desai628Pas encore d'évaluation
- Welcome To Institute of Engineering & Technology, LucknowDocument1 pageWelcome To Institute of Engineering & Technology, Lucknowdesai628Pas encore d'évaluation
- NITIE Advt of IE-MM-PM Size 15x30 B&WDocument1 pageNITIE Advt of IE-MM-PM Size 15x30 B&Wdesai628Pas encore d'évaluation
- Spectrum5 Volume5 PDFDocument16 pagesSpectrum5 Volume5 PDFdesai628Pas encore d'évaluation
- 10.1.1.138.410 Modelling of Cutting ForcesDocument8 pages10.1.1.138.410 Modelling of Cutting ForcesVijayakumarBaskarPas encore d'évaluation
- Abaqus Simulating Thermal Expansion PDFDocument20 pagesAbaqus Simulating Thermal Expansion PDFhasib75% (4)
- Gujarat Technological University: InstructionsDocument1 pageGujarat Technological University: Instructionsdesai628Pas encore d'évaluation
- RECOGNISED LABORATORIES (Alphabetic List)Document12 pagesRECOGNISED LABORATORIES (Alphabetic List)desai628Pas encore d'évaluation
- Helical MillingDocument12 pagesHelical Millingdesai628Pas encore d'évaluation
- Module 1 Lecture 1 FinalDocument16 pagesModule 1 Lecture 1 Finaldesai628Pas encore d'évaluation
- About MNIT Course Coordinators: Dr. Dinesh Kumar Assistant ProfessorDocument2 pagesAbout MNIT Course Coordinators: Dr. Dinesh Kumar Assistant Professorshweta_of_sPas encore d'évaluation
- Sequence Assembly, II - DRAFT: February 12, 1998 Lecturer: Phil Green Notes: Nitin SharmaDocument6 pagesSequence Assembly, II - DRAFT: February 12, 1998 Lecturer: Phil Green Notes: Nitin Sharmadesai628Pas encore d'évaluation
- Automated AssemblyDocument39 pagesAutomated Assemblylakshmigsr6610Pas encore d'évaluation
- Gujarat Technological University: Mechanical (Production Engg.)Document1 pageGujarat Technological University: Mechanical (Production Engg.)desai628Pas encore d'évaluation
- LiteratureDocument36 pagesLiteraturedesai628Pas encore d'évaluation
- A Research Project Report OnDocument80 pagesA Research Project Report OnSaurabh RajputPas encore d'évaluation
- Metal Forming SummaryDocument22 pagesMetal Forming Summarydesai628Pas encore d'évaluation
- Holiday 2012Document2 pagesHoliday 2012desai628Pas encore d'évaluation
- Tord Boontje SpecsDocument3 pagesTord Boontje Specsprasence21Pas encore d'évaluation
- Plastic Properties HandbookDocument15 pagesPlastic Properties HandbookguilloteARGPas encore d'évaluation
- Testing Erosion For FRPDocument6 pagesTesting Erosion For FRPocta aldyPas encore d'évaluation
- RequirementsDocument18 pagesRequirementsmpedraza-1Pas encore d'évaluation
- R.H. Bogue Has Identified Four Major CompoundsDocument45 pagesR.H. Bogue Has Identified Four Major Compoundsbhkedar100% (1)
- Batch No: Wurth SR No: 1 Date: 2/1/2018 Tested For: PAHARPUR Test Type: Tensile - Rod/Tube Basic Load/Displacement GraphDocument7 pagesBatch No: Wurth SR No: 1 Date: 2/1/2018 Tested For: PAHARPUR Test Type: Tensile - Rod/Tube Basic Load/Displacement GraphkasvikrajPas encore d'évaluation
- Gear Lecturers2 - 10Document17 pagesGear Lecturers2 - 10Muhammad WaqasPas encore d'évaluation
- Somplan AS: Installation InstructionsDocument3 pagesSomplan AS: Installation Instructionsaszklm105Pas encore d'évaluation
- Perancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101Document9 pagesPerancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101eko nurmawanPas encore d'évaluation
- Computer Aided LayoutDocument59 pagesComputer Aided Layoutdraganica0507Pas encore d'évaluation
- 04Document39 pages04Hoang Viet100% (1)
- Concrete Heat of HydrationDocument8 pagesConcrete Heat of HydrationeaishehPas encore d'évaluation
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocument23 pagesManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhPas encore d'évaluation
- GST Tax Invoice Format For Services TeachooDocument150 pagesGST Tax Invoice Format For Services TeachooAnonymous dDFZxpKPas encore d'évaluation
- Standard Glass Insulator Catalogue English-HCDocument13 pagesStandard Glass Insulator Catalogue English-HChcindustryPas encore d'évaluation
- Lecture 4-Unit 1 Lesson 4Document23 pagesLecture 4-Unit 1 Lesson 4Jameel MalikPas encore d'évaluation
- SpecificationDocument6 pagesSpecificationArnold VercelesPas encore d'évaluation
- ElasticityDocument73 pagesElasticityYugandhar VeeramachaneniPas encore d'évaluation
- PWHTDocument25 pagesPWHTBruce leePas encore d'évaluation
- Certificado Alambre 0.9mmDocument1 pageCertificado Alambre 0.9mmAlfredo OrellanaPas encore d'évaluation
- 08 Plasticity CompleteDocument85 pages08 Plasticity CompleteSebastiao SilvaPas encore d'évaluation
- An Overview of The Machinability of Aeroengine Alloys: E.O. Ezugwu ", J. Bonney, Y. YamaneDocument1 pageAn Overview of The Machinability of Aeroengine Alloys: E.O. Ezugwu ", J. Bonney, Y. YamaneMiguel Roque VPas encore d'évaluation
- Insulators..... 101Document7 pagesInsulators..... 101Jairaj SinghPas encore d'évaluation
- Manufacturing SystemDocument43 pagesManufacturing SystemateqahPas encore d'évaluation
- Advertisement From MEMSDocument3 pagesAdvertisement From MEMSduttarupeshPas encore d'évaluation
- Principles of Material HandlingDocument27 pagesPrinciples of Material HandlingManoy BermeoPas encore d'évaluation