Vous aimerez peut-être aussi
- Womack - Labor History, Industrial Work, Economics, Sociology and Strategic Position PDFDocument237 pagesWomack - Labor History, Industrial Work, Economics, Sociology and Strategic Position PDFhmaravilloPas encore d'évaluation
- Fmea ExerciseDocument5 pagesFmea ExerciseHamada Ahmed100% (1)
- MotorsDocument36 pagesMotorsscorpionarnold100% (1)
- InfoVista Xeus Pro 5 TMR Quick GuideDocument76 pagesInfoVista Xeus Pro 5 TMR Quick GuideNguyen Dang KhanhPas encore d'évaluation
- Virtual Verde Release Plan Emails: Email 1Document4 pagesVirtual Verde Release Plan Emails: Email 1Violet StarPas encore d'évaluation
- Fmea Failure Mode and Effect Analysis: Thought For The DayDocument55 pagesFmea Failure Mode and Effect Analysis: Thought For The Dayjd4uPas encore d'évaluation
- FMEA Guide-Q1Document161 pagesFMEA Guide-Q1Vikas SinghPas encore d'évaluation
- Root - Cause - Corrective Action PDFDocument31 pagesRoot - Cause - Corrective Action PDFBeste Ardıç Arslan100% (1)
- HA CEDAC Workshop INDO Kaizen PartDocument16 pagesHA CEDAC Workshop INDO Kaizen PartHardi BanuareaPas encore d'évaluation
- Key Skills: Sunil Kumar DalalDocument3 pagesKey Skills: Sunil Kumar DalalAvinashBatraPas encore d'évaluation
- Lean Training New PDFDocument93 pagesLean Training New PDFRagu RamsinghPas encore d'évaluation
- Analysis of Improving Lead Time For Material Delivery From Hub Warehouse To Site Location in Heavy Equipment Company Using Dmaic MethodDocument4 pagesAnalysis of Improving Lead Time For Material Delivery From Hub Warehouse To Site Location in Heavy Equipment Company Using Dmaic MethodInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- List of PPAP DocsDocument4 pagesList of PPAP DocsSunilPas encore d'évaluation
- Gaurav Pathak CV Opex 20.11.2022Document2 pagesGaurav Pathak CV Opex 20.11.2022Abhishek KumarPas encore d'évaluation
- Minimum Automotive Quality Management System Requirements For Sub-Tier Suppliers - AUG 14 PDFDocument9 pagesMinimum Automotive Quality Management System Requirements For Sub-Tier Suppliers - AUG 14 PDFFer Jesus Nieves UribePas encore d'évaluation
- GSQM TRW PDFDocument48 pagesGSQM TRW PDFJuan José Viñas Méndez50% (2)
- 203 LSS Gbo - FmeaDocument47 pages203 LSS Gbo - FmeaRocker byPas encore d'évaluation
- APQP Internal Assessment Checklist: Development PhaseDocument3 pagesAPQP Internal Assessment Checklist: Development PhaseRandhir Kanwar100% (1)
- CorrectSPC PresentationDocument90 pagesCorrectSPC Presentationpkj009Pas encore d'évaluation
- Shainin Vs Six SigmaDocument4 pagesShainin Vs Six Sigmabaro4518Pas encore d'évaluation
- Design For MaintainabilityDocument7 pagesDesign For MaintainabilityEmilian PopaPas encore d'évaluation
- Entrenamiento 5WDocument42 pagesEntrenamiento 5WSerchecko JaureguiPas encore d'évaluation
- How To Implement An Effective Fmea ProcessDocument31 pagesHow To Implement An Effective Fmea ProcessAmir KhakzadPas encore d'évaluation
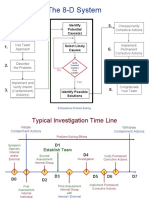
- The 8-D System: Awareness of Problem Choose/Verify Corrective ActionsDocument3 pagesThe 8-D System: Awareness of Problem Choose/Verify Corrective ActionsAtul SharmaPas encore d'évaluation
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDocument26 pagesCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SPas encore d'évaluation
- SOP Preparation GuidelineDocument21 pagesSOP Preparation GuidelineJackielou MaquisoPas encore d'évaluation
- 7 FmeaDocument71 pages7 Fmeasunilbhol100% (2)
- Iatf 16949:2016 Qms Audit ChecklistDocument8 pagesIatf 16949:2016 Qms Audit ChecklistAddinda Zurainie100% (1)
- 1.4.quality GateDocument15 pages1.4.quality GateMOHAN SPas encore d'évaluation
- Week 3 Stability 5S TPMDocument66 pagesWeek 3 Stability 5S TPMQuynh Chau TranPas encore d'évaluation
- Week 10 - Autonomous Defects Control (Pokayoke Jidoka)Document43 pagesWeek 10 - Autonomous Defects Control (Pokayoke Jidoka)Nguyễn Ngọc Minh Quân100% (1)
- Smaic ModelDocument180 pagesSmaic ModelmuneerppPas encore d'évaluation
- Process Capability BaselineDocument19 pagesProcess Capability BaselinecamilaskishorePas encore d'évaluation
- Evaluation of Asset Integrity Management System (AIMS) : GuideDocument28 pagesEvaluation of Asset Integrity Management System (AIMS) : GuideEdwin TorresPas encore d'évaluation
- Design Failure Mode Effects Analysis WorksheetDocument2 pagesDesign Failure Mode Effects Analysis Worksheeto_m_bajajPas encore d'évaluation
- NCM DB - 8D Problem Solving Training Ver 1.1Document24 pagesNCM DB - 8D Problem Solving Training Ver 1.1Memo Gonzalez Aleman100% (1)
- QSB TOOLS - GM Quality System Basics OverviewDocument350 pagesQSB TOOLS - GM Quality System Basics OverviewSonny Hurtado100% (2)
- Error Proofing BasicsDocument16 pagesError Proofing BasicsJohn OoPas encore d'évaluation
- Chrysler Customer Specifics For PPAP 4th Edition July 11Document2 pagesChrysler Customer Specifics For PPAP 4th Edition July 11JOECOOL67Pas encore d'évaluation
- APQP 1st Phase Input and OutputDocument1 pageAPQP 1st Phase Input and OutputSunilPas encore d'évaluation
- Ppap (Production Part Approval Process)Document10 pagesPpap (Production Part Approval Process)chavanshital855Pas encore d'évaluation
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryDocument8 pagesA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryBONFRINGPas encore d'évaluation
- A3Document1 pageA3chavesierra20081 SierraPas encore d'évaluation
- IATF Rules Dec2016Document14 pagesIATF Rules Dec2016anthony dunnPas encore d'évaluation
- Asset-V1 TUMx+QPLS1x+2T2018+type@asset+block@SixSigma Process-Improvement Methods ToolsDocument85 pagesAsset-V1 TUMx+QPLS1x+2T2018+type@asset+block@SixSigma Process-Improvement Methods ToolsAmar MohammedPas encore d'évaluation
- Six Sigma LEANDocument7 pagesSix Sigma LEANAkshita MuskanPas encore d'évaluation
- Guidelines For Auditing FMEADocument3 pagesGuidelines For Auditing FMEAalex1123Pas encore d'évaluation
- Black Belt Certification ArticleDocument6 pagesBlack Belt Certification ArticleLindgrenPas encore d'évaluation
- Welcome To Potential Failure Modes AND Effect Analysis Process FMEA-4 EditionDocument68 pagesWelcome To Potential Failure Modes AND Effect Analysis Process FMEA-4 EditionSundaramoorthy ArumugamPas encore d'évaluation
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshPas encore d'évaluation
- How To Calculate Sigma Level For A ProcessDocument9 pagesHow To Calculate Sigma Level For A ProcessmaherkamelPas encore d'évaluation
- CQI19 FormsDocument7 pagesCQI19 FormsEmre TekinPas encore d'évaluation
- SOP QualiityDocument28 pagesSOP QualiityUttam KumarPas encore d'évaluation
- Black Belt Training - Module 2 - Day 1Document89 pagesBlack Belt Training - Module 2 - Day 1haythemPas encore d'évaluation
- GM 1927 36 Quality System Basic Marzo 2009 Lpas PDFDocument26 pagesGM 1927 36 Quality System Basic Marzo 2009 Lpas PDFmedi38Pas encore d'évaluation
- 5 Whys: Navigation Search Technique Cause-And-Effect Root Cause DefectDocument3 pages5 Whys: Navigation Search Technique Cause-And-Effect Root Cause DefectuttonPas encore d'évaluation
- Action Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableDocument39 pagesAction Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableSanjay KumarPas encore d'évaluation
- NC Analysis Report 3L5Y-Blank FormatDocument160 pagesNC Analysis Report 3L5Y-Blank Formatshobha shelarPas encore d'évaluation
- 8D's Process Worksheet: MDR/SCAR Number: Supplier: Response Due DateDocument3 pages8D's Process Worksheet: MDR/SCAR Number: Supplier: Response Due DateUlysses CarrascoPas encore d'évaluation
- DMAIC Methods Tools MapDocument1 pageDMAIC Methods Tools MapDana WilliamsPas encore d'évaluation
- Cost Of Poor Quality A Complete Guide - 2021 EditionD'EverandCost Of Poor Quality A Complete Guide - 2021 EditionPas encore d'évaluation
- Questions and Answers On Nanotechnologies: (See Also IP/08/947)Document5 pagesQuestions and Answers On Nanotechnologies: (See Also IP/08/947)scorpionarnoldPas encore d'évaluation
- NptelDocument2 pagesNptelscorpionarnoldPas encore d'évaluation
- Full Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50Document10 pagesFull Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50scorpionarnoldPas encore d'évaluation
- Displacement SensorDocument32 pagesDisplacement SensorscorpionarnoldPas encore d'évaluation
- SensorsDocument132 pagesSensorsscorpionarnoldPas encore d'évaluation
- Hydraulics Vs PneumaticsDocument22 pagesHydraulics Vs Pneumaticsscorpionarnold100% (1)
- Entrepreneurship Development - Unit-IDocument31 pagesEntrepreneurship Development - Unit-IscorpionarnoldPas encore d'évaluation
- Event Tree AnalysisDocument14 pagesEvent Tree AnalysisscorpionarnoldPas encore d'évaluation
- Mechanics of Metal CuttingDocument86 pagesMechanics of Metal CuttingscorpionarnoldPas encore d'évaluation
- Why Determine Root Cause?: Approved For Public ReleaseDocument17 pagesWhy Determine Root Cause?: Approved For Public ReleasescorpionarnoldPas encore d'évaluation
- University Rank Holders-Sathyabama UniversityDocument1 pageUniversity Rank Holders-Sathyabama UniversityscorpionarnoldPas encore d'évaluation
- ServiceDocument41 pagesServicescorpionarnoldPas encore d'évaluation
- Engineering Metrology and Measurements Unit 1 2Document82 pagesEngineering Metrology and Measurements Unit 1 2scorpionarnold100% (1)
- 16.6.12 AnDocument1 page16.6.12 AnscorpionarnoldPas encore d'évaluation
- Event Tree AnalysisDocument14 pagesEvent Tree AnalysisscorpionarnoldPas encore d'évaluation
- Engg MechanicsDocument151 pagesEngg MechanicsMartin De Boras PragashPas encore d'évaluation
- Training and DevlopmentDocument2 pagesTraining and DevlopmentscorpionarnoldPas encore d'évaluation
- Using NetshDocument2 pagesUsing NetshMohcin AllaouiPas encore d'évaluation
- Occ ST 1Document3 pagesOcc ST 1Rona Marie BulaongPas encore d'évaluation
- SEO Roadmap - Bayut & DubizzleDocument17 pagesSEO Roadmap - Bayut & Dubizzlebasel kotbPas encore d'évaluation
- Fail Operational and PassiveDocument1 pageFail Operational and PassiverobsousPas encore d'évaluation
- Feb 1 - ScottDocument17 pagesFeb 1 - ScottNyannnPas encore d'évaluation
- Effect of Employee Loyalty On Customer S PDFDocument37 pagesEffect of Employee Loyalty On Customer S PDFShailendra DasariPas encore d'évaluation
- CM PhysicalDocument14 pagesCM PhysicalLulu Nur HidayahPas encore d'évaluation
- Shostakovich: Symphony No. 13Document16 pagesShostakovich: Symphony No. 13Bol DigPas encore d'évaluation
- Art of Insight PDFDocument409 pagesArt of Insight PDF31482Pas encore d'évaluation
- IOSH Managing Safely Leaflet For Training ProvidersDocument6 pagesIOSH Managing Safely Leaflet For Training ProvidersShakil Ahmad AligPas encore d'évaluation
- Science Fiction FilmsDocument5 pagesScience Fiction Filmsapi-483055750Pas encore d'évaluation
- PSychoyos Semiotica LibreDocument68 pagesPSychoyos Semiotica Librebu1969Pas encore d'évaluation
- Counter-Example NLPDocument8 pagesCounter-Example NLPRafaelBluskyPas encore d'évaluation
- Thursday 08 October 2020: MathematicsDocument32 pagesThursday 08 October 2020: MathematicsAmjad AshaPas encore d'évaluation
- RCPI V VerchezDocument2 pagesRCPI V VerchezCin100% (1)
- Secant Method - Derivation: A. Bracketing MethodsDocument5 pagesSecant Method - Derivation: A. Bracketing MethodsStephen Dela CruzPas encore d'évaluation
- Complexity. Written Language Is Relatively More Complex Than Spoken Language. ..Document3 pagesComplexity. Written Language Is Relatively More Complex Than Spoken Language. ..Toddler Channel TVPas encore d'évaluation
- Faust Part Two - Johann Wolfgang Von GoetheDocument401 pagesFaust Part Two - Johann Wolfgang Von GoetherharsianiPas encore d'évaluation
- An Improved Version of The Skin Chapter of Kent RepertoryDocument6 pagesAn Improved Version of The Skin Chapter of Kent RepertoryHomoeopathic PulsePas encore d'évaluation
- Present Tenses ReviewDocument6 pagesPresent Tenses ReviewRamona DinuPas encore d'évaluation
- LabDocument11 pagesLableonora KrasniqiPas encore d'évaluation
- Presentation (AJ)Document28 pagesPresentation (AJ)ronaldPas encore d'évaluation
- 3658 - Implement Load BalancingDocument6 pages3658 - Implement Load BalancingDavid Hung NguyenPas encore d'évaluation
- Bibliography of Loyalist Source MaterialDocument205 pagesBibliography of Loyalist Source MaterialNancyPas encore d'évaluation
- Common RHU DrugsDocument56 pagesCommon RHU DrugsAlna Shelah IbañezPas encore d'évaluation
- Sosa Ernest - Causation PDFDocument259 pagesSosa Ernest - Causation PDFtri korne penal100% (1)