Vous aimerez peut-être aussi
- Package Design GuideDocument11 pagesPackage Design Guideondoy4925Pas encore d'évaluation
- Five (5) Step Packaging DevelopmentDocument16 pagesFive (5) Step Packaging DevelopmentMirela NastaPas encore d'évaluation
- Empaques 3Document200 pagesEmpaques 3MARIA ALEJANDRA LOPEZ REVELOPas encore d'évaluation
- Packaging Test RequirementDocument54 pagesPackaging Test Requirementjinmao100% (1)
- Test of Packaging MaterialDocument16 pagesTest of Packaging MaterialPrashanta Pokhrel100% (1)
- Transportation SimulationDocument4 pagesTransportation SimulationMohdShahrizanPas encore d'évaluation
- Optimization AnalysisDocument40 pagesOptimization Analysissainath reddy kesam reddyPas encore d'évaluation
- Viewcontent2 CgiDocument11 pagesViewcontent2 CgiLake HousePas encore d'évaluation
- Lab Assignment of PackagingDocument5 pagesLab Assignment of PackagingZarakhankhan KhanPas encore d'évaluation
- Abrasion Resistance Conveyor BeltsDocument8 pagesAbrasion Resistance Conveyor Beltseduardo_chabanPas encore d'évaluation
- 1 Fall Hazards Participant GuideDocument38 pages1 Fall Hazards Participant GuidecharibackupPas encore d'évaluation
- Fabric Assurance by Simple TestingDocument5 pagesFabric Assurance by Simple Testingsenthilkumar7374Pas encore d'évaluation
- Determination of Drop Test of Food Packages Group 8..Document7 pagesDetermination of Drop Test of Food Packages Group 8..Sayed Rakibul KarimPas encore d'évaluation
- NIBA-Wear On Conveyor BeltsDocument4 pagesNIBA-Wear On Conveyor Beltslsatriani100% (1)
- Snap Fit DesingDocument24 pagesSnap Fit DesingGerman LagPas encore d'évaluation
- Reporte 1 Materiales FudgeDocument22 pagesReporte 1 Materiales FudgeErick ColonPas encore d'évaluation
- Aqe Final Assignment: Ms. Nanika Kaushal Assistant Professor, NiftDocument12 pagesAqe Final Assignment: Ms. Nanika Kaushal Assistant Professor, NiftVidya Sagar ChowdaryPas encore d'évaluation
- 12 Cushion Vibration Testing Sine V RandomDocument18 pages12 Cushion Vibration Testing Sine V Randommahesh dPas encore d'évaluation
- Stockpile SegregationDocument2 pagesStockpile SegregationEdwin BatallanosPas encore d'évaluation
- Modeling a Piled Raft Foundation in RS3Document16 pagesModeling a Piled Raft Foundation in RS3Juan Martín VillamilPas encore d'évaluation
- Exp 10Document6 pagesExp 10Tayyab AliPas encore d'évaluation
- Costco Packaging Specs AddendumsDocument16 pagesCostco Packaging Specs Addendumssaravanan_c1Pas encore d'évaluation
- Drop Test and Vibration TestDocument5 pagesDrop Test and Vibration TestjefriPas encore d'évaluation
- Concept of Cushioning: Dr. Sanjay Kumar ChattopadhyayDocument91 pagesConcept of Cushioning: Dr. Sanjay Kumar ChattopadhyayD Well WisherPas encore d'évaluation
- RayRan - Apparent Bulk Density ApparatusDocument5 pagesRayRan - Apparent Bulk Density ApparatusJunaid LauntoPas encore d'évaluation
- Lansmont Six Step MethodDocument2 pagesLansmont Six Step MethodKatrina Joyce MabanesPas encore d'évaluation
- Brittle CoatingDocument10 pagesBrittle CoatingM.Saravana Kumar..M.EPas encore d'évaluation
- Objective of Textile TestingDocument5 pagesObjective of Textile TestingSada NaiduPas encore d'évaluation
- Training Manual HydromaxDocument92 pagesTraining Manual HydromaxlordwarioPas encore d'évaluation
- Esd FaqDocument22 pagesEsd FaqTravis WoodPas encore d'évaluation
- How Do You Size A Vacuum CupDocument3 pagesHow Do You Size A Vacuum CupycemalPas encore d'évaluation
- Choosing The Best Stretch Film For The Application: What You'll LearnDocument7 pagesChoosing The Best Stretch Film For The Application: What You'll Learnguillegr1Pas encore d'évaluation
- Additionall Fall Protection SystemsDocument59 pagesAdditionall Fall Protection SystemsBajrangi GuptaPas encore d'évaluation
- Manual Handling in WoodworkingDocument12 pagesManual Handling in WoodworkingRey MattheusPas encore d'évaluation
- t580 D 3 Sarg With Editorial Corrections IncorporatedDocument8 pagest580 D 3 Sarg With Editorial Corrections IncorporatedRaPas encore d'évaluation
- Tutorial 01 QuickStart RS3Document14 pagesTutorial 01 QuickStart RS3Walter Edinson Ramos ChavezPas encore d'évaluation
- Solid Works Simulation Tutorial 2009Document8 pagesSolid Works Simulation Tutorial 2009Vorey21Pas encore d'évaluation
- Experiment No# 1 Standard Test Method For Sieve Analysis of Coarse Aggregates From Different Sources. ScopeDocument12 pagesExperiment No# 1 Standard Test Method For Sieve Analysis of Coarse Aggregates From Different Sources. Scopeirfan Ullah Lab EngineerPas encore d'évaluation
- Digital Assignment-1: Done byDocument4 pagesDigital Assignment-1: Done byANIRUDHPas encore d'évaluation
- DASTEXDocument12 pagesDASTEXMirkaHundPas encore d'évaluation
- Belt Feeder Properly DesignedDocument2 pagesBelt Feeder Properly DesignedCarlos Ediver Arias Restrepo100% (1)
- Wrap Around Packer DetailsDocument24 pagesWrap Around Packer DetailsUmair Younus100% (1)
- Shipping Platform Standards 2019 PDFDocument32 pagesShipping Platform Standards 2019 PDFPaula CordobaPas encore d'évaluation
- Film Properties-Tests and DetailsDocument40 pagesFilm Properties-Tests and DetailsShubham Kumar100% (2)
- Paper Test EquipmentDocument46 pagesPaper Test Equipmentandhie68Pas encore d'évaluation
- PdsDocument3 pagesPdsapi-275497336Pas encore d'évaluation
- MatScie Engineering ME +Lab+Module+2+rev1.0Document19 pagesMatScie Engineering ME +Lab+Module+2+rev1.0kkiyo2113Pas encore d'évaluation
- Resilient Seated Butterfly Valves for Vacuum ApplicationsDocument7 pagesResilient Seated Butterfly Valves for Vacuum ApplicationsCarlos GutierrezPas encore d'évaluation
- ART065 - Validating A Flood-Curing SystemDocument8 pagesART065 - Validating A Flood-Curing SystemJincai (Jason) FanPas encore d'évaluation
- FusingDocument6 pagesFusingsift_50100% (1)
- Technical Guide for Manufacturing Solar Protection with INFINITY FabricDocument25 pagesTechnical Guide for Manufacturing Solar Protection with INFINITY Fabric47502243Pas encore d'évaluation
- D 6571 - 00 Rdy1nzetukveDocument7 pagesD 6571 - 00 Rdy1nzetukveJuan GutierrezPas encore d'évaluation
- 8.physical Testing of Rubber VulcanizatesDocument22 pages8.physical Testing of Rubber Vulcanizatesbodekiz78% (9)
- Strength Calculator ExampleDocument4 pagesStrength Calculator Examplerandy_pabilonaPas encore d'évaluation
- Size ReductionDocument12 pagesSize ReductionJohn Paul RodriguezPas encore d'évaluation
- Conveyor Belt Cover StandardDocument12 pagesConveyor Belt Cover StandardSholhan AzizPas encore d'évaluation
- Rocvent Inc Mine Ventilation SystemsDocument48 pagesRocvent Inc Mine Ventilation SystemsJuan AlarcónPas encore d'évaluation
- AN516 Dektak Stress MeasureDocument4 pagesAN516 Dektak Stress MeasureOnur AtesPas encore d'évaluation
- Vacuum Bagging TechniquesDocument56 pagesVacuum Bagging TechniquesPriyesh SaxenaPas encore d'évaluation
- TR Fastenings TR - KF2Document1 pageTR Fastenings TR - KF2CADTDDPas encore d'évaluation
- Hi Temp 1Document1 pageHi Temp 1CADTDDPas encore d'évaluation
- 12628108.GORE SMT EMI Gasket Supersoft Data SheetDocument2 pages12628108.GORE SMT EMI Gasket Supersoft Data SheetCADTDDPas encore d'évaluation
- SMR-TS-1.7-1.6-3.6GRE Draft Spec Sheet - 200416Document1 pageSMR-TS-1.7-1.6-3.6GRE Draft Spec Sheet - 200416CADTDDPas encore d'évaluation
- Emi Catalog LR 1 1 - Compressed 1Document40 pagesEmi Catalog LR 1 1 - Compressed 1CADTDDPas encore d'évaluation
- Section A-A SCALE 10: 1Document1 pageSection A-A SCALE 10: 1CADTDDPas encore d'évaluation
- Samtec CLT-104-02-F-D-BEDocument1 pageSamtec CLT-104-02-F-D-BECADTDDPas encore d'évaluation
- CS3844Document1 pageCS3844CADTDDPas encore d'évaluation
- High-Performance PA9T Polyamide Material SolutionsDocument2 pagesHigh-Performance PA9T Polyamide Material SolutionsCADTDDPas encore d'évaluation
- PRODUCT NUMBER: 0415-0-15-80-16-80-10-0: Data SheetDocument3 pagesPRODUCT NUMBER: 0415-0-15-80-16-80-10-0: Data SheetCADTDDPas encore d'évaluation
- SUCOFORM 86 75 DatasheetDocument2 pagesSUCOFORM 86 75 DatasheetCADTDDPas encore d'évaluation
- Use GCMI color guide with cautionDocument2 pagesUse GCMI color guide with cautionCADTDDPas encore d'évaluation
- IAQG KPI ExamplesDocument4 pagesIAQG KPI ExamplesCADTDDPas encore d'évaluation
- PRODUCT NUMBER: 8579-0-15-80-21-84-10-0: Data SheetDocument3 pagesPRODUCT NUMBER: 8579-0-15-80-21-84-10-0: Data SheetCADTDDPas encore d'évaluation
- PRODUCT NUMBER: 0327-0-15-80-34-80-10-0: Data SheetDocument3 pagesPRODUCT NUMBER: 0327-0-15-80-34-80-10-0: Data SheetCADTDDPas encore d'évaluation
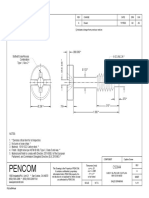
- 5.6 MM 5.84 MM 2.4 MM 5 MM: Steel Rounded Head Screw With External-Tooth Lock WasherDocument1 page5.6 MM 5.84 MM 2.4 MM 5 MM: Steel Rounded Head Screw With External-Tooth Lock WasherCADTDDPas encore d'évaluation
- 3" Core Matte Electrostatic Dissipative 1 Mil Polyimide Circuit Board LabelsDocument5 pages3" Core Matte Electrostatic Dissipative 1 Mil Polyimide Circuit Board LabelsCADTDDPas encore d'évaluation
- 5420 sp14 SM en UsDocument108 pages5420 sp14 SM en UsCADTDDPas encore d'évaluation
- T & T Top-Down DesigndfDocument40 pagesT & T Top-Down DesigndfN_SatishhPas encore d'évaluation
- Identco TTL 130 433 10Document1 pageIdentco TTL 130 433 10CADTDDPas encore d'évaluation
- T-Top800 T-Top800 Top81Document1 pageT-Top800 T-Top800 Top81CADTDDPas encore d'évaluation
- Identco TTL 130 433 10Document1 pageIdentco TTL 130 433 10CADTDDPas encore d'évaluation
- Loctite 4011: Technical Data SheetDocument3 pagesLoctite 4011: Technical Data SheetCADTDDPas encore d'évaluation
- Keystone Spacer 892Document1 pageKeystone Spacer 892CADTDDPas encore d'évaluation
- Anti-Static Bubble Bags Protect ElectronicsDocument1 pageAnti-Static Bubble Bags Protect ElectronicsCADTDDPas encore d'évaluation
- GE Design GuideDocument53 pagesGE Design GuideGuido Kats100% (1)
- LVD Oj 2019-11-27 PDFDocument11 pagesLVD Oj 2019-11-27 PDFCADTDDPas encore d'évaluation
- CIDEON ECTR Interface To SolidWorks Configuration Manual PDFDocument102 pagesCIDEON ECTR Interface To SolidWorks Configuration Manual PDFCADTDDPas encore d'évaluation
- LVD Oj 2019-11-27 PDFDocument11 pagesLVD Oj 2019-11-27 PDFCADTDDPas encore d'évaluation
- GE Design GuideDocument53 pagesGE Design GuideGuido Kats100% (1)
- Development of A Material Databook For Api STD 530Document10 pagesDevelopment of A Material Databook For Api STD 530Zenon Kociuba100% (1)
- Modern steam turbine blade designDocument9 pagesModern steam turbine blade designNico ScheggiaPas encore d'évaluation
- Epoxy bonding agent approval procedureDocument10 pagesEpoxy bonding agent approval procedurerajupetalokeshPas encore d'évaluation
- PSCDocument59 pagesPSCYaswanthGorantlaPas encore d'évaluation
- Makrolon 2405: General Purpose Grades / Low Viscosity / High ProductivityDocument4 pagesMakrolon 2405: General Purpose Grades / Low Viscosity / High ProductivityagungPas encore d'évaluation
- Lecture 7 Fatigue and CreepDocument17 pagesLecture 7 Fatigue and CreepAmmar SafwtPas encore d'évaluation
- Maharashtra Handbook Chapter on Self-Compacting ConcreteDocument91 pagesMaharashtra Handbook Chapter on Self-Compacting ConcretedbPas encore d'évaluation
- DD Env 1591-2 - 2001Document13 pagesDD Env 1591-2 - 2001Tausif LodhiPas encore d'évaluation
- Fatigue Testing Machine: Mini Project Report OnDocument43 pagesFatigue Testing Machine: Mini Project Report Onayush jainPas encore d'évaluation
- EAS 326-06 Midterm Exam ReviewDocument7 pagesEAS 326-06 Midterm Exam ReviewrodolfoPas encore d'évaluation
- Cracked Section Analysis (SAFE)Document3 pagesCracked Section Analysis (SAFE)trungcePas encore d'évaluation
- Wier On Permeable FoundationDocument34 pagesWier On Permeable FoundationMahmoud I. MahmoudPas encore d'évaluation
- International Welding Engineer - Model PaperDocument23 pagesInternational Welding Engineer - Model Paperrohit mathanker100% (2)
- Fluolion BrochureDocument7 pagesFluolion Brochurekyn jessPas encore d'évaluation
- Republic of the Philippines State University Materials & Processes Chapter on PropertiesDocument9 pagesRepublic of the Philippines State University Materials & Processes Chapter on PropertiesRoderick VillanuevaPas encore d'évaluation
- A Creep Life Assessment Method For Boiler Pipes Using Small Punch Creep TestDocument6 pagesA Creep Life Assessment Method For Boiler Pipes Using Small Punch Creep TestAndrea CalderaPas encore d'évaluation
- 7B - Shrinkage and Thermal MovementDocument20 pages7B - Shrinkage and Thermal MovementOsama QasimPas encore d'évaluation
- Introduction To Bridge EngineeringDocument125 pagesIntroduction To Bridge Engineeringjaffna100% (1)
- Metallurgical Challenges Associated With Using Grade 91 Steels at Elevated TemperatureDocument21 pagesMetallurgical Challenges Associated With Using Grade 91 Steels at Elevated TemperatureKuthuraikaranPas encore d'évaluation
- 57 en 12952-4 2011 PDFDocument21 pages57 en 12952-4 2011 PDFalilka404100% (1)
- TP N°2 - Extracto CEB-FIP Model Code 1990Document6 pagesTP N°2 - Extracto CEB-FIP Model Code 1990rlorefice6559Pas encore d'évaluation
- Planning Manual: LCT SystemDocument40 pagesPlanning Manual: LCT System唐鹏飞Pas encore d'évaluation
- GAS TURBINE BLADE GUIDEDocument48 pagesGAS TURBINE BLADE GUIDEsevero97100% (3)
- Exp-6 Creep TestDocument6 pagesExp-6 Creep TestHanamant HunashikattiPas encore d'évaluation
- Material Science Question BankDocument3 pagesMaterial Science Question BankSirish Chand PutlaPas encore d'évaluation
- Weld Repair of GTD 111 SuperalloyDocument10 pagesWeld Repair of GTD 111 SuperalloyJJPas encore d'évaluation
- Design and Performance of Buried PVC Pipe SystemsDocument57 pagesDesign and Performance of Buried PVC Pipe SystemsWolfnkom Nkom100% (1)
- Saej3000v003 Thermoplastic Elastomer Classification SystemDocument16 pagesSaej3000v003 Thermoplastic Elastomer Classification SystemDaniel FarfanPas encore d'évaluation
- Creep Lab ManualDocument11 pagesCreep Lab ManualapproachtheprobPas encore d'évaluation
- M Tech Projects - Engineering Project REPORTDocument55 pagesM Tech Projects - Engineering Project REPORTmanoj phadtarePas encore d'évaluation