Vous aimerez peut-être aussi
- Lab 4 Metallography PDFDocument8 pagesLab 4 Metallography PDFjohn hayPas encore d'évaluation
- Metallography Report ZubairDocument5 pagesMetallography Report ZubairMuhammad ZubairPas encore d'évaluation
- Preparation of Specimen For Microscopic ExaminationDocument4 pagesPreparation of Specimen For Microscopic ExaminationsunfaceselvamPas encore d'évaluation
- Lab 3 Metallography and HardnessDocument9 pagesLab 3 Metallography and HardnessTommy Miles100% (1)
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaPas encore d'évaluation
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingKanti Solanki100% (1)
- Ff14c Metallography Report 2019 2020 Spring e Taban 2020 Ef8Document8 pagesFf14c Metallography Report 2019 2020 Spring e Taban 2020 Ef8cetinkaytalhaenes23Pas encore d'évaluation
- Metallographic Sample Preparation Techniques: BackgroundDocument8 pagesMetallographic Sample Preparation Techniques: BackgroundQA LAB ISMPas encore d'évaluation
- Lab Report 5Document13 pagesLab Report 5Jhon CarvajalPas encore d'évaluation
- Report MetallographyDocument6 pagesReport MetallographyOsama Bin Anwar0% (1)
- Materials Engineering (ME 252) : Dr. Hany AmmarDocument19 pagesMaterials Engineering (ME 252) : Dr. Hany AmmarDanialPas encore d'évaluation
- Powder Metallurgy (ISE)Document107 pagesPowder Metallurgy (ISE)likydo100% (1)
- CERAMic and GlassDocument53 pagesCERAMic and GlassAjyant SuryaPas encore d'évaluation
- Metallography Lab Metallography Lab Metallography Lab Metallography LabDocument14 pagesMetallography Lab Metallography Lab Metallography Lab Metallography Labvishaly_450% (2)
- Powder Metallurgy: Production and Characterization of Metal PowdersDocument84 pagesPowder Metallurgy: Production and Characterization of Metal PowdersNyanda MadiliPas encore d'évaluation
- Microstructural Examination of Ceramic MaterialDocument16 pagesMicrostructural Examination of Ceramic MaterialRudrang ChauhanPas encore d'évaluation
- Steps Involved in Powder Metallurgy ProcessDocument6 pagesSteps Involved in Powder Metallurgy ProcessAtul ParabPas encore d'évaluation
- Seminar Special CastingDocument16 pagesSeminar Special CastingAjith SreenathPas encore d'évaluation
- Introduction to Powder Metallurgy ProcessDocument43 pagesIntroduction to Powder Metallurgy ProcessthirumalaikumaranPas encore d'évaluation
- Au CMC 2010Document60 pagesAu CMC 2010RajijackPas encore d'évaluation
- ME8352-Manufacturing Technology - I (MT-I) With QBDocument91 pagesME8352-Manufacturing Technology - I (MT-I) With QBMohana KrishnanPas encore d'évaluation
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document123 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaPas encore d'évaluation
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaPas encore d'évaluation
- Sesion 2Document41 pagesSesion 2jordynPas encore d'évaluation
- TTU Metallurgical Processes LAB Exp.3: Specimen PreparationDocument9 pagesTTU Metallurgical Processes LAB Exp.3: Specimen PreparationG. Dancer GhPas encore d'évaluation
- Jauhemetallurgian Perusteet: Sintering - ISO DefinitionDocument16 pagesJauhemetallurgian Perusteet: Sintering - ISO DefinitionStevie Alfian RizkiPas encore d'évaluation
- Ceramics: Presentation By: Sam-Bandawe Wesley A. Juma Mcdonald KDocument23 pagesCeramics: Presentation By: Sam-Bandawe Wesley A. Juma Mcdonald Kmcdonald jumaPas encore d'évaluation
- Assignment # 1: Course: Nano Materials Instructor: Sir Abdul Basit SaimDocument5 pagesAssignment # 1: Course: Nano Materials Instructor: Sir Abdul Basit SaimUmara KhalidPas encore d'évaluation
- Powder Metallurgy Techniques For Titanium AlloysDocument11 pagesPowder Metallurgy Techniques For Titanium AlloysQasim SaadPas encore d'évaluation
- Advannced Manufacturing Process. Module 1Document61 pagesAdvannced Manufacturing Process. Module 1Thomas TharakanPas encore d'évaluation
- Unit Iv Powder MetallurgyDocument39 pagesUnit Iv Powder MetallurgyNyanda MadiliPas encore d'évaluation
- Chapter 7Document85 pagesChapter 7tilki2007Pas encore d'évaluation
- Practical Metallography: Faculty of Production Engineering and ManagementDocument18 pagesPractical Metallography: Faculty of Production Engineering and ManagementMassimo FumarolaPas encore d'évaluation
- Microstructure AnalysisDocument4 pagesMicrostructure AnalysissgarrabPas encore d'évaluation
- Metallographic Specimen Preparation GuideDocument13 pagesMetallographic Specimen Preparation Guidesantu_23Pas encore d'évaluation
- Foundry and Metal CastingDocument53 pagesFoundry and Metal CastingAndrey MedranoPas encore d'évaluation
- Powder MetallurgyDocument79 pagesPowder MetallurgyTrevor Menezes100% (1)
- Powder MetallurgyDocument79 pagesPowder MetallurgyhavalPas encore d'évaluation
- Powder Metallurgy: Ms C MawareDocument41 pagesPowder Metallurgy: Ms C Mawarechris mushunjePas encore d'évaluation
- Syllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringDocument59 pagesSyllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringJezneel Jiju AbrahamPas encore d'évaluation
- Lab 1Document5 pagesLab 1AHMAD NAIM BIN AHMAD NAZRI / UPMPas encore d'évaluation
- Introduction to Biomaterials and Biocompatibility LectureDocument55 pagesIntroduction to Biomaterials and Biocompatibility LectureRaquel Gutierrez FernandezPas encore d'évaluation
- National University of Science and TechnologyDocument6 pagesNational University of Science and TechnologyObrian TandiPas encore d'évaluation
- Shahreza Agung AlfatihDocument4 pagesShahreza Agung AlfatihShahreza agungPas encore d'évaluation
- Powder Metallurgy - PMDocument22 pagesPowder Metallurgy - PMFornade AndreiPas encore d'évaluation
- Powder Metallurgy PDFDocument85 pagesPowder Metallurgy PDFharsurajPas encore d'évaluation
- Powder MetallurgyDocument33 pagesPowder MetallurgyMohanakumara K CPas encore d'évaluation
- Microstructure Optimization of Alloy Cast Iron Improves Grinding Plate PerformanceDocument6 pagesMicrostructure Optimization of Alloy Cast Iron Improves Grinding Plate PerformanceproffrahulPas encore d'évaluation
- 7 - Special Casting ProcessesDocument21 pages7 - Special Casting ProcessesSaniyahPas encore d'évaluation
- Lecture # 4 Investment CastingDocument53 pagesLecture # 4 Investment CastingAbdulRehman Ahmed SoomroPas encore d'évaluation
- Micro & Macro ExaminationDocument51 pagesMicro & Macro ExaminationHernan Rodriguez50% (2)
- Powder Metallurgy ProcessDocument8 pagesPowder Metallurgy ProcessRabi Narayana SahuPas encore d'évaluation
- 1 Sample PreparationDocument490 pages1 Sample PreparationVyakulShahPas encore d'évaluation
- Metallographic Sample Preparation and Microstructure ObservationDocument11 pagesMetallographic Sample Preparation and Microstructure Observationafnanhanany50% (2)
- c4 MetallographyDocument26 pagesc4 MetallographyAlif Aizat Azman0% (1)
- MANUFACTURING PROCESSES GUIDEDocument50 pagesMANUFACTURING PROCESSES GUIDEJinky Mae PobrezaPas encore d'évaluation
- Technical Report On Magnesium SuperplasticityDocument22 pagesTechnical Report On Magnesium Superplasticityashvani0% (1)
- Principles of Powder MetallurgyDocument4 pagesPrinciples of Powder Metallurgyhegdemahesh1Pas encore d'évaluation
- Sheet Metal Forming Process Chapter 7Document155 pagesSheet Metal Forming Process Chapter 7Arun Pravin APPas encore d'évaluation
- Colloidal Ceramic Processing of Nano-, Micro-, and Macro-Particulate SystemsD'EverandColloidal Ceramic Processing of Nano-, Micro-, and Macro-Particulate SystemsWei-Heng ShihPas encore d'évaluation
- Which Cement To UseDocument3 pagesWhich Cement To UseRajat Kumar RoyPas encore d'évaluation
- Dharma. LecorbusierDocument43 pagesDharma. LecorbusierSiva RamanPas encore d'évaluation
- A Landscape EcologyDocument1 pageA Landscape Ecologyricha_msmePas encore d'évaluation
- TgaDocument27 pagesTgaricha_msmePas encore d'évaluation
- DSC Analysis of Materials at MANIT BhopalDocument70 pagesDSC Analysis of Materials at MANIT Bhopalricha_msmePas encore d'évaluation
- Optical Electronic SpectrosDocument41 pagesOptical Electronic Spectrosricha_msmePas encore d'évaluation
- Microanalysis: Richa Tripathi 101101111 B-Tech III RD Year MANIT BhopalDocument19 pagesMicroanalysis: Richa Tripathi 101101111 B-Tech III RD Year MANIT Bhopalricha_msmePas encore d'évaluation
- InclusionsDocument40 pagesInclusionsricha_msmePas encore d'évaluation
- NumericalDocument38 pagesNumericalricha_msmePas encore d'évaluation
- Iron Making2Document54 pagesIron Making2richa_msmePas encore d'évaluation
- F CrystalstructureDocument79 pagesF Crystalstructurericha_msmePas encore d'évaluation
- SinteringDocument10 pagesSinteringricha_msmePas encore d'évaluation
- PalletisationDocument6 pagesPalletisationricha_msmePas encore d'évaluation
- Barat BhavanDocument1 pageBarat Bhavanricha_msmePas encore d'évaluation
- Iron MakingDocument38 pagesIron Makingricha_msmePas encore d'évaluation
- 12-1880 Lube Oil Recommendations 12-02-2019 PDFDocument17 pages12-1880 Lube Oil Recommendations 12-02-2019 PDFFaisal Naeem67% (3)
- Eliminate foam carryover to increase diesel and AGO yieldsDocument8 pagesEliminate foam carryover to increase diesel and AGO yieldsNXVNPas encore d'évaluation
- !QFPIRA00T7VKInstruction ManualDocument35 pages!QFPIRA00T7VKInstruction ManualcarlosPas encore d'évaluation
- Cast Iron: Cast Irons Are A Class of Ferrous Alloys WithDocument12 pagesCast Iron: Cast Irons Are A Class of Ferrous Alloys WithChandima K PriyamalPas encore d'évaluation
- Al HelideckDocument8 pagesAl HelideckanandakoePas encore d'évaluation
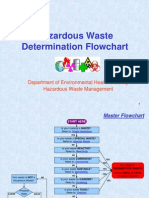
- Hazardous Waste FlowchartDocument21 pagesHazardous Waste FlowchartRizki Mufidayanti100% (1)
- Cuptor Rotativ Morello ForniDocument26 pagesCuptor Rotativ Morello ForniscostelPas encore d'évaluation
- Clearway 3 DatasheetDocument2 pagesClearway 3 Datasheetahmetgezer34Pas encore d'évaluation
- International Journal of Plasticity: Luiz Carneiro, Qin Yu, Yanyao JiangDocument17 pagesInternational Journal of Plasticity: Luiz Carneiro, Qin Yu, Yanyao JiangBangjian YangPas encore d'évaluation
- A Review of The Present and Future Utilisation of FRP Composites in The Civil Infrastructure With Reference To Their Important In-Service PropertiesDocument27 pagesA Review of The Present and Future Utilisation of FRP Composites in The Civil Infrastructure With Reference To Their Important In-Service PropertiesalbertofgvPas encore d'évaluation
- York CatalogueDocument142 pagesYork Catalogueeng_amin1239449Pas encore d'évaluation
- Composite Cement Retainer Technical DatasheetDocument2 pagesComposite Cement Retainer Technical DatasheetEvolution Oil ToolsPas encore d'évaluation
- Leather Burnishing & Polishing: Existing ProcedureDocument6 pagesLeather Burnishing & Polishing: Existing ProcedurevinothjohnnashPas encore d'évaluation
- Evaluating Gas Turbine TestingDocument27 pagesEvaluating Gas Turbine TestingReshmi Vinu100% (2)
- Reliance 380PG Pharmaceutical Grade Washer Technical DataDocument7 pagesReliance 380PG Pharmaceutical Grade Washer Technical DataNirbhayPas encore d'évaluation
- Astm A681 PDFDocument14 pagesAstm A681 PDFraulPas encore d'évaluation
- Answers To Unit - Test Papers 2Document2 pagesAnswers To Unit - Test Papers 2geetaPas encore d'évaluation
- 55 Emerson Catalog PDFDocument82 pages55 Emerson Catalog PDFBRLSwamyPas encore d'évaluation
- Lean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyDocument10 pagesLean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyIJRASETPublicationsPas encore d'évaluation
- JP Pdms 014 BoltinDocument10 pagesJP Pdms 014 BoltinKodali Naveen KumarPas encore d'évaluation
- 35C+ & 45C+ Gas Fryer Parts ManualDocument16 pages35C+ & 45C+ Gas Fryer Parts ManualAle DE LA ParraPas encore d'évaluation
- Mini MessDocument39 pagesMini MessSimen EllingsenPas encore d'évaluation
- BT Silfos 15 ENDocument1 pageBT Silfos 15 ENIonutCiobanuPas encore d'évaluation
- IRTracer 100 Brochure C103 E091Document28 pagesIRTracer 100 Brochure C103 E091Mariela VeraPas encore d'évaluation
- ProTech CatalogDocument132 pagesProTech CatalogAlvaro AlejandroPas encore d'évaluation
- Rhodes - REQUIRED SOAKING TIME FOR H2 TESTINGDocument2 pagesRhodes - REQUIRED SOAKING TIME FOR H2 TESTINGShikhar JainPas encore d'évaluation
- 615-LS 42 ManualDocument48 pages615-LS 42 ManualmelisaBPas encore d'évaluation
- Hitachi Shirokuma floor-mounted air conditioner features and benefitsDocument2 pagesHitachi Shirokuma floor-mounted air conditioner features and benefitsCristian TopalaPas encore d'évaluation
- Weight Optimization of Buck Stays Using PDFDocument4 pagesWeight Optimization of Buck Stays Using PDFIvan Fernando MosqueraPas encore d'évaluation
- Eaton Central Battery and Inverter Systems ManualDocument35 pagesEaton Central Battery and Inverter Systems ManualAhmed Fahd AmeerPas encore d'évaluation