Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Activation Code HytranDocument1 pageActivation Code HytranAyanilPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Anchor Blocks - VB02 - 9 PDFDocument6 pagesAnchor Blocks - VB02 - 9 PDFAyanilPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Asphalt 8 Car DataDocument65 pagesAsphalt 8 Car DataAyanilPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Anchor Blocks VB02 9Document6 pagesAnchor Blocks VB02 9AyanilPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Mathemeatical Model of Glider TrajectoryDocument6 pagesMathemeatical Model of Glider TrajectoryAyanilPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Urban Roads Standard 020215Document30 pagesUrban Roads Standard 020215AyanilPas encore d'évaluation
- Glider Trajectory Modelling via Mathematical EquationsDocument55 pagesGlider Trajectory Modelling via Mathematical EquationsAyanilPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- MM ConclusionDocument2 pagesMM ConclusionAyanilPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Babai Surge Analysis 2016june DraftDocument7 pagesBabai Surge Analysis 2016june DraftAyanilPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
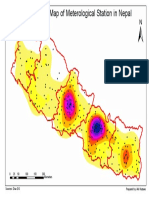
- Kernel Density Metrological Station NepalDocument1 pageKernel Density Metrological Station NepalAyanilPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Back To BasicsDocument4 pagesBack To BasicsAyanilPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Preliminary Design of Francis Turbine - 170927 - 1Document7 pagesPreliminary Design of Francis Turbine - 170927 - 1AyanilPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- 0 2 4 6 8 1 Kilometers: Prepared By: Anil KutuwoDocument1 page0 2 4 6 8 1 Kilometers: Prepared By: Anil KutuwoAyanilPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- DG Georeference LayoutDocument1 pageDG Georeference LayoutAyanilPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- DG - Project and Non Project Map - Nepal2Document1 pageDG - Project and Non Project Map - Nepal2AyanilPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Your Company Name: 123 Main Street Suite #321 City, State 01234Document2 pagesYour Company Name: 123 Main Street Suite #321 City, State 01234AyanilPas encore d'évaluation
- Hydraulic Design Structural Design Floor Design Detailed Drawings Solved ExampleDocument31 pagesHydraulic Design Structural Design Floor Design Detailed Drawings Solved ExampleAyanil100% (1)
- Legend: Seti Karnali MahakaliDocument1 pageLegend: Seti Karnali MahakaliAyanilPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Empirical Design of Brick MasonryDocument10 pagesEmpirical Design of Brick MasonryAyanilPas encore d'évaluation
- HyTran Training Hill ChartDocument31 pagesHyTran Training Hill ChartAyanilPas encore d'évaluation
- Nepal Budget 2071Document10 pagesNepal Budget 2071AyanilPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- GIS ManualDocument60 pagesGIS ManualAyanilPas encore d'évaluation
- Irrigation Structures - Diversion Head Works ComponentsDocument13 pagesIrrigation Structures - Diversion Head Works Componentslakumas15Pas encore d'évaluation
- AutoCAD Land DesktopDocument13 pagesAutoCAD Land DesktopAyanilPas encore d'évaluation
- Installation Procedure arcGIS.9.3 MaDocument3 pagesInstallation Procedure arcGIS.9.3 Majeewan_sanimaPas encore d'évaluation
- Field Report on Geological Studies of Prithvi Highway and Malekhu AreaDocument33 pagesField Report on Geological Studies of Prithvi Highway and Malekhu AreaAyanil67% (12)
- Hydrology Tour III-IIDocument9 pagesHydrology Tour III-IIAyanilPas encore d'évaluation
- What Is A Cam, r5, Dvdrip, DVDSCR, XvidDocument4 pagesWhat Is A Cam, r5, Dvdrip, DVDSCR, XvidAyanilPas encore d'évaluation
- Master ReportDocument42 pagesMaster ReportAyanilPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- REMEDIATION-Focus BDocument13 pagesREMEDIATION-Focus BCharmaine PerioPas encore d'évaluation
- Fatigue Life Prediction of A320-200 Aileron Lever Structure of A Transport AircraftDocument4 pagesFatigue Life Prediction of A320-200 Aileron Lever Structure of A Transport AircraftMohamed IbrahimPas encore d'évaluation
- Standardization Parameters For Production of Tofu Using WSD-Y-1 MachineDocument6 pagesStandardization Parameters For Production of Tofu Using WSD-Y-1 MachineAdjengIkaWulandariPas encore d'évaluation
- ME 2141 - Complete ModuleDocument114 pagesME 2141 - Complete ModuleNICOLE ANN MARCELINOPas encore d'évaluation
- 2290 PDFDocument222 pages2290 PDFmittupatel190785Pas encore d'évaluation
- The Grey Nomads Guide To AustraliaDocument3 pagesThe Grey Nomads Guide To AustraliaFreerangecamping60% (5)
- Kuffner Final PresentationDocument16 pagesKuffner Final PresentationSamaa GamalPas encore d'évaluation
- DerbyCityCouncil Wizquiz Presentation PDFDocument123 pagesDerbyCityCouncil Wizquiz Presentation PDFShubham NamdevPas encore d'évaluation
- Tec Relay 52GDocument3 pagesTec Relay 52Gimmer nainggolanPas encore d'évaluation
- ARES SC4 Service Manual (HP-300UA)Document20 pagesARES SC4 Service Manual (HP-300UA)mike_net8903Pas encore d'évaluation
- Nigeria - S Niger Delta Crisis, Root Causes of Peacelessness (Hassan Tai Ejibunu)Document41 pagesNigeria - S Niger Delta Crisis, Root Causes of Peacelessness (Hassan Tai Ejibunu)Ionescu FloPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Introduction 3-12-86Document13 pagesIntroduction 3-12-86Roshdy AbdelRassoulPas encore d'évaluation
- Gerovital anti-aging skin care product guideDocument10 pagesGerovital anti-aging skin care product guideכרמן גאורגיהPas encore d'évaluation
- Ub40 LyricsDocument76 pagesUb40 LyricsJose Lucio Flores SantosPas encore d'évaluation
- Wirkungen FlechtenstoffeDocument21 pagesWirkungen FlechtenstoffeLogge UliPas encore d'évaluation
- كونكت بلس - 2 ابتدائي - ترم 1 - مذكرة 2Document86 pagesكونكت بلس - 2 ابتدائي - ترم 1 - مذكرة 2cafubodoPas encore d'évaluation
- Manual Del GVMapper v3 3 PDFDocument102 pagesManual Del GVMapper v3 3 PDFguanatosPas encore d'évaluation
- Shapes FlashcardsDocument5 pagesShapes FlashcardsHome Organising by JRPas encore d'évaluation
- Three Bucket Method & Food ServiceDocument4 pagesThree Bucket Method & Food Servicerose zandrea demasisPas encore d'évaluation
- Electrical EngineerDocument3 pagesElectrical Engineer12343567890Pas encore d'évaluation
- L C R Circuit Series and Parallel1Document6 pagesL C R Circuit Series and Parallel1krishcvrPas encore d'évaluation
- UNIT-2 Design of Spur GearDocument56 pagesUNIT-2 Design of Spur GearMarthandePas encore d'évaluation
- Takara 2012Document57 pagesTakara 2012Deepak Ranjan SahooPas encore d'évaluation
- Deforestation Management System Using Force and SoundDocument4 pagesDeforestation Management System Using Force and SoundManeesh SvsPas encore d'évaluation
- Binge-Eating Disorder in AdultsDocument19 pagesBinge-Eating Disorder in AdultsJaimeErGañanPas encore d'évaluation
- Applying Value Engineering to Improve Quality and Reduce Costs of Ready-Mixed ConcreteDocument15 pagesApplying Value Engineering to Improve Quality and Reduce Costs of Ready-Mixed ConcreteayyishPas encore d'évaluation
- 44 Sounds Aus EnglishDocument2 pages44 Sounds Aus EnglishAlfie Arabejo Masong LaperaPas encore d'évaluation
- Cosmic Freedom: David MolineauxDocument2 pagesCosmic Freedom: David Molineauxsalomon46Pas encore d'évaluation
- Chapter 4 Cost MinimizationDocument6 pagesChapter 4 Cost MinimizationXavier Hetsel Ortega BarraganPas encore d'évaluation
- QUESTION A2 and A3 Examples PDFDocument24 pagesQUESTION A2 and A3 Examples PDFDemian VePas encore d'évaluation